生物基化纤长丝的制造方法及生物基化纤长丝及安全气囊与流程
- 国知局
- 2024-07-05 16:21:24
本发明涉及化纤领域,尤其涉及一种生物基化纤长丝的制造方法及生物基化纤长丝及安全气囊。
背景技术:
1、化纤对石油类化学品的过度依赖,导致石油等不可再生资源的大量消耗,导致资源枯竭和环境污染。据介绍,世界石油资源可开采40年左右,而我国石油资源可开采不超过30年。生物基化纤不仅绿色无污染,原料来源广泛,产量大,能有效解决资源能源短缺和环境污染问题。在低碳绿色环保意识逐渐深入人心的背景下,生物基化纤将得到更好的发展和更广泛的应用,例如生物基聚酯纤维,其作为利用农作物秸秆、木质纤维素等生物质材料为原料生产的聚酯纤维,在降低原油资源消耗、保护环境方面具有重要意义。
2、然而,在现有技术中,生物基乙二醇包含大量的植物源乙二醇,其属于多元混合醇,也就是说,其乙二醇的纯度并没有石油源乙二醇的纯度高,继而导致生物基聚酯纤维中二甘醇和端羧基的含量较大,进而影响了生物基聚酯纤维的断裂强度、断裂伸长率和初始模量等力学性能等,相比于纯度较高的生物基聚酯切片制备的聚酯纤维,例如石油基聚酯制备的聚酯纤维,仍有较大的差距,因而在部分领域,例如在汽车安全气囊的应用中,目前大部分汽车安全气囊采用尼龙-66进行制造,虽然有部分涤纶聚酯长丝代替尼龙-66,但仍然需要完全依赖石油类化学品,不仅需要消耗石油资源,而且对环境并不友好。
3、因此,如何提供一种生物基化纤长丝的制造方法及生物基化纤长丝以及安全气囊,以使得生物基聚酯切片制备的生物基化纤长丝保持良好的力学性能,从而使得通过该生物基化纤长丝制造的车用气囊具有良好的防护性能,是本发明亟需解决的技术问题。
技术实现思路
1、本发明的目的在于提供一种生物基化纤长丝的制造方法及生物基化纤长丝以及安全气囊,以使得生物基聚酯切片制备的生物基化纤长丝保持良好的力学性能,从而使得通过该生物基化纤长丝制造的车用气囊具有良好的防护性能。
2、为了实现上述目的,本发明提出了一种生物基化纤长丝的制造方法,包括以下步骤:
3、将预设粘度的生物基聚酯切片置于间歇式聚合反应器的反应釜内,在真空度小于等于20pa的条件下进行搅拌,然后升温至140~190℃,并加热至少2~12h,以得到预结晶切片,其中,所述预设粘度为0.64~0.67dl/g;
4、将所述预结晶片在反应釜内继续升温至205~248℃的条件下进行加热至少27~33h,以得到聚合增粘切片,其中,所述聚合增粘切片的粘度为1.00~1.2dl/g,所述生物基聚酯切片中生物基碳的含量为15~25%;
5、将所述聚合增粘切片置入螺杆挤压机中熔融处理,以得到纺丝熔体;
6、将所述纺丝熔体通过纺丝组件中的过滤网进行过滤处理,并将过滤后的纺丝熔体通过纺丝组件中的喷丝板,以得到用于制备所述生物基化纤长丝的熔体细流;
7、对所述熔体细流进行缓冷处理,以及冷却成型处理后,进入纺丝甬道得到丝条本体;
8、对所述丝条本体进行拉伸定型,以及卷绕处理后,得到所述生物基化纤长丝,其中,所述丝条本体的拉伸倍数为5.6~6.2;所述丝条本体的松驰率为8.0~11%。
9、进一步作为优选地,将所述聚合增粘切片置入螺杆挤压机中熔融处理,得到纺丝熔体的步骤包括:
10、将所述聚合增粘切片输送到螺杆挤压机进行熔融处理,得到所述纺丝熔体;其中,所述螺杆挤压机的螺杆直径为125~150mm,螺杆长径比24~33,所述螺杆挤压机的设置温度为280~340℃;所述螺杆挤压机的螺杆出口温度为280~310℃。
11、进一步作为优选地,所述螺杆挤压机的前三区温度逐渐升高,后三区的温度逐渐降低。
12、进一步作为优选地,所述螺杆挤压机的第二区和第三区的温度为320~340℃。
13、进一步作为优选地,所述螺杆挤压机的第四区、第五区以及第六区的温度为285~295℃。
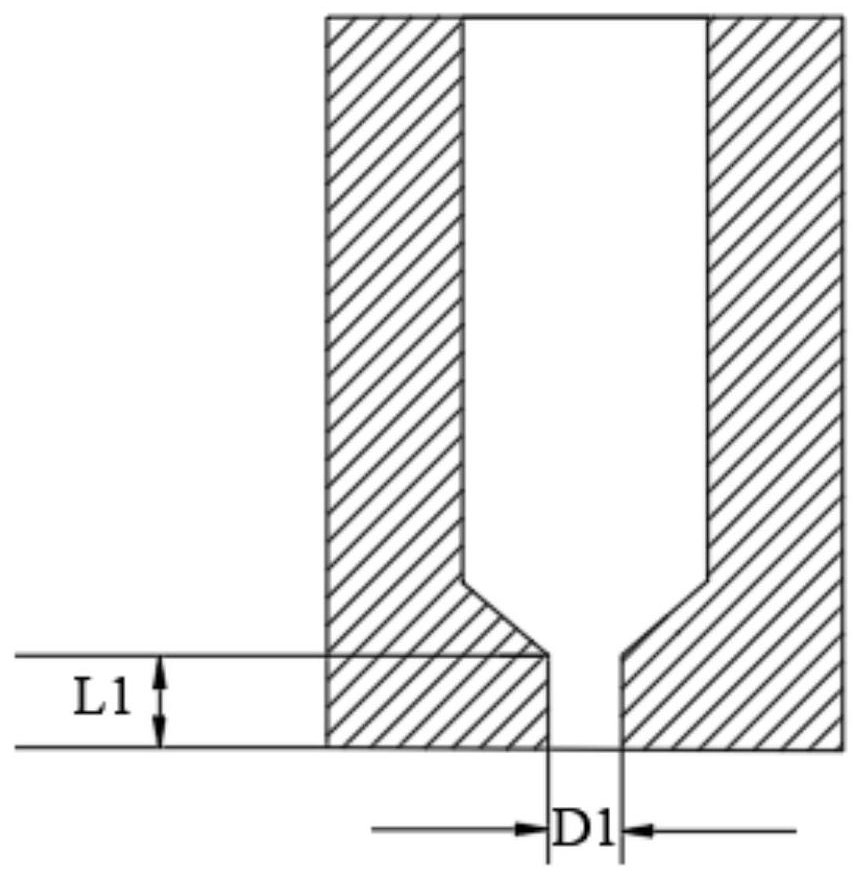
14、进一步作为优选地,所述喷丝板中的喷丝孔的数量为72~300;所述喷丝孔的微孔通道长度与所述喷丝孔的直径的比值为1.5~3.5。
15、进一步作为优选地,所述喷丝板中的喷丝孔的数量为72~200。
16、进一步作为优选地,所述反应釜的真空度为10~20pa,所述聚合增粘切片的水分小于等于15ppm。
17、进一步作为优选地,所述反应釜的真空度为10~15pa,或者所述反应釜的真空度为15~18pa,或者所述反应釜的真空度为18~20pa。
18、进一步作为优选地,所述过滤网的滤孔直径为15~25μm;所述纺丝组件中的加热罩的温度为320~350℃。
19、进一步作为优选地,所述缓冷处理通过长度为250~550mm的隔热筒装置进行处理;所述冷却成型处理的冷却形式为侧向吹风;所述侧向吹风的温度为18~25℃,所述风速为0.4~0.6m/s。
20、进一步作为优选地,所述丝条本体的牵引速度为400~600米/分钟;所述丝条本体的定型温度为230℃~250℃;所述丝条本体的卷绕速度为2200~2600米/分钟。
21、进一步作为优选地,在将所述纺丝熔体通过纺丝组件中的过滤网进行过滤处理,并将过滤后的纺丝熔体通过所述纺丝组件中的喷丝板,以得到熔体细流的步骤之前,还包括以下步骤:将纺丝熔体经计量泵进入纺丝组件,其中,计量泵的转速为8~20rpm。
22、本申请还提供了一种生物基化纤长丝,通过上述生物基化纤长丝的制造方法进行制备。
23、进一步作为优选地,所述生物基化纤长丝的参数包括以下的任意一种或者两种以上的组合;
24、所述生物基化纤长丝的线密度为350~2220dtex;
25、所述生物基化纤长丝的断裂强度大于等于7.8cn/dtex;
26、所述生物基化纤长丝的断裂强度变异系数小于等于3.0%;
27、所述生物基化纤长丝的断裂伸长率为18~24%;
28、所述生物基化纤长丝在177℃,且无负荷的测试条件下10分钟后的干热收缩率为6.5±1%。
29、本申请还提供了一种安全气囊,包括:通过上述生物基化纤长丝所织造的织物。
30、与现有技术相比,本发明的有益效果主要体现在:通过上述步骤制备的生物基化纤长丝,可以使得生物基聚酯切片制备的生物基化纤长丝保持良好的力学性能,从而使得通过该生物基化纤长丝制造的车用气囊具有良好的防护性能。
技术特征:1.一种生物基化纤长丝的制造方法,其特征在于,包括以下步骤:
2.如权利要求1所述的生物基化纤长丝的制造方法,其特征在于,将所述聚合增粘切片置入螺杆挤压机中熔融处理,得到纺丝熔体的步骤包括:
3.如权利要求1所述的生物基化纤长丝的制造方法,其特征在于,所述螺杆挤压机的前三区温度逐渐升高,后三区的温度逐渐降低;所述螺杆挤压机的第二区和第三区的温度为320~340℃;所述螺杆挤压机的第四区、第五区以及第六区的温度为285~295℃。
4.如权利要求1所述的生物基化纤长丝的制造方法,其特征在于,所述喷丝板中的喷丝孔的数量为72~300;所述喷丝孔的微孔通道长度与所述喷丝孔的直径的比值为1.5~3.5。
5.如权利要求1所述的生物基化纤长丝的制造方法,其特征在于,所述反应釜的真空度为10~20pa;所述聚合增粘切片的水分小于等于15ppm。
6.如权利要求1所述的生物基化纤长丝的制造方法,其特征在于,所述过滤网的滤孔直径为15~25μm;所述纺丝组件中的加热罩的温度为320~350℃。
7.如权利要求1所述的生物基化纤长丝的制造方法,其特征在于,所述缓冷处理通过长度为250~550mm的隔热筒装置进行处理;所述冷却成型处理的冷却形式为侧向吹风;所述侧向吹风的温度为18~25℃,风速为0.4~0.6m/s。
8.如权利要求1所述的生物基化纤长丝的制造方法,其特征在于,所述丝条本体的牵引速度为400~600米/分钟;所述丝条本体的定型温度为230℃~250℃;所述丝条本体的卷绕速度为2200~2600米/分钟。
9.一种生物基化纤长丝,其特征在于,通过权利要求1至8中任意一项所述的的生物基化纤长丝的制造方法进行制备。
10.如权利要求9所述的生物基化纤长丝,其特征在于,所述生物基化纤长丝的参数包括以下的任意一种或者两种以上的组合;
11.一种安全气囊,其特征在于,包括:通过权利要求9或10所述生物基化纤长丝所织造的织物。
技术总结本发明涉及一种生物基化纤长丝的制造方法及生物基化纤长丝及安全气囊,该制造方法包括以下步骤:将预设粘度的生物基聚酯切片置于间歇式聚合反应器的反应釜内,在真空度小于等于20pa的条件下进行搅拌,然后升温至140~190℃,并加热至少2~12h,以得到预结晶切片;将预结晶切片继续升温至205℃~248℃并加热至少27~33h,以得到聚合增粘切片;将聚合增粘切片置入螺杆挤压机中熔融处理,以得到纺丝熔体;将纺丝熔体通过纺丝组件中,以得到熔体细流;对熔体细流进行缓冷处理,以及冷却成型处理后得到丝条本体;对丝条本体进行拉伸定型以及卷绕处理后,得到生物基化纤长丝。与现有技术相比,本申请可使得制备的生物基化纤长丝以及安全气囊具有良好的力学性能等指标。技术研发人员:顾锋,俞锋,于淼,沈志刚,张徐辉,朱晓清,冯梦婷受保护的技术使用者:浙江海利得新材料股份有限公司技术研发日:技术公布日:2024/4/29本文地址:https://www.jishuxx.com/zhuanli/20240617/41986.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表