一种纸纱复合纱及其全成形成衣的生产方法与流程
- 国知局
- 2024-07-05 16:32:02
本申请涉及纺织,例如涉及一种纸纱复合纱及其全成形成衣的生产方法。
背景技术:
1、目前,随着环保意识的增强,“绿色”、“环保”、“可降解”成为各行各业选用原材料的首要标准。纸纱由植物纤维加工而成,作为一种可持续的、天然环保、健康的纺织材料,其具有染色性佳、透气性好、吸水性强和环保易降解等特点,在纺织材料领域具有极大发展前景。纸纱制得的面料质量轻盈,具有亚麻织物一样的手感,干爽透气、吸湿速干、减少出汗带来的黏着不适感、天然抗菌除臭,无论任何季节及场合条件,都能保证穿着的舒适度。除此之外,它可以通过土壤中的微生物被分解成二氧化碳和水,进入再生循环的过程,纸纱针织面料的出现是顺应时代的发展,既能给我们带来舒适的穿着,又能减少碳排放,做到环保可持续。
2、在实现本公开实施例的过程中,发现相关技术中至少存在如下问题:
3、现有的纸纱普遍存在强度低、柔软度差和弹性差等问题,这些都限制了其在针织面料上的应用。
4、需要说明的是,在上述背景技术部分公开的信息仅用于加强对本申请的背景的理解,因此可以包括不构成对本领域普通技术人员已知的现有技术的信息。
技术实现思路
1、为了对披露的实施例的一些方面有基本的理解,下面给出了简单的概括。所述概括不是泛泛评述,也不是要确定关键/重要组成元素或描绘这些实施例的保护范围,而是作为后面的详细说明的序言。
2、本公开实施例提供了一种纸纱复合纱的生产方法、纸纱复合纱全成形成衣及其生产方法,以提高纱线的弹性、强度和柔软度,加工工艺简单,生产效率高。同时,纸纱复合纱全成形成衣具有结构分区设计,其透气性、透湿性好,环保易降解;且通过改变纸纱复合纱比例和纱嘴设置,以实现不同外观风格全成形成衣的生产。
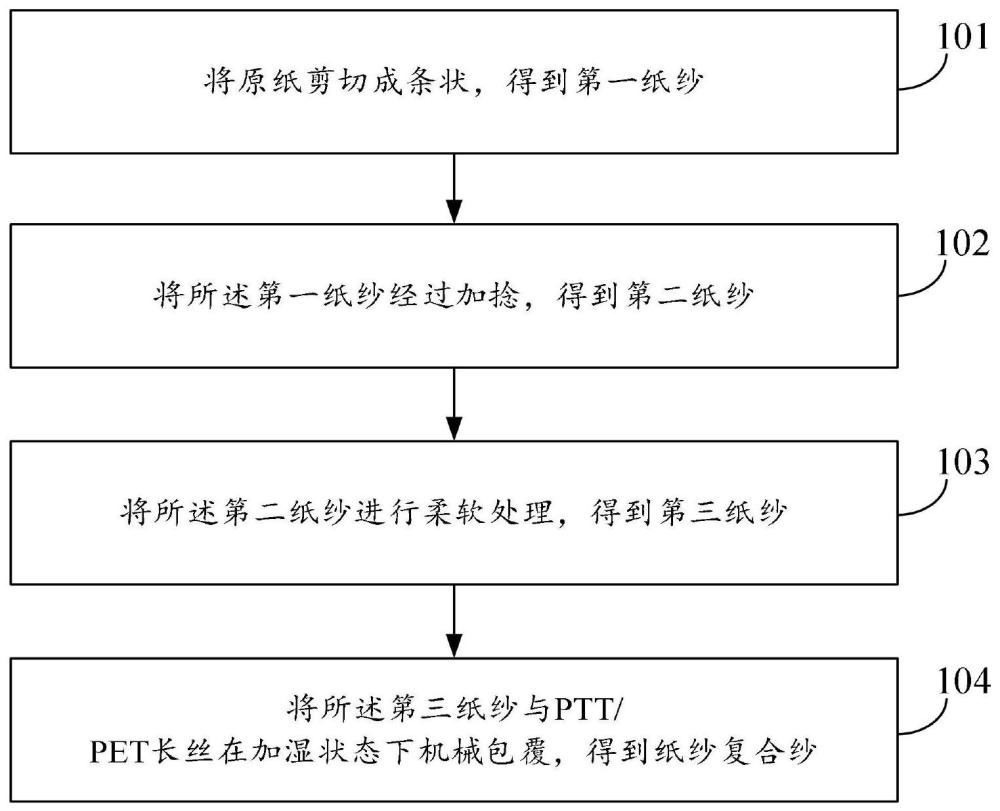
3、在一些实施例中,所述纸纱复合纱的生产方法,所述纸纱复合纱包括芯纱和外包纱,其中,所述芯纱为聚对苯二甲酸丙二酯ptt/聚对苯二甲酸乙二醇酯pet双组份弹性聚酯长丝,所述ptt/pet中的pet组份为再生聚酯纤维,所述外包纱为纸纱,所述纸纱包覆在ptt/pet长丝的表面,所述纸纱复合纱的生产方法,包括:
4、步骤101:将原纸剪切成条状,得到第一纸纱;
5、步骤102:将所述第一纸纱经过加捻,得到第二纸纱;
6、步骤103:将所述第二纸纱进行柔软处理,得到第三纸纱;
7、步骤104:将所述第三纸纱与ptt/pet长丝在加湿状态下机械包覆,得到纸纱复合纱。
8、可选地,在步骤101中,所述原纸的克重为10-15g/m2,所述第一纸纱的宽度为0.8-2mm。
9、可选地,在步骤102中,所述加捻的捻度为80-300捻,得到第二纸纱。
10、可选地,在步骤103中,将所述第二纸纱放置于柔软溶液中浸泡1-2h,浸泡温度为30-40℃,捞出晾干,得到第三纸纱。
11、可选地,所述柔软溶液中柔软剂的浓度为4-5%
12、可选地,在步骤104中,所述加湿状态的相对湿度为110%。
13、可选地,所述ptt/pet长丝的线密度为8.33-22.22tex。
14、可选地,所述纸纱复合纱中的纸纱的比例为30-70。
15、在一些实施例中,所述纸纱复合纱全成形成衣的生产方法,包括:
16、步骤201:利用全成形电脑横机的软件设计系统,设计全成形成衣;
17、步骤202:将步骤201中的制版程序,置入床全成形电脑横机编织设定系统中,完成纱嘴排列,设置编织速度,所述纱嘴排列为双纱嘴设置,所述编织速度为0.6-1.0mm/s;
18、步骤203:将如本申请所述的纸纱复合纱喂入全成形电脑横机,编织全成形成衣。
19、在一些实施例中,所述纸纱复合纱全成形成衣,由本申请所述的纸纱复合纱喂入全成形电脑横机编织而成。
20、本公开实施例提供的一种纸纱复合纱及其全成形成衣的生产方法,可以实现以下技术效果:
21、1)本申请提供了一种纸纱复合纱生产方法,纸条通过加捻并与再生环保ptt/pet长丝进行包覆,可改善纸纱单独纺纱时弹性差、柔软度差和强力低的缺点,且环保可持续。所制备出的纸纱复合纱能充分发挥出芯层与外层纤维特点,提高了纱线的强度、弹性、柔软度,使纱线的结构、性能得到优化,提高了纸纱的服用性能。且制备的纸纱复合纱可通过改变两组分比例,可实现生产不同外观风格的全成形成衣。
22、2)本申请采用的针织全成形技术,是将纱线直接编织成产品,减少面料织造、染整、服装制版、裁剪、缝制等加工流程。
23、3)本申请提供的纸纱复合纱全成形成衣,可通过双纱嘴设置以及不同比例的纸纱复合纱,实现不同风格全成形成衣的生产,且基于人体热湿分布进行结构分区设计,透气性、透湿性好,具有优异的热湿舒适性能,且环保易降解。
24、以上的总体描述和下文中的描述仅是示例性和解释性的,不用于限制本申请。
技术特征:1.一种纸纱复合纱的生产方法,所述纸纱复合纱包括芯纱和外包纱,其中,所述芯纱为聚对苯二甲酸丙二酯ptt/聚对苯二甲酸乙二醇酯pet双组份弹性聚酯长丝,所述ptt/pet中的pet组份为再生聚酯纤维,所述外包纱为纸纱,所述纸纱包覆在ptt/pet长丝的表面,其特征在于,所述纸纱复合纱的生产方法,包括:
2.根据权利要求1所述的生产方法,其特征在于,在步骤101中,所述原纸的克重为10-15g/m2,所述第一纸纱的宽度为0.8-2mm。
3.根据权利要求1所述的生产方法,其特征在于,在步骤102中,所述加捻的捻度为80-300捻,得到第二纸纱。
4.根据权利要求1所述的生产方法,其特征在于,在步骤103中,将所述第二纸纱放置于柔软溶液中浸泡1-2h,浸泡温度为30-40℃,捞出晾干,得到第三纸纱。
5.根据权利要求4所述的生产方法,其特征在于,所述柔软溶液中柔软剂的浓度为4-5%。
6.根据权利要求1所述的生产方法,其特征在于,在步骤104中,所述加湿状态的相对湿度为110%。
7.根据权利要求1所述的生产方法,其特征在于,所述ptt/pet长丝的线密度为8.33-22.22tex。
8.根据权利要求1所述的生产方法,其特征在于,所述纸纱复合纱中的纸纱的比例为30-70。
9.一种纸纱复合纱全成形成衣的生产方法,其特征在于,包括:
10.一种纸纱复合纱全成形成衣,其特征在于,由权利要求1至8任一项所述的纸纱复合纱喂入全成形电脑横机编织而成。
技术总结本申请涉及纺织技术领域,公开一种纸纱复合纱及其全成形成衣的生产方法,其中,纸纱复合纱包括芯纱和外包纱,芯纱为聚对苯二甲酸丙二酯PTT/聚对苯二甲酸乙二醇酯PET双组份弹性聚酯长丝,PTT/PET中的PET组份为再生聚酯纤维,外包纱为纸纱,纸纱包覆在PTT/PET长丝的表面,其中,纸纱复合纱的生产方法,包括:步骤101:将原纸剪切成条状,得到第一纸纱;步骤102:将所述第一纸纱经过加捻,得到第二纸纱;步骤103:将所述第二纸纱进行柔软处理,得到第三纸纱;步骤104:将所述第三纸纱与PTT/PET长丝在加湿状态下机械包覆,得到纸纱复合纱。技术研发人员:周立宸,黄齐,杨自治受保护的技术使用者:江阴海澜科技有限公司技术研发日:技术公布日:2024/5/16本文地址:https://www.jishuxx.com/zhuanli/20240617/43119.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表