喷雾泵七件点胶总成插管机的制作方法
- 国知局
- 2024-06-20 16:03:27
本技术属于插管机,具体涉及喷雾泵七件点胶总成插管机。
背景技术:
1、喷雾泵是使液体从细孔喷射出来形成雾状微小液滴的喷出装置,喷雾泵在加工生产时需要将其各部件完成组装插管操作,通常通过插管机组装,且现有的插管机为喷雾泵插管组装操作使用的设备,设备在喷雾泵插管时,泵体与垫片进料夹持套合安装,再次罗圈上料夹持套合,氧化铝套合安装并压入操作,再次上料头帽与透明罩并检测压入,泵体组装安装后在进入插管操作,且在插管后对组装后的泵体插管检测,检测后由成品出料装置将成品排出,次品出料装置排出次品,从而完成喷雾泵插管操作时插管操作更快且便利,提高插管机完成喷雾泵插管操作时的插管速率有操作的便利性;
2、现有的插管机在完成喷雾泵加工生产时,对其每一步加工的流程由外界匹配的设备加工完成,并在加工完成后对喷雾泵进行手动组装完成插管操作,因此在完成喷雾泵插管操作时插管较慢并且操作复杂,从而影响插管机完成喷雾泵插管操作时的插管速率与操作的便利性的问题,为此我们提出喷雾泵七件点胶总成插管机。
技术实现思路
1、本实用新型的目的在于提供喷雾泵七件点胶总成插管机,以解决上述背景技术中提出喷雾泵加工对每一个部件加工后手动组装完成插管操作,因此在完成喷雾泵插管操作时插管较慢并且操作复杂,从而影响插管机完成喷雾泵插管操作时的插管速率与操作的便利性的问题。
2、为实现上述目的,本实用新型提供如下技术方案:喷雾泵七件点胶总成插管机,包括插管机主体,所述插管机主体包括主支撑座、操作转盘与放置座,所述操作转盘驱动连接在操作转盘的上表面中间位置处,所述放置座设置在操作转盘的上表面边缘处,所述插管机主体上还设置有:
3、七件点胶总成机构,且该七件点胶总成机构包括泵体垫片进料组件、罗圈进料组件、氧化铝进料组件、头帽进料组件、透明罩进料组件、插管组件与排料组件,所述泵体垫片进料组件、罗圈进料组件、氧化铝进料组件、头帽进料组件、透明罩进料组件、插管组件与排料组件均依次设置在操作转盘的边缘处延伸至主支撑座的外表面。
4、优选的,所述泵体垫片进料组件设置在操作转盘一侧边缘处的泵体振盘,所述泵体振盘的一侧位于操作转盘的边缘处设置有垫片振盘,所述垫片振盘与泵体振盘的端部连接处位于主支撑座内部操作转盘边缘处设置有泵体垫片两件进料器。
5、优选的,所述罗圈进料组件包括设置在垫片振盘一侧的提升机,所述提升机的一侧设置有罗圈振盘,所述罗圈振盘的一侧与操作转盘的边缘处设置有罗圈进料器,所述罗圈进料器的一侧位于操作转盘的边缘处设置有罗圈光纤检测及压入装置。
6、优选的,所述氧化铝进料组件包括设置在罗圈光纤检测及压入装置一侧位于操作转盘边缘处的氧化铝点胶进料器,所述氧化铝点胶进料器的一侧位于操作转盘的边缘处设置有氧化铝检测器,所述氧化铝检测器的一侧位于主支撑座的上表面设置有氧化铝压入装置。
7、优选的,所述氧化铝进料组件包括设置在罗圈光纤检测及压入装置一侧位于操作转盘边缘处的氧化铝点胶进料器,所述氧化铝点胶进料器的一侧位于操作转盘的边缘处设置有氧化铝检测器,所述氧化铝检测器的一侧位于主支撑座的上表面设置有氧化铝压入装置。
8、优选的,所述透明罩进料组件包括设置在头帽压入光纤检测器一侧位于操作转盘的边缘处设置有透明罩进料器,所述透明罩进料器的端部一侧位于操作转盘的边缘处安装有透明罩检测器。
9、优选的,所述插管组件包括设置在透明罩检测器一侧位于操作转盘边缘处的插管装置,所述插管装置的一侧位于操作转盘的边缘处设置有吸管光纤检测器。
10、优选的,所述排料组件包括设置在吸管光纤检测器一侧位于操作转盘边缘处的成品出料装置,所述成品出料装置的一侧位于操作转盘的边缘处设置有次品出料装置,所述次品出料装置的一侧位于操作转盘的边缘处设置有残留品检测器。
11、与现有技术相比,本实用新型的有益效果是:
12、通过设计七件点胶总成机构,可以对喷雾泵插管时,将其泵体与垫片进料夹持套合安装,安装后再次罗圈上料夹持套合,罗圈套合后氧化铝套合安装并压入操作,氧化铝安装后再次上料头帽并检测压入,头帽套合安装后上料透明罩套合安装,且在泵体组装安装后在进入插管操作,且在插管后对组装后的泵体插管检测,检测后由成品出料装置将成品排出,次品出料装置排出次品,从而完成喷雾泵插管操作时插管操作更快且便利,提高插管机主体完成喷雾泵插管操作时的插管速率有操作的便利性。
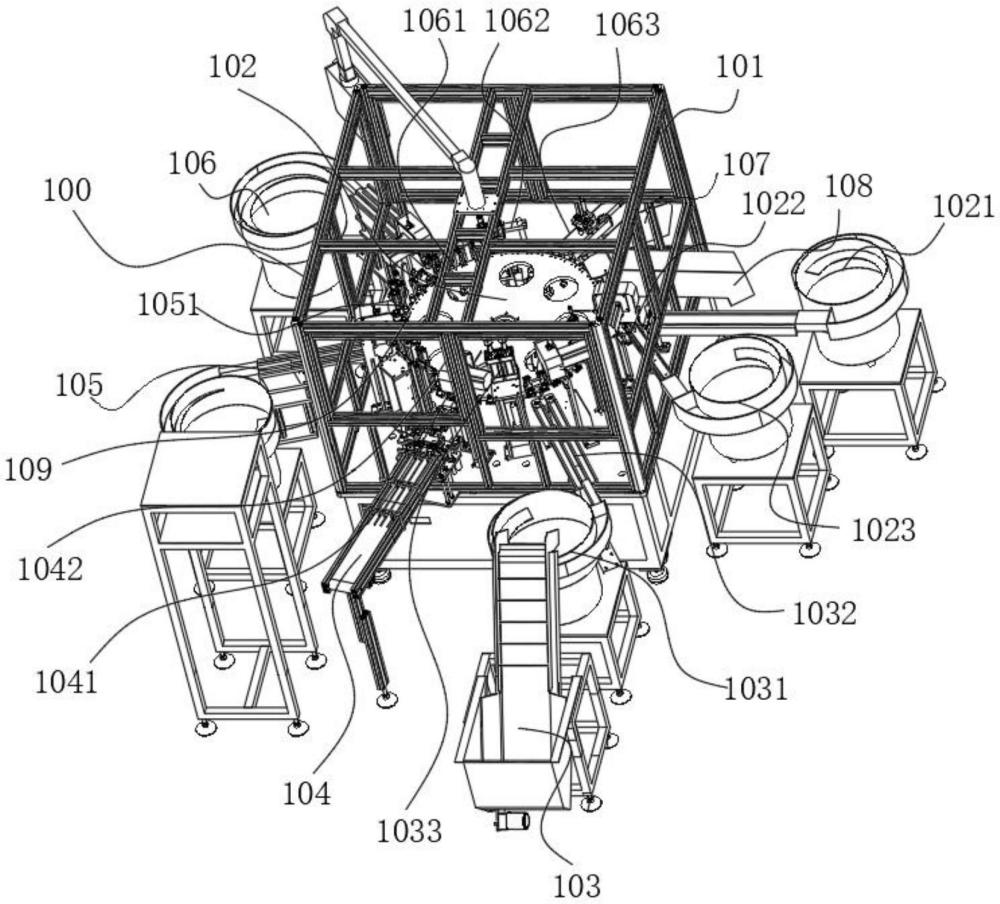
技术特征:1.喷雾泵七件点胶总成插管机,包括插管机主体(100),所述插管机主体(100)包括主支撑座(101)、操作转盘(102)与放置座(109),所述操作转盘(102)驱动连接在操作转盘(102)的上表面中间位置处,所述放置座(109)设置在操作转盘(102)的上表面边缘处,其特征在于:所述插管机主体(100)上还设置有:
2.根据权利要求1所述的喷雾泵七件点胶总成插管机,其特征在于:所述泵体垫片进料组件设置在操作转盘(102)一侧边缘处的泵体振盘(1021),所述泵体振盘(1021)的一侧位于操作转盘(102)的边缘处设置有垫片振盘(1023),所述垫片振盘(1023)与泵体振盘(1021)的端部连接处位于主支撑座(101)内部操作转盘(102)边缘处设置有泵体垫片两件进料器(1022)。
3.根据权利要求2所述的喷雾泵七件点胶总成插管机,其特征在于:所述罗圈进料组件包括设置在垫片振盘(1023)一侧的提升机(103),所述提升机(103)的一侧设置有罗圈振盘(1031),所述罗圈振盘(1031)的一侧与操作转盘(102)的边缘处设置有罗圈进料器(1032),所述罗圈进料器(1032)的一侧位于操作转盘(102)的边缘处设置有罗圈光纤检测及压入装置(1033)。
4.根据权利要求3所述的喷雾泵七件点胶总成插管机,其特征在于:所述氧化铝进料组件包括设置在罗圈光纤检测及压入装置(1033)一侧位于操作转盘(102)边缘处的氧化铝点胶进料器(104),所述氧化铝点胶进料器(104)的一侧位于操作转盘(102)的边缘处设置有氧化铝检测器(1041),所述氧化铝检测器(1041)的一侧位于主支撑座(101)的上表面设置有氧化铝压入装置(1042)。
5.根据权利要求4所述的喷雾泵七件点胶总成插管机,其特征在于:所述头帽进料组件包括设置在氧化铝压入装置(1042)一侧位于操作转盘(102)边缘处的头帽进料器(105),所述头帽进料器(105)的一侧操作转盘(102)边缘处位于主支撑座(101)的上表面设置有头帽压入装置(1051),所述头帽压入装置(1051)的一侧位于操作转盘(102)的边缘处设置有头帽压入光纤检测器(1052)。
6.根据权利要求5所述的喷雾泵七件点胶总成插管机,其特征在于:所述透明罩进料组件包括设置在头帽压入光纤检测器(1052)一侧位于操作转盘(102)的边缘处设置有透明罩进料器(106),所述透明罩进料器(106)的端部一侧位于操作转盘(102)的边缘处安装有透明罩检测器(1061)。
7.根据权利要求6所述的喷雾泵七件点胶总成插管机,其特征在于:所述插管组件包括设置在透明罩检测器(1061)一侧位于操作转盘(102)边缘处的插管装置(1062),所述插管装置(1062)的一侧位于操作转盘(102)的边缘处设置有吸管光纤检测器(1063)。
8.根据权利要求7所述的喷雾泵七件点胶总成插管机,其特征在于:所述排料组件包括设置在吸管光纤检测器(1063)一侧位于操作转盘(102)边缘处的成品出料装置(107),所述成品出料装置(107)的一侧位于操作转盘(102)的边缘处设置有次品出料装置(108),所述次品出料装置(108)的一侧位于操作转盘(102)的边缘处设置有残留品检测器(1081)。
技术总结本技术公开了喷雾泵七件点胶总成插管机,包括插管机主体,所述插管机主体包括主支撑座、操作转盘与放置座,所述操作转盘驱动连接在操作转盘的上表面中间位置处,所述放置座设置在操作转盘的上表面边缘处;通过设计七件点胶总成机构,可以对喷雾泵插管时,现有将其泵体与垫片进料夹持套合安装,安装后再次罗圈上料夹持套合,罗圈套合后氧化铝套合安装并压入操作,氧化铝安装后再次上料头帽并检测压入,头帽套合安装后上料透明罩套合安装,且在泵体组装安装后在进入插管操作,且在插管后对组装后的泵体插管检测,检测后由成品出料装置将成品排出,次品出料装置排出次品,从而完成喷雾泵插管操作时插管操作更快且便利。技术研发人员:李贺受保护的技术使用者:余姚市耐德自动化科技有限公司技术研发日:20231114技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/13196.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表