一种利用python进行卷取温度CT预分析的方法与流程
- 国知局
- 2024-06-20 16:05:01
本发明属于轧钢卷取温度的控制,涉及一种利用python进行卷取温度ct预分析的方法。
背景技术:
1、层冷系统主要控制带钢的卷取温度,卷取温度对带钢的卷取过程是否顺利以及对带钢的组织及其机械性能有决定性的影响。层流冷却对带钢温度的动态调节,一方面降低带钢温度,使卷取过程顺利稳定;另一方面改善带钢内部金相组织,在整体上改善和均衡带钢的性能。ct的控制主要在遗传,热轧产线热负荷试车之后,会进行生产爬坡及产品拓展,过程中会有大量新层别的钢种进行轧制,当前期没有生产过其对应的层别或者新的层别时,模型内部赋给其新的遗传系数往往与理想的遗传系数存在较大的偏差,使得层冷水多开/少开,引起ct控制异常,影响最终产品的组织性能。
2、目前,国内大部分轧钢生产中卷取操作根据技术人工的的经验审视l2计划内的带钢,在参与没生产过的钢种/层别时,需要技术人员给定新的遗传系数进行虚拟计算,然后等待轧制。
3、但是,基于变形机理的计算模型需要大量的迭代计算,计算时间长并且存在收敛困难的问题,难以适用于在线控制。而且,目前绝大多数还是依赖于人工的经验,由于操作不能记忆已轧过所有的带钢及层别,导致判断多数会出现失误,使得遗传系数给定不准,最终造成实际ct命中率低。
4、专利申请号cn200610170746.2公开了一种钢卷取温度控制方法及其装置,涉及热轧卷取区域。所述方法包括:属于轧钢卷取温度的控制技术领域。包括喷水集管组成的冷却区和计算机控制系统,特征在于冷却区沿带钢的运行方向分布主冷段和精冷段两个冷却段并分别设置三处测温装置,用以检测带钢温度,并作为计算机控制系统的前馈参数,计算机控制系统将前馈参数与设定值进行比较并补偿,从而调整喷水集管的喷水量以及带钢的卷取速度控制带钢的卷取温度。应用该带钢卷取温度控制方法的装置其冷却区长度缩短,测温点减少,有效减少了其它因素对带钢冷却的影响,提高了带钢卷取温度的控制精度,有效的提高了带钢产品的机械性能,同时也大大减少了带钢在线的抽样数量。
5、专利申请号cn200810170474.5公开了一种热轧卷取温度控制装置,通过简易的计算实现高精度的冷却控制。在利用预设定控制装置中的控制编码运算装置的差分计算推定卷取温度时,利用时间间隔决定装置,根据钢板速度和集管间距的比率将差分时间间隔设定为必要充分的值,从而排除无效的运算。此外,利用计算区域决定部,仅对着眼于钢板的速度变更图形决定的、限定了钢板纵向方向的部位,进行卷取温度的推定计算及集管图形决定的运算。对其他部位利用简单地内插运算来决定集管图形,由此既不牺牲控制精度又减少运算量。
6、专利申请号cn201310330381.5公开了一种提高热轧新品种新规格带钢卷取温度控制精度的方法,属控制领域。包括现场控制计算机根据下达的生产任务和工艺参数指标,对热轧层流冷却工序的生产设备按照卷取温度控制模型来进行生产运行参数的动态控制,其在热轧层流冷却控制工序中结合带钢钢种、目标厚度、目标卷取温度、轧制速度、带钢冷却模式等关键生产工艺信息,自动判定上道工序的来料在本工序是否属于新品种或者新规格,并通过一序列推定逻辑来自动确定新品种或者新规格在本工序首次生产时的模型参数,以提高本工序首次生产该钢种或该规格带钢的卷取温度控制命中精度和控制合格率,降低首次生产过程中的“废、次、降”率,进而降低产品制造成本。可广泛用于热轧层流冷却工序的控制领域。
7、从所搜寻的有关ct控制及预分析相关的众多专利情况来看,基本都是模型控制优化及设备能力提升相关的,未找到计划前ct预分析及控制的方法。
技术实现思路
1、本发明目的在于提供一种利用python进行ct(卷取温度)预分析的方法,通过梳理ct的控制模型,进行ct预分析的方法,通过python编程及运行可快速识别出计划之内ct存在控制风险的带钢,提前进行遗传系数修正,从而提升新层别ct命中率,以此提升产线ct的整体控制水平。
2、为实现上述目的,本发明主要采取以下技术方案实现:
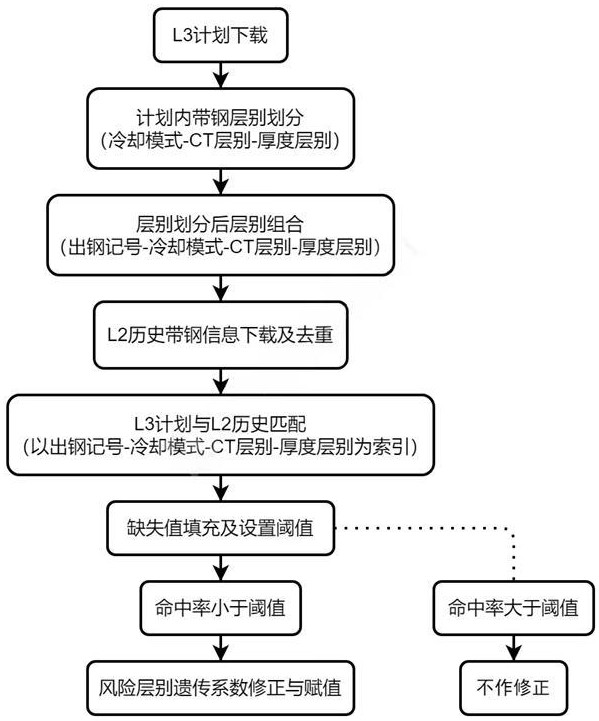
3、一种利用python进行卷取温度ct预分析的方法,该方法用python进行编程实现以下流程:
4、(1)l3计划内要轧制带钢下载
5、下载l3计划内已经编排好的带钢信息;
6、(2)计划内带钢层别划分
7、按照层别划分的原则,对计划内带钢的厚度、ct及冷却模式进行划分,将出钢记号、冷却模式、ct层别、厚度层别汇总;
8、表1 l3与l2冷却模式对应表
9、
10、表2 层别划分
11、
12、(3)l2历史带钢信息下载及去重
13、下载l2数据库中已轧制的带钢,将出钢记号、冷却模式、ct层别、厚度层别汇总,按照时间倒序的方式进行排列,保留同层别中的第一块带钢的信息,作为历史ct汇总表;
14、(4)计划与历史匹配
15、以出钢记号-冷却模式-ct层别-厚度层别为索引,进行计划数据与历史数据进行匹配;
16、(5)缺失值填充及设置阈值
17、对未匹配到索引的带钢信息进行命中率的空值填充,然后设置命中率阈值,对于空值或低于阈值的信息进行汇总;
18、(6)风险层别遗传系数修正与赋值
19、对于命中率低于阈值的风险层别遗传系数进行修正及赋值;
20、(7)正常轧制
21、对于命中率大于阈值的层别不作修正,直接执行后续流程,继续正常轧制,最终实现ct的预分析。
22、整个流程图如图1所示;
23、原理说明:
24、ct控制的控制主要在遗传,遗传是指出钢记号、冷却模式、厚度层别、ct层别、速度层别一样时所共用的遗传系数,模型会根据遗传系数,结合精轧及卷取温度,计算达到卷取温度所要用的水量,在轧制之前提前进行设定,当温度有偏差时,反馈会进行自动控制。层别接近,遗传系数接近,用水量接近;最近一块命中率低,在没有修正的前提下,若还轧制此层别,大概率温度是不命中的。对于新的从层别,模型会按照临近的原则,搜索相近层别的遗传系数进行赋予,但通常偏差会比较大;
25、轧制计划ct预分析是指:获取l3中轧制计划的数据,对其冷却模式、层别进行划分;匹配出历史同层别最近一块的带钢;设置命中率阈值,低于阈值/新层别的进行筛选,汇总形成需要修正/赋予新遗传系数的带钢;在轧制之前对这些层别的遗传系数进行修正,最终实现ct的预分析。
26、本发明的技术方案通过python编程以达到对ct进行预分析处理,具备以下优点:
27、本发明针对现有技术中存在的缺陷,提出一种基于python进行ct(卷取温度)预分析的方法,通过对ct控制的过程经验进行汇总,旨在对历史轧制数据与计划内数据相结合,识别出命中率低的、新的层别,然后根据一定的规律对其遗传系数进行修正/赋予,以提升ct总体的命中率,提升产线ct的整体控制水平。
技术特征:1.一种利用python进行卷取温度ct预分析的方法,其特征在于:该方法包括如下步骤:该方法用python进行编程实现以下流程:
技术总结本发明公开了一种利用python进行卷取温度CT预分析的方法,属于轧钢卷取温度的控制技术领域。本发明通过梳理CT(即卷取温度,后续CT皆是指卷取温度)的控制模型,结合人工干预经验,研究出一种在计划形成之际即可进行CT预分析的方法,通过python编程及运行可快速识别出计划之内CT存在控制风险的带钢,提前进行遗传系数修正,从而提升新层别CT命中率,提升产线CT的整体控制水平。技术研发人员:赵金凯,李福旭,刘亚会,刘人溥,廖汉克,彭义辉,黄陈桦受保护的技术使用者:宝钢湛江钢铁有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/13254.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表