化妆镜装配线的制作方法
- 国知局
- 2024-06-20 16:27:47
本技术涉及化妆镜生产相关,具体涉及化妆镜装配线。
背景技术:
1、车辆在行驶过程中,驾驶员常常要对着阳光驾驶,阳光透过车窗影响驾驶员视线,容易造成交通事故,为此,车辆前窗常常设有遮阳板以减轻阳光的不利影响。随着生活水平的不断提高以及生活节奏的加快,人们会有更多地情况在车上进行化妆、补妆等整理仪表的行为,因此,在遮阳板上增设化妆镜等附属功能件就变得尤为普遍,现有技术中,汽车化妆镜通过镜座安装在汽车内,盖板铰接在镜座上以实现盖板相对于汽车化妆镜转动。
2、但是在化妆镜在流水线生产过程中比较复杂,没有自动化生产线,在生产过程中需要多人进行操作,增加了企业的成本,同时增加了操作者的劳动强度,费时费力,在生产过程中降低了化妆镜的生产品质,没有进行很好的人工检测,对此,本方案特提出化妆镜装配线,以解决上述问题。
技术实现思路
1、为克服现有技术的缺陷,本实用新型提出化妆镜装配线,以解决上述背景技术中提出的问题。
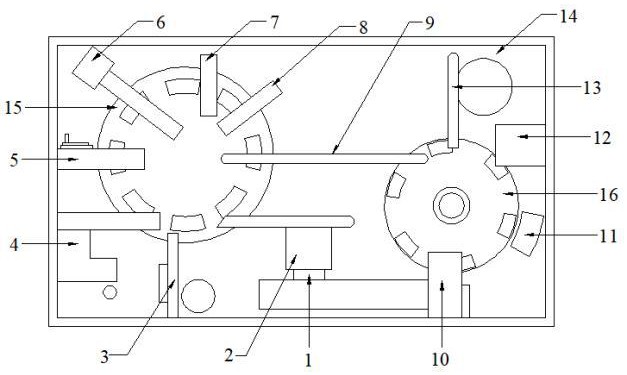
2、为达到所述目的,本实用新型的技术方案是这样实现的:化妆镜装配线,包括有人工放料机构、卡簧装配机构、缓冲垫装配机构、静触片机构、灯泡夹机构、动触片机构、cdd检测机构、热熔焊接组件、搬运模组、镜盖涂油组件、镜盖打开机构、灯泡装配机构和成品排出机构,在装配流水线上一端设置有八工位凸轮分割器分度盘,在所述装配流水线上的另一端设置有六工位凸轮分割器分度盘,所述装配流水线上一侧固定安装有所述人工放料机构,所述人工放料机构的一侧通过螺丝固定安装有所述卡簧装配结构,所述装配流水线上在所述人工放料机构的一侧设置有所述缓冲垫装配结构,所述装配流水线上一端通过螺栓固定安装有所述静触片机构,在所述静触片机构的顶部一侧设置有所述灯泡夹机构,所述灯泡夹机构的一侧设置有所述动触片机构,所述动触片机构的一侧设置有所述cdd检测机构,所述cdd检测机构的一侧通过螺栓固定安装有所述热熔焊接组件,所述装配流水线上在所述热熔焊接组件的一侧设置有所述搬运模组。
3、优选的,所述装配流水线上位于人工放料机构的另一侧设置有所述镜盖涂油组件,所述装配流水线上在所述镜盖涂油组件的另一侧固定安装有所述镜盖打开机构。
4、优选的,所述装配流水线上在所述镜盖打开机构的一侧设置有所述灯泡装配机构,所述灯泡装配机构的一侧设置有所述成品排出机构。
5、优选的,所述六工位凸轮分割器分度盘的一侧上均设置有所述镜盖打开机构、所述镜盖涂油组件、所述灯泡装配机构和所述成品排出机构。
6、优选的,所述八工位凸轮分割器分度盘上设置有所述静触片机构、所述动触片机构、ccd检测机构、热熔焊接组件和缓冲垫装配机构。
7、优选的,所述搬运模组、所述卡簧装配机构和所述人工放料机构均设置在所述八工位凸轮分割器分度盘和所述六工位凸轮分割器分度盘之间。
8、优选的,所述装配流水线上设置有震动盘,所述震动盘实现缓冲垫、静触片、动触片和灯泡夹的供应,所述装配流水线通过plc控制。
9、本实用新型的有益效果体现在:
10、本实用新型人工将壳体放入载具,将镜盖放入皮带线,震动盘供应卡簧,机构装入卡簧并取出翻转壳体放入分度盘载具,通过缓冲垫震动盘自动供料,机构自动装入缓冲垫,震动盘供应静触片,机构自动装入静触片,震动盘供应灯泡夹,机构自动装入灯泡夹,震动盘供应静触片,机构自动装入静触片,使用ccd检测各装配件有无漏装,采用热熔工艺焊接,热熔温度,时间,压力等参数均可独立控制,通过搬运模组实现吸取产品自动搬运进入下一工序,镜盖皮带供料,并搬运致壳体装转轴,镜盖自动打开并在动触片点油,灯泡震动盘供料,机构自动装入灯泡并做导通测试,成品自动排出,不良品区分排出,自动装配生产线,仅需一名操作员上料,其它动作均由设备自动完成,并设计ccd检测系统排出不良品,设备单循环周期按要求制定为10s---12s/1pcs。
技术特征:1.化妆镜装配线,包括有人工放料机构(1)、卡簧装配机构(2)、缓冲垫装配机构(3)、静触片机构(4)、灯泡夹机构(5)、动触片机构(6)、cdd检测机构(7)、热熔焊接组件(8)、搬运模组(9)、镜盖涂油组件(10)、镜盖打开机构(11)、灯泡装配机构(12)和成品排出机构(13),其特征在于,在装配流水线(14)上一端设置有八工位凸轮分割器分度盘(15),在所述装配流水线(14)上的另一端设置有六工位凸轮分割器分度盘(16),所述装配流水线(14)上一侧固定安装有所述人工放料机构(1),所述人工放料机构(1)的一侧通过螺丝固定安装有所述卡簧装配机构,所述装配流水线(14)上在所述人工放料机构(1)的一侧设置有所述缓冲垫装配结构,所述装配流水线(14)上一端通过螺栓固定安装有所述静触片机构(4),在所述静触片机构(4)的顶部一侧设置有所述灯泡夹机构(5),所述灯泡夹机构(5)的一侧设置有所述动触片机构(6),所述动触片机构(6)的一侧设置有所述cdd检测机构(7),所述cdd检测机构(7)的一侧通过螺栓固定安装有所述热熔焊接组件(8),所述装配流水线(14)上在所述热熔焊接组件(8)的一侧设置有所述搬运模组(9)。
2.根据权利要求1所述的化妆镜装配线,其特征在于,所述装配流水线(14)上位于人工放料机构(1)的另一侧设置有所述镜盖涂油组件(10),所述装配流水线(14)上在所述镜盖涂油组件(10)的另一侧固定安装有所述镜盖打开机构(11)。
3.根据权利要求1所述的化妆镜装配线,其特征在于,所述装配流水线(14)上在所述镜盖打开机构(11)的一侧设置有所述灯泡装配机构(12),所述灯泡装配机构(12)的一侧设置有所述成品排出机构(13)。
4.根据权利要求1所述的化妆镜装配线,其特征在于,所述六工位凸轮分割器分度盘(16)的一侧上均设置有所述镜盖打开机构(11)、所述镜盖涂油组件(10)、所述灯泡装配机构(12)和所述成品排出机构(13)。
5.根据权利要求1所述的化妆镜装配线,其特征在于,所述八工位凸轮分割器分度盘(15)上设置有所述静触片机构(4)、所述动触片机构(6)、ccd检测机构、热熔焊接组件和缓冲垫装配机构(3)。
6.根据权利要求1所述的化妆镜装配线,其特征在于,所述搬运模组(9)、所述卡簧装配机构(2)和所述人工放料机构(1)均设置在所述八工位凸轮分割器分度盘(15)和所述六工位凸轮分割器分度盘(16)之间。
7.根据权利要求1所述的化妆镜装配线,其特征在于,所述装配流水线(14)上设置有震动盘,震动盘实现缓冲垫、静触片、动触片和灯泡夹的供应,所述装配流水线(14)通过plc控制。
技术总结本技术提供了化妆镜装配线,包括有人工放料机构、卡簧装配机构、缓冲垫装配机构、静触片机构、灯泡夹机构、动触片机构、CDD检测机构、热熔焊接组件、搬运模组、镜盖涂油组件、镜盖打开机构、灯泡装配机构和成品排出机构,在装配流水线上一端设置有八工位凸轮分割器分度盘,在装配流水线上的另一端设置有六工位凸轮分割器分度盘。采用热熔工艺焊接,热熔温度,时间,压力等参数均可独立控制,镜盖皮带供料,并搬运致壳体装转轴,镜盖自动打开并在动触片点油,灯泡震动盘供料,机构自动装入灯泡并做导通测试,成品自动排出,不良品区分排出,自动装配生产线,仅需一名操作员上料,其它动作均由设备自动完成,CCD检测系统排出不良品。技术研发人员:姜银台受保护的技术使用者:上海岱美汽车零部件有限公司技术研发日:20231020技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/13556.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表