电磁吸盘面板拼接钎焊工艺的制作方法
- 国知局
- 2024-06-20 16:37:11
本发明涉及电磁吸盘面板制造领域,尤其涉及一种电磁吸盘面板拼接钎焊工艺。
背景技术:
1、电磁吸盘面板的基本结构为“导磁条(16*32mm铁条)+隔磁条(3*32mm不锈钢条)”拼接为一组,多组重复拼接,同时两端设置端块,如图1所示,面板的长度决定导磁条和隔磁条拼接的组数,面板的宽度决定导磁条、隔磁条及端块的长度。
2、如图2所示,目前上述面板的制备工艺流程包括以下步骤:
3、s1.导磁条、隔磁条及端块下料,导磁条和隔磁条打孔冲缺口,端块打孔,这里的打孔是为了后续步骤中与串杆的连接,孔径为φ10.5,缺口是面板其他加工工序中需要使用到的,缺口在图1和图2中并未示出(图3新工艺面板的三维结构中有示出);
4、s2.串杆制作,将φ9.8不锈钢杆二端车m10螺纹,一端直接拧到端块,之后依次串接隔磁条、导磁条,串接时,每根隔磁条和导磁条的接触面上均涂覆强力胶,以便于将导磁条、隔磁条及端块粘结;
5、s3.串好后(最后一根为端块),再用锁帽将面板初步锁紧;
6、s4.将面板移至面板压紧装置进行压紧;
7、s5.用锁帽再次将面板锁紧;
8、s6.将面板移入烘箱进行烘烤,固化强力胶,完成制作。
9、上述方案制备而成的面板存在以下缺陷:
10、面板的有效厚度仅为(32-10.5)/2=10.75mm,若开孔位置又碰到缺口的情况,有效厚度可能更小,电磁吸盘在使用过程中面板会磨损会磕伤,需要重新研磨,这样周而复始面板会越来越薄,等磨到中间串杆露出,吸盘就会漏水短路不能使用;另外,由于胶固化后比较硬脆,在搬运过程中面板较容易开裂导致漏水。
11、基于此,本案由此提出。
技术实现思路
1、本发明的目的在于提供一种电磁吸盘面板拼接钎焊工艺,以解决上述缺陷。
2、为了实现上述目的,本发明的技术方案如下:
3、一种电磁吸盘面板拼接钎焊工艺,包括以下步骤:
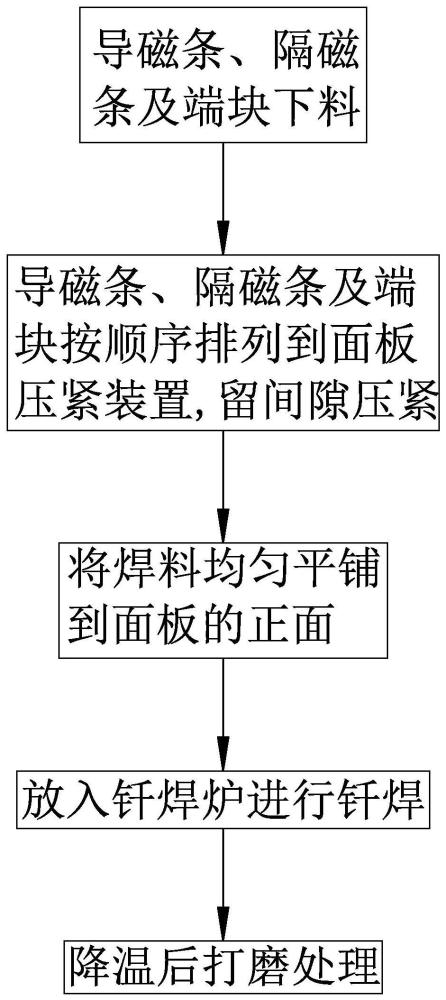
4、s1.导磁条、隔磁条及端块下料,导磁条和隔磁条冲缺口;
5、s2.导磁条、隔磁条及端块按顺序排列到面板压紧装置中,放置时,在端板与隔磁条之间、隔磁条与导磁条之间插入塞片以形成间隙,压紧放置完成后的面板;
6、s3.制作若干根与面板等长的加强条,将加强条按面板长度方向焊在面板上;
7、s4.将焊料均匀平铺到面板的正面;
8、s5.将铺好焊料的面板放入钎焊炉进行钎焊;
9、s6.面板完成钎焊和降温后,切除面板上的加强条,进行铣、磨加工。
10、进一步的,所述步骤s1中,需对导磁条、隔磁条及端块进行抛光或研磨。
11、进一步的,所述塞片和焊料均采用紫铜片。
12、进一步的,所述步骤s2中,压紧完成后,端板与隔磁条之间的间隙、隔磁条与导磁条之间的间隙保持在10~16丝之间。
13、进一步的,所述面板压紧装置包括底板,底板宽度方向的两侧设有侧挡,底板长度方向的一端设有底挡,两根侧挡和一根底挡围合形成面板的容纳空间;
14、所述底挡位于容纳空间的一侧设有千斤顶,千斤顶的伸缩端固定有平行于底挡的动压板,所述侧挡上延其长度方向开设有若干插孔,插孔内插有与动压板平行的静压板。
15、进一步的,包括l型底座支架,l型底座支架的一个面水平设置,另一个面竖向设置,所述底板倾斜固定在l型底座支架上。
16、进一步的,包括压条和两种螺栓组件,所述静压板和动压板的顶面均设有螺孔,所述压条延其长度方向设置有若干通孔,且一端设有长圆孔,其中一种螺栓组件穿过通孔后与静压板上的螺孔连接,另一种螺栓组件穿过长圆孔后与动压板上的螺孔连接。
17、进一步的,步骤s3中,当面板宽度不大于500mm时,加强条有两根且分别设置在面板的正面和背面;当面板宽度大于500mm,且不大于700mm时,加强条有四根,其中两根设置在面板正面宽度方向的两端,其余两根设置在面板背面宽度方向的两端;当面板宽度大于700mm,加强条至少设有六根,其中两根设置在面板正面宽度方向的两端,两根设置在面板背面宽度方向的两端,其余设置在面板正面及背面的中部。
18、进一步的,所述步骤s5包括:
19、s51.将铺好焊料的面板放入钎焊炉;
20、s52.根据炉内产品的容积率,将钎焊炉按升温速率v升至最高设定温度ts,保温k分钟后再开始关泵降温;
21、s53.当炉内温度降至第一计划温度tj1时,打开炉门,当炉内温度降至第二计划温度tj2时,取出钎焊完成的面板,进行炉外降温。
22、进一步的,所述步骤s52中,当炉内产品的容积率大于95%时,升温速率为每2小时升温300℃,保温时间为35分钟;当炉内产品的容积率在70%~95%之间时,升温速率为每1.5小时升温300℃,保温时间为40分钟;当炉内产品的容积率小于70%时,升温速率为每1.2小时升温300℃,保温时间为45分钟。
23、本发明的优点在于:
24、1.在面板的制作过程中,取消了串杆结构,使得面板的最小有效厚度为32-6=26mm(其中的6mm为缺口深度),比此原先串拼接工艺厚15mm,大大增加面板的使用寿命;
25、2.由于面板的制作是采用焊接工艺,使得面板没缝隙也不会开裂,故面板不会因为漏水而导致短路,也不会在运输过程中因振动导致开裂;
26、3.采用此工艺形成的面板,感官上更加有档次。
技术特征:1.一种电磁吸盘面板拼接钎焊工艺,其特征在于,包括以下步骤:
2.如权利要求1所述的一种电磁吸盘面板拼接钎焊工艺,其特征在于,所述步骤s1中,需对导磁条、隔磁条及端块进行抛光或研磨。
3.如权利要求1所述的一种电磁吸盘面板拼接钎焊工艺,其特征在于,所述塞片和焊料均采用紫铜片。
4.如权利要求1所述的一种电磁吸盘面板拼接钎焊工艺,其特征在于,所述步骤s2中,压紧完成后,端板与隔磁条之间的间隙、隔磁条与导磁条之间的间隙保持在10~16丝之间。
5.如权利要求1所述的一种电磁吸盘面板拼接钎焊工艺,其特征在于,所述面板压紧装置包括底板,底板宽度方向的两侧设有侧挡,底板长度方向的一端设有底挡,两根侧挡和一根底挡围合形成面板的容纳空间;
6.如权利要求5所述的一种电磁吸盘面板拼接钎焊工艺,其特征在于,包括l型底座支架,l型底座支架的一个面水平设置,另一个面竖向设置,所述底板倾斜固定在l型底座支架上。
7.如权利要求5所述的一种电磁吸盘面板拼接钎焊工艺,其特征在于,包括压条和两种螺栓组件,所述静压板和动压板的顶面均设有螺孔,所述压条延其长度方向设置有若干通孔,且一端设有长圆孔,其中一种螺栓组件穿过通孔后与静压板上的螺孔连接,另一种螺栓组件穿过长圆孔后与动压板上的螺孔连接。
8.如权利要求1所述的一种电磁吸盘面板拼接钎焊工艺,其特征在于,步骤s3中,当面板宽度不大于500mm时,加强条有两根且分别设置在面板的正面和背面;当面板宽度大于500mm,且不大于700mm时,加强条有四根,其中两根设置在面板正面宽度方向的两端,其余两根设置在面板背面宽度方向的两端;当面板宽度大于700mm,加强条至少设有六根,其中两根设置在面板正面宽度方向的两端,两根设置在面板背面宽度方向的两端,其余设置在面板正面及背面的中部。
9.如权利要求1所述的一种电磁吸盘面板拼接钎焊工艺,其特征在于,所述步骤s5包括:
10.如权利要求9所述的一种电磁吸盘面板拼接钎焊工艺,其特征在于,所述步骤s52中,当炉内产品的容积率大于95%时,升温速率为每2小时升温300℃,保温时间为35分钟;当炉内产品的容积率在70%~95%之间时,升温速率为每1.5小时升温300℃,保温时间为40分钟;当炉内产品的容积率小于70%时,升温速率为每1.2小时升温300℃,保温时间为45分钟。
技术总结本发明涉及电磁吸盘面板制造领域,尤其涉及一种电磁吸盘面板拼接钎焊工艺,包括以下步骤:S1.导磁条、隔磁条及端块下料,导磁条和隔磁条冲缺口;S2.导磁条、隔磁条及端块按顺序排列到面板压紧装置中,放置时,在端板与隔磁条之间、隔磁条与导磁条之间插入塞片以形成间隙,压紧放置完成后的面板;S3.制作若干根与面板等长的加强条,将加强条按面板长度方向焊在面板上;S4.将焊料均匀平铺到面板的正面;S5.将铺好焊料的面板放入钎焊炉进行钎焊;S6.将完成钎焊后的面板取出,待降温后切除面板上的加强条,进行铣磨加工;优势在于:由于面板的制作过程中,取消了串杆结构,使得面板的最小有效厚度比此原先串拼接工艺厚15mm,大大增加面板的使用寿命。技术研发人员:陈辉,冯见江受保护的技术使用者:绍兴市威克精密机械有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/13901.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表