一种电子烟用超细导线焊料及其生产工艺的制作方法
- 国知局
- 2024-06-20 16:38:21
本申请涉及焊料合金技术的领域,更具体地说,它涉及一种电子烟用超细导线焊料及其生产工艺。
背景技术:
1、电子烟是一种模仿卷烟的电子产品,电子烟虽不含焦油,但仍有其他多种致癌物质,有着与卷烟一样的外观、烟雾、味道和感觉。
2、电子烟是通过咪头控制烟雾输出量及工作状态。发热丝的一端焊接于咪头,另一端在雾化室工作内,雾化室里的发热丝产生250-280℃高温,使烟油雾化。
3、焊接用的焊料主要有锡焊料、银焊料、铜焊料等,锡焊料由于具有延展性较好,熔点低,容易加工焊接,而被广泛应用。特别是对于比较精细且体积较小的产品结构焊接,起到较佳的焊接作用。
4、而目前的锡焊料虽然焊接的熔融温度较低,焊接性较佳,但是耐热性较差,或者出现特别是用于电子烟的咪头的焊接料。由于电子烟在使用过程温度较高,而目前锡焊料在长期处于高温下,加速焊接点的腐蚀,容易出现脆裂的现象,降低咪头与加热丝或电线等的连接稳定,从而影响电子烟的使用性能。
技术实现思路
1、为了解决上述技术问题,本申请提供一种电子烟用超细导线焊料及其生产工艺。
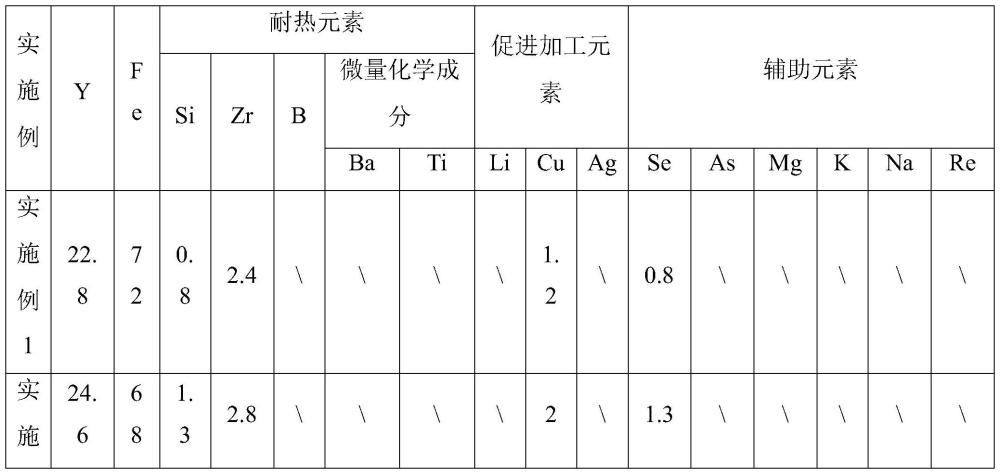
2、本申请提供的一种电子烟用超细导线焊料,由以下重量百分比的元素组成:
3、耐热元素:3.2-5.8%
4、促进加工元素:1.2-2.6%
5、辅助元素:0.8-1.5%
6、fe:65-72%
7、余量为sn和其他不能避免的杂质;
8、所述耐热元素为si、zr、b、微量化学成分中至少两种元素组成;
9、所述微量化学成分为ba和/或ti;
10、所述促进加工元素为li、cu、ag中一种或者多种组成;
11、所述辅助元素为se、as、mg、k、na、re中的一种或者多种组成。
12、sn的熔点较低、延展性好、耐腐蚀性好、焊接性能好等,但是柔软容易碎裂,同时当用于电子烟咪头焊接后,由于电子烟在使用时内部温度较高,当长期使用后,焊接的位置出现开裂的现象,容易出现脆裂等现象,从而影响电子烟的正常使用。fe具有较高的熔点,且能够促进合金的结构稳定性,增强合金强度和韧性。
13、而si、zr、b均较高的耐高性和强度,当其与sn合金后,能够进一步提高焊料的耐热性和机械性能,减少长期处于高温下,其焊料出现开裂等现象,并且增强其机械性能,减少电子烟在磕碰时,其焊料的焊接位置出现开裂等现象,而影响电子烟中的电线和加热丝的连接稳定性。
14、li、cu、ag中的一种或者多种作为促进加工元素,能够促进sn、fe合金材料进行加工,也能进一步增强焊料的韧性,减少其出现开裂的可能性。
15、以se、as、mg、k、na、re中的一种或者多种组成作为辅助元素,起到辅助作用,对焊料性能起到一定促进作用。
16、本申请利用sn和fe为基料进行合金,综合其性能,并加入耐热元素元素、促加工元素、辅助元素,进步使其获得较佳的耐热性和机械性能,当得到的超细导线焊料用于焊接时,起到较佳的焊接性能,其焊点也兼备较佳的耐热性和机械性能。
17、优选的,所述si、zr、b、微量化学成分的重量比为(10-20):(50-60):(8-15):1组成。
18、当采用si、zr、b、微量化学以重量比(50-60):(8-15):1组成时,其焊料的耐热性和机械性能较佳。
19、优选的,所述mg、ti的重量比为(1-4):1。
20、当采用mg、ti以重量比为(1-4):1进行复配时,其焊料的耐热性和机械性能较佳。
21、优选的,所述li、cu、ag的重量比为1:(8-14):(5-11)。
22、当采用li、cu、ag以重量比为1:(8-14):(5-11)进行复配时,焊料的耐热性和机械性能较佳。
23、优选的,所述se、as、mg的重量比为(16-22):1:(3-9)。
24、当采用se、as、mg以重量比为(16-22):1:(3-9)进行复配时,焊料的耐热性和机械性能较佳。
25、第二方面,一种电子烟用超细导线焊料的生产工艺,包括以下步骤:
26、熔炼:按照元素的重量百分比进行计算,将含耐热元素的物质、含促加工元素的物质、含辅助元素的物质、铁粉进行混合均匀,再进行第一真空熔炼,降温670℃,得到合金液a;将锡粉加热至熔融,再与合金液a混合均匀,然后再进行第二真空熔炼,得到熔金液b;
27、锻造:将熔金液b进行浇筑成型,锻造处理,得到合金块;
28、拉丝:将合金块进行了拉丝处理,得到超细导线料;
29、热处理:将超细导线料进行热处理,得到超细导线焊料。
30、上述中通过两次真空熔炼,使其各个元素充分混合均匀,再经过锻造、拉丝、热处理,使得到的超细导线料兼备较佳的耐热性和机械性能。
31、优选的,所述熔炼过程的第一真空熔炼过程为:在真空压强为0.01-0.03mbar的真空条件下,加热至1630-1750℃,冶炼1-2h,再加热至1780-1850℃,冶炼30-50min,得到合金液a;所述第二真空熔炼过程为:在真空压强为0.01mbar-0.03mbar的真空条件下,使其在720-780℃,冶炼30-80h,降温至580-630℃,冶炼50-90min,得到合金液b。
32、以上真空熔炼为本申请较佳的选择,在以上条件下,得到的超细导线料兼备较佳的耐热性和机械性能。
33、优选的,成型锻造工艺中的锻造条件为,锻压比为4-5;均热温度310-350℃,升温速度≦130℃/小时,均热时间1-3h,开锻温度:350-380℃,终锻温度≧300℃,墩粗次数≥2次。
34、以上锻造条件为本申请较佳选择,在以上条件下,得到的超细导线料兼备较佳的耐热性和机械性能。
35、优选的,所述拉丝处理的拉伸温度为400-450℃。
36、该拉丝处理温度为本申请较佳温度。在该温度下,容易拉丝形成超细导线料。
37、优选的,所述热处理的具体过程为:加热至312-335℃,保温时间50-80s,然后在温度为1-3℃下,进行冷却至70-80℃;再加热至285-295℃,保温时间1-2min;在温度为5-10℃下,进行冷却至30-35℃,得到超细导线焊料。
38、以上热处理条件为本申请较佳选择,在以上条件下,得到的超细导线料兼备较佳的耐热性和机械性能。
39、综上所述,本申请具有以下有益效果:
40、本申请利用sn和fe为基料进行合金,综合其性能,并加入耐热元素元素、促加工元素、辅助元素,进步使其获得较佳的耐热性和机械性能,当得到的超细导线焊料用于焊接时,起到较佳的焊接性能,其焊点也兼备较佳的耐热性和机械性能。
技术特征:1.一种电子烟用超细导线焊料,其特征在于,由以下重量百分比的元素组成:
2.根据权利要求1所述的一种电子烟用超细导线焊料,其特征在于:所述si、zr、b、微量化学成分的重量比为(10-20):(50-60):(8-15):1组成。
3.根据权利要求1所述的一种电子烟用超细导线焊料,其特征在于:所述mg、ti的重量比为(1-4):1。
4.根据权利要求1所述的一种电子烟用超细导线焊料,其特征在于:所述li、cu、ag的重量比为1:(8-14):(5-11)。
5.根据权利要求1所述的一种电子烟用超细导线焊料,其特征在于:所述se、as、mg的重量比为(16-22):1:(3-9)。
6.一种如权利要求1所述的电子烟用超细导线焊料的生产工艺,包括以下步骤:
7.根据权利要求6所述的一种电子烟用超细导线焊料的生产工艺,其特征在于,所述熔炼过程的第一真空熔炼过程为:在真空压强为0.01-0.03mbar的真空条件下,加热至1630-1750℃,冶炼1-2h,再加热至1780-1850℃,冶炼30-50min,得到合金液a;所述第二真空熔炼过程为:在真空压强为0.01mbar-0.03mbar的真空条件下,使其在720-780℃,冶炼30-80min,降温至580-630℃,冶炼50-90min,得到合金液b。
8.根据权利要求6所述的一种电子烟用超细导线焊料的生产工艺,其特征在于,成型锻造工艺中的锻造条件为,锻压比为4-5;均热温度310-350℃,升温速度≦130℃/小时,均热时间1-3h,开锻温度:350-380℃,终锻温度≧300℃,墩粗次数≥2次。
9.根据权利要求6所述的一种电子烟用超细导线焊料的生产工艺,其特征在于,所述拉丝处理的拉伸温度为400-450℃。
10.根据权利要求6所述的一种电子烟用超细导线焊料的生产工艺,其特征在于,所述热处理的具体过程为:加热至312-335℃,保温时间50-80s,然后在温度为1-3℃下,进行冷却至70-80℃;再加热至285-295℃,保温时间1-2min;在温度为5-10℃下,进行冷却至30-35℃,得到超细导线焊料。
技术总结本申请涉及焊料合金技术的领域,更具体地说,它涉及一种电子烟用超细导线焊料及其生产工艺。由以下重量百分比的元素组成:耐热元素3.2‑5.8%、促进加工元素1.2‑2.6%、辅助元素0.8‑1.5%、Fe:65‑72%,余量为Sn和其他不能避免的杂质;耐热元素为Si、Zr、B、微量化学成分中至少两种元素组成;微量化学成分为Ba和/或Ti;促进加工元素为Li、Cu、Ag中一种或者多种组成;辅助元素为Se、As、Mg、K、Na、Re中的一种或者多种组成。Sn和Fe进行合金,综合其性能,并加入耐热元素元素、促加工元素、辅助元素,得到的超细导线焊料用于焊接电子烟咪头起到较佳的耐热性和机械性能。技术研发人员:黄义荣,叶桥生,曹建平,彭丽,张晓祥受保护的技术使用者:东莞市千岛金属锡品有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/13946.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表