热连轧精轧进钢后的节奏控制方法与流程
- 国知局
- 2024-06-20 16:40:55
本发明涉及一种热连轧精轧进钢后的节奏控制方法,属于热连轧节奏控制。
背景技术:
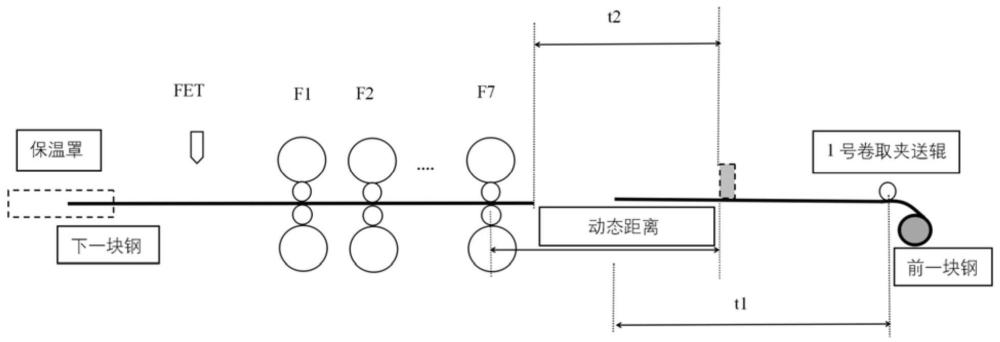
1、热连轧产线一般由加热炉、粗轧r1-r2轧机、中间保温罩、精轧f1-7轧机、层流冷却、卷取机等装备按顺序布置。热连轧节奏自动控制可有效提升热连轧生产线的生产效率,减少原有人工控制造成的生产时间浪费。现有热连轧线上的钢坯种类变化频繁,前一块钢坯轧制的钢种类与下一块钢坯轧制的钢种类经常会不同;当下一块钢坯出钢后从精轧进钢轧制时如果节奏控制不好,易造成精轧和卷取区域的带钢追尾、设备来不及设定或动作等异常,同时影响热连轧产线生产效率。
2、申请号201510014316的中国专利申请公开了一种防止热轧层冷辊道追钢的方法,该方法通过在精轧进钢前,计算前块带钢尾部和下块带钢头部分别到达卷取入口所需时间的差值,用该时间差值来修正最小间隙时间,来控制下块带钢是否需要在精轧入口等待。但该方法没有涉及前后两块带钢在精轧进钢后轧制过程中的节奏控制。
技术实现思路
1、本发明要解决的技术问题是:如何使已经出钢的前后两块带钢在精轧进钢后轧制过程中,既避免追尾又可以缩短间隔时间。
2、本发明为解决上述技术问题提出的技术方案是:一种热连轧精轧进钢后的节奏控制方法,针对前后两块带钢中的下块带钢头部已被精轧机轧制且前块带钢尾部尚未进入卷取机的时段,包括以下步骤:
3、1)按照下式(1)计算下块带钢在精轧机f7所需行走的动态距离sj,
4、sj=sf-vh7×(tj+t0) (1),
5、式(1)中,sf是精轧机f7到一号卷取侧导板距离,t0是时间保护修正余量;tj是卷取机设备动作到位所需时间;vh7是下块带钢在精轧机f7的出口带钢速度;
6、2)当下块带钢在精轧机f7咬钢后,按照下式(2)实时计算前块带钢尾部到达一号卷取夹送辊的时间t1并按照下式(3)实时计算下块带钢头部走完动态距离的时间t2,
7、
8、
9、式(2)中,lq7是前块带钢尾部离开精轧机f7后距离卷取夹送辊的距离,vq7是前块带钢尾部离开f7轧机后的速度;
10、式(3)中,sh7是下块带钢在精轧机f7轧出后的长度,vh7是下块带钢头部离开精轧机f7后的速度;
11、3)每秒循环计算一次t1和t2,并作如下判断和控制:
12、(a)若t2-t1>a或t1=0,则正常轧制;
13、(b)若t2-t1≤a,则控制精轧机f1-f7按相同百分比整体降速轧制,直至满足条件(a)后停止降速。
14、(c)当前块带钢尾部经过一号卷取夹送辊后,则停止本步骤;
15、其中a是时间安全余量常数,一般按3-6秒配置。
16、本发明的有益效果是:通过设置下块带钢与精轧机f7的动态距离,可避免卷取设定异常或卷取设备动作来不及的现象;尤其是下块带钢头部已被精轧机轧制且前块带钢尾部尚未进入卷取机,通过实时每秒循环计算一次的前块带钢尾部到达一号卷取夹送辊的时间t1和下块带钢头部走完动态距离的时间t2,通过t1和t2的时间差值与已知时间安全余量常数比较判断来控制下块带钢在精轧机f1-f7整体降速轧制,直到恢复正常轧制;因此非常精确地控制前后两块带钢在精轧时不会发生追尾及卷取设备来不及动作的风险,实现了精轧机随时动态控制下块带钢在f1-7精轧机轧制速度,实现了相邻两块带钢精轧节奏的精准控制,最大程度地减少间隔时间浪费,同时避免了带钢追尾、设备来不及设定或动作等异常,提高了生产效率。
17、进一步,所述时间保护修正余量t0取1-3秒,所述卷取机设备动作到位所需时间tj取7-12秒,所述百分比是3-5%。
技术特征:1.一种热连轧精轧进钢后的节奏控制方法,针对前后两块带钢中的下块带钢头部已被精轧机轧制且前块带钢尾部尚未进入卷取机的时段,包括以下步骤:
2.根据权利要求1所述热连轧精轧进钢后的节奏控制方法,其特征在于:所述时间保护修正余量t0取1-3秒,所述卷取机设备动作到位所需时间tj取7-12秒,所述百分比是3-5%。
技术总结本发明涉及一种热连轧精轧进钢后的节奏控制方法,属于专门适用于金属轧机的控制方法技术领域。该方法通过设置下块带钢与精轧机F7的动态距离,可避免卷取设定异常或卷取设备动作来不及的现象;尤其是在下块带钢头部已被精轧机轧制且前块带钢尾部尚未进入卷取机,通过实时每秒循环计算一次的前块带钢尾部到达一号卷取夹送辊的时间t1和下块带钢头部走完动态距离的时间t2,通过t1和t2的时间差值与已知时间安全余量常数比较判断来控制下块带钢在精轧机整体降速轧制,直到恢复正常轧制;因此非常精确地控制前后两块带钢在精轧卷取生产时不会发生追尾及卷取设备来不及动作的风险,减少间隔时间浪费,提高生产效率。技术研发人员:付文鹏,谢向群,王雨刚,凌爱兵,尚雯,吕程,韩前路受保护的技术使用者:上海梅山钢铁股份有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/14038.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表