放电加工用电源装置、放电加工装置及放电加工方法与流程
- 国知局
- 2024-06-20 17:05:03
本发明涉及一种施加放电加工用的电源电压的放电加工用电源装置、具有放电加工用电源装置的放电加工装置、及使用了放电加工用电源装置的放电加工方法。
背景技术:
1、在放电加工中,对由刀具电极和被加工物形成的空间施加电压脉冲,通过使刀具电极和被加工物接近而使放电发生,通过产生的放电的电弧热对被加工物进行加工。下面,在本说明书中,将该空间称为“加工极间”,将加工极间的电压称为“极间电压”。
2、通常来说,为了得到期望的加工形状,在从用于将被加工物大量地去除的粗加工至用于将加工面精加工为期望的加工精度即精加工为期望的表面粗糙度的精加工为止的期间进行多次加工。在这些加工工序中,最终的加工面的表面粗糙度大多是由最后进行的精加工的电气条件决定的。在加工时的电气条件中,存在从与加工极间串联连接的电源装置向加工极间施加的电压及该电压的休止时间、向加工极间供给的放电电流的峰值、放电电流的脉宽等参数。
3、通常来说,加工面的表面粗糙度依赖于在放电时在加工极间流动的电流的积分值、放电电荷量等,放电电荷量越小,则得到越细的表面粗糙度。因此,为了得到细的表面粗糙度,需要将从电源装置向加工极间供给的放电电流的峰值、放电电流脉宽设定得较小。
4、另一方面,在实际的放电加工中,在加工极间发生放电时,除了从电源装置供给的电流以外,从可与加工极间并列地存在的杂散电容也流动电流。杂散电容是由于放电加工装置的配线等机械构造而可能存在的静电容量。通过该杂散电容,在放电发生时,在杂散电容中累积的与施加电压和静电容量的积成正比的电荷量供给至加工极间。因此,即使将从电源装置供给的电流设为零,也无法与从杂散电容向加工极间供给的电荷量相比而减小放电电荷量。如果减小对加工极间施加的电压,则能够减小在杂散电容中累积的电荷量。但是,施加电压变小,由此导致不会发生放电,因此施加电压的限制存在极限。即,通过放电加工装置得到的最细的表面粗糙度由与加工极间并列地存在的杂散电容决定。因此,为了得到更细的表面粗糙度,需要通过电源装置对在杂散电容中累积的电荷量进行控制。
5、针对上述课题,在下述专利文献1所记载的放电加工机中,分别具有2个直流电源、2个晶体管及2个电阻,具有对2个晶体管进行控制的控制电路,由此能够对从杂散电容在加工极间流动的电荷量进行抑制。具体地说,2个直流电源分别以能够通过不同的极性施加被加工物和刀具电极之间的电压的方式连接。控制电路控制为通过对2个晶体管的导通进行控制,从而能够对加工极间交替地施加不同的极性的电压。通过该控制,例如在对加工极间施加了正的电压时发生放电的情况下,紧随其后施加负的电压,因此从杂散电容向加工极间流动的电荷量向施加负的电压的电路流动。由此,从杂散电容向加工极间流动的电流变小,能够得到不依赖于杂散电容的细的表面粗糙度。
6、专利文献1:日本特开平1―257513号公报
技术实现思路
1、但是,在上述专利文献1的方法中,根据发生放电的定时,向加工极间流动的电荷量改变。因此,在上述专利文献1的方法中,无法均一地得到小的放电电荷量,其结果,得到比设想更粗的加工表面粗糙度。例如在刚刚施加正的电压后发生放电的情况、和正的电压的施加刚要结束之前发生放电的情况下,从放电发生起至施加负的电压为止的时间不同。在直至负的电压向加工极间施加为止的期间,从杂散电容向加工极间持续流动电荷量,因此在各个情况下向加工极间流动的电荷量改变。此外,发生放电的定时根据存在于极间的被加工物的加工屑、刀具电极的状态而随机地变化,因此无法对其进行控制。因此,在专利文献1的方法中,根据放电发生的场所向加工极间流动的电荷量改变,难以不依赖于放电的方式而得到微细的表面粗糙度的加工面。
2、本发明就是鉴于上述情况而提出的,其目的在于,得到能够不依赖于放电的方式而得到细的表面粗糙度的加工面的放电加工用电源装置。
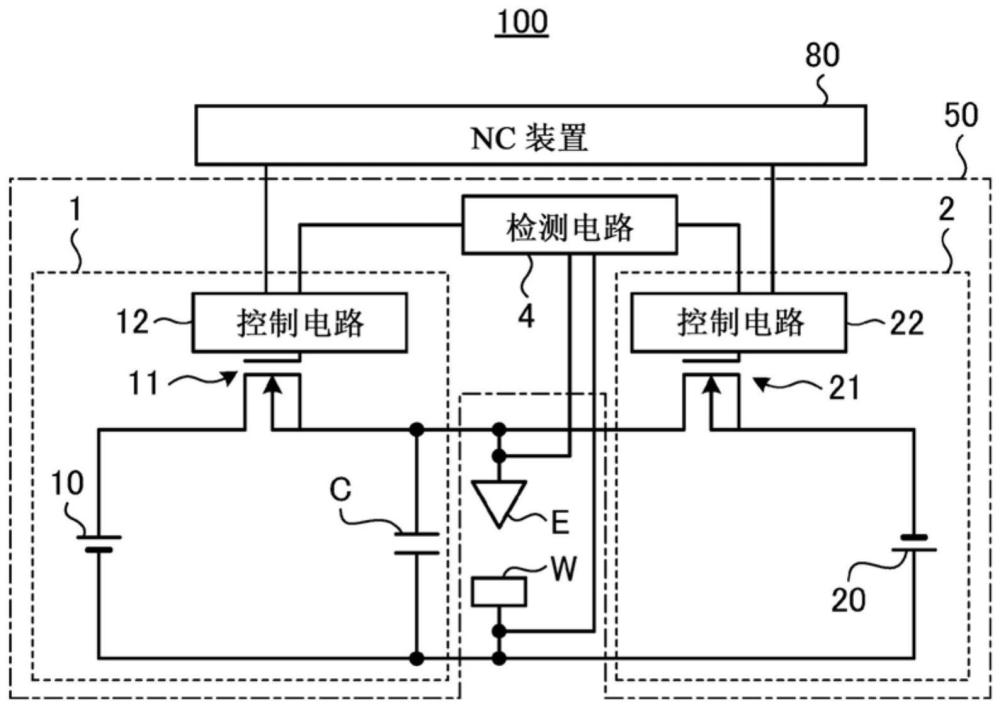
3、为了解决上述课题并达到目的,本发明所涉及的放电加工用电源装置对由刀具电极和被加工物形成的加工极间施加放电加工用的电压。放电加工用电源装置具有第1直流电源、第2直流电源、第1开关元件、第2开关元件、检测电路、第1控制电路和第2控制电路。第1直流电源对加工极间施加第1直流电压。第2直流电源相对于加工极间而与第1直流电源彼此并联连接,对加工极间施加与第1直流电压相反极性的第2直流电压。第1开关元件连接于第1直流电源和加工极间之间,第2开关元件连接于第2直流电源和加工极间之间。检测电路对加工极间的电压及电流进行检测。第1控制电路基于检测电路的检测值对第1开关元件的导通进行控制,第2控制电路基于检测电路的检测值对第2开关元件的导通进行控制。检测电路在通过第1开关元件及第2开关元件之中的任1个被控制为接通状态而对加工极间施加第1直流电压或第2直流电压时发生的放电进行检测,第1控制电路及第2控制电路在检测出放电时,将被控制为接通状态的开关元件控制为断开状态,将被控制为断开状态的开关元件控制为接通状态。
4、发明的效果
5、根据本发明所涉及的放电加工用电源装置,具有下述效果,即,能够不依赖于放电的方式而得到细的表面粗糙度的加工面。
技术特征:1.一种放电加工用电源装置,其对由刀具电极和被加工物形成的加工极间施加放电加工用的电压,
2.根据权利要求1所述的放电加工用电源装置,其特征在于,
3.根据权利要求1所述的放电加工用电源装置,其特征在于,
4.一种放电加工用电源装置,其对由刀具电极和被加工物形成的加工极间施加放电加工用的电源电压,
5.根据权利要求1至4中任一项所述的放电加工用电源装置,其特征在于,
6.根据权利要求5所述的放电加工用电源装置,其特征在于,
7.一种放电加工装置,其具有权利要求1至6中任一项所记载的放电加工用电源装置而进行放电加工。
8.一种放电加工方法,其是使用放电加工用电源装置而进行的放电加工方法,该放电加工用电源装置具有对由刀具电极和被加工物形成的加工极间施加第1直流电压的第1直流电源、对所述加工极间施加与所述第1直流电压相反极性的第2直流电压的第2直流电源、连接于所述第1直流电源和所述加工极间之间的第1开关元件和连接于所述第2直流电源和所述加工极间之间的第2开关元件,
9.根据权利要求8所述的放电加工方法,其特征在于,
10.根据权利要求8所述的放电加工方法,其特征在于,
11.一种放电加工方法,其通过直流电源对由刀具电极和被加工物形成的加工极间施加第1直流电压及与所述第1直流电压相反极性的第2直流电压而进行放电加工,串联连接的第1上侧开关元件和第1下侧开关元件的连接端与所述刀具电极连接,串联连接的第2上侧开关元件和第2下侧开关元件的连接端与所述被加工物连接,该直流电源连接于所述第1上侧开关元件和所述第2上侧开关元件的连接端与所述第1下侧开关元件和所述第2下侧开关元件的连接端之间,
技术总结放电加工用电源装置(50)对由刀具电极(E)和被加工物(W)形成的加工极间施加放电加工用的电压。放电加工用电源装置(50)具有直流电源(10、20)、开关元件(11、21)、检测电路(4)和控制电路(12、22)。检测电路(4)对在通过开关元件(11、21)之中的任1个被控制为接通状态从而对加工极间施加第1直流电压或与第1直流电压相反极性的第2直流电压时发生的放电进行检测,控制电路(12、22)在检测出放电时,将被控制为接通状态的开关元件控制为断开状态,将被控制为断开状态的开关元件控制为接通状态。技术研发人员:齐藤大挥,彦坂博纪受保护的技术使用者:三菱电机株式会社技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/14814.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表