一种C型钢双拼自动焊接生产线的制作方法
- 国知局
- 2024-06-21 09:40:07
本技术涉及c型钢,具体的,涉及一种c型钢双拼自动焊接生产线。
背景技术:
1、c型钢都是由c型钢成型机自动加工成型的。c型钢成型机根据给定的c型钢尺寸就可以自动完成c型钢的成型工艺c型钢广泛用于钢结构建筑的檩条、墙梁,也可自行组合成轻量型屋架、托架等建筑构件。此外,还可用于机械轻工制造中的柱、梁和臂等。
2、公告号为cn215715985u的专利说明书公开了一种双拼c型钢檩条连接结构,通过两根c型钢檩条、承压传力板,c型钢檩条上设有檩条腹板部,两个檩条腹板部的背侧面相互贴合,在檩条腹板部的前侧面均装有承压传力板,承压传力板采用镀锌钢材,位于两个檩条腹板部上的两个承压传力板间相互固定连接,在连接时,先将两根c型钢檩条背靠背贴合一起,然后将两块开承压传力板分别贴着两根c型钢檩条的檩条腹板两侧,将两片承压传力板与两根c型钢檩条连接结合为一体,避免焊接带来的不利影响。
3、然而在实施相关技术中发现上述技术方案存在以下问题:上述装置在使用的过程中不便于对c型钢进行较为稳定的自动焊接工作,容易在焊接的过程中出现偏离,造成c型钢缝合效果不佳的情况出现,因此,需要进一步改进。
技术实现思路
1、本实用新型提出一种c型钢双拼自动焊接生产线,解决了相关技术中设立的不便于对c型钢进行较为稳定的自动焊接的问题。
2、本实用新型的技术方案如下:
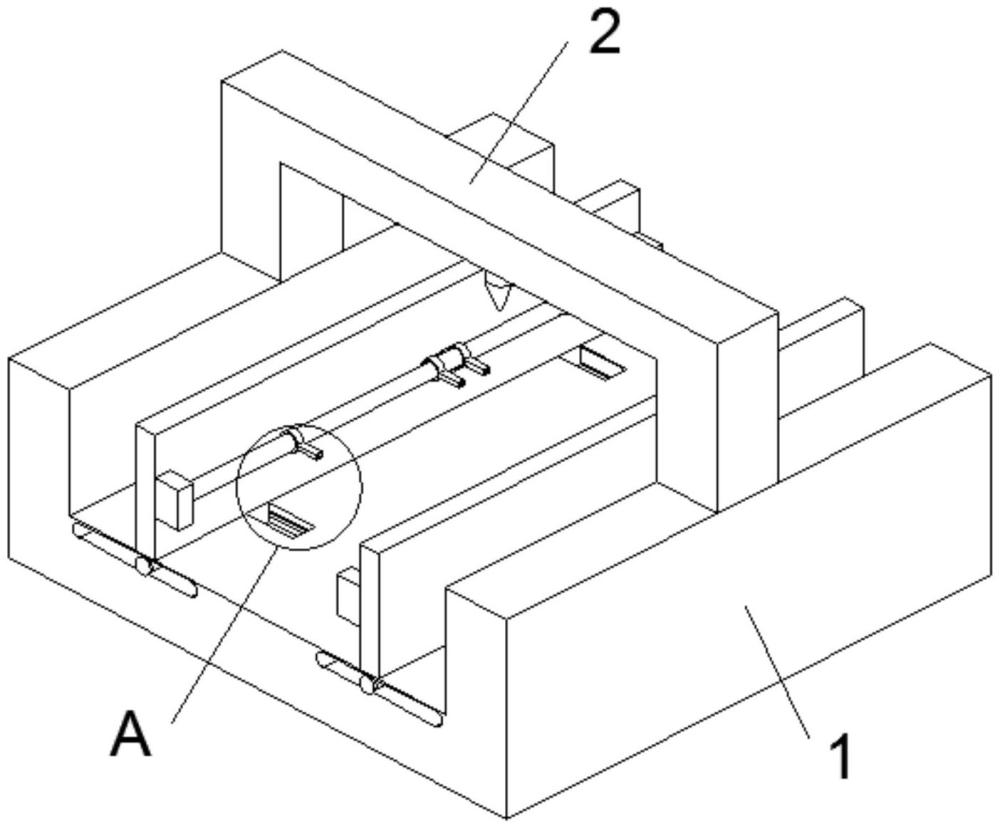
3、一种c型钢双拼自动焊接生产线,包括u型放置台和圆杆,所述u型放置台的上端固定设置有u型操作台,所述u型放置台的侧壁开设有弧形槽,所述u型放置台的上端活动设置有横板,所述弧形槽的内部活动设置有螺纹杆,所述横板的一侧固定设置有第一圆环,所述第一圆环的一端固定设置有伸缩杆,所述伸缩杆的另一端固定设置第二圆环,所述u型放置台的内壁上开设有凹槽。
4、优选的,所述横板的一侧固定设置有两组的挡块,所述挡块的一侧固定设置有圆杆,所述两组的挡块通过圆杆相连接,所述圆杆的外表面上固定设置有第三圆环,所述第三圆环的外表面上固定设置有第三连接块,所述第三连接块的一端固定设置有第三软质摩擦块。
5、优选的,所述挡块的下端固定设置有两组的凸块,所述两组的凸块的一侧贯穿开设有螺纹槽,所述螺纹杆活动设置在所述螺纹槽的内部。
6、优选的,所述螺纹杆的一端设置有螺纹转轴,所述螺纹杆贯穿通过螺纹槽活动设置在弧形槽的内部。
7、优选的,所述第一圆环固定设置在所述圆杆的外表面上,所述第一圆环的外表面上固定设置有第一连接块,所述第一连接块的一侧固定设置有第一软质摩擦块。
8、优选的,所述第二圆环活动设置在所述圆杆的外表面上,所述第一圆环与第二圆环通过伸缩杆相连接固定。
9、优选的,所述第二圆环的外表面上固定设置有第二连接块,所述第二连接块的一侧固定设置有第二软质摩擦块。
10、优选的,所述凹槽的内壁上开设有卡槽,所述凹槽与所述凸块活动连接,所述卡槽与所述螺纹杆相对应。
11、本实用新型的工作原理及有益效果为:
12、1、本实用新型中,通过u型放置台、弧形槽以伸缩杆等结构的设计可以使得c型钢得以被压动固定,省去以往都是人工通过双手固定并且向前送的工作流程,减轻了人员的工作负担,解决了不便于对c型钢进行稳定的固定焊接的问题;
13、2、本实用新型中,通过横板、螺纹转轴以及卡槽等结构的设计可以使得工作人员在c型钢焊接完毕后松开手便可以迅速复位,进行下一步的操作,解决了人工劳动步骤繁琐的问题。
技术特征:1.一种c型钢双拼自动焊接生产线,包括u型放置台(1)和圆杆(42),其特征在于,所述u型放置台(1)的上端固定设置有u型操作台(2),所述u型放置台(1)的侧壁开设有弧形槽(3),所述u型放置台(1)的上端活动设置有横板(4),所述弧形槽(3)的内部活动设置有螺纹杆(5),所述横板(4)的一侧固定设置有第一圆环(6),所述第一圆环(6)的一端固定设置有伸缩杆(7),所述伸缩杆(7)的另一端固定设置第二圆环(8),所述u型放置台(1)的内壁上开设有凹槽(9)。
2.根据权利要求1所述的一种c型钢双拼自动焊接生产线,其特征在于,所述横板(4)的一侧固定设置有两组的挡块(41),所述挡块(41)的一侧固定设置有圆杆(42),所述两组的挡块(41)通过圆杆(42)相连接,所述圆杆(42)的外表面上固定设置有第三圆环(421),所述第三圆环(421)的外表面上固定设置有第三连接块(422),所述第三连接块(422)的一端固定设置有软质摩擦块(4221)。
3.根据权利要求2所述的一种c型钢双拼自动焊接生产线,其特征在于,所述挡块(41)的下端固定设置有两组的凸块(43),所述两组的凸块(43)的一侧贯穿开设有螺纹槽(431),所述螺纹杆(5)活动设置在所述螺纹槽(431)的内部。
4.根据权利要求1所述的一种c型钢双拼自动焊接生产线,其特征在于,所述螺纹杆(5)的一端设置有螺纹转轴(51),所述螺纹杆(5)贯穿通过螺纹槽(431)活动设置在弧形槽(3)的内部。
5.根据权利要求1所述的一种c型钢双拼自动焊接生产线,其特征在于,所述第一圆环(6)固定设置在所述圆杆(42)的外表面上,所述第一圆环(6)的外表面上固定设置有第一连接块(61),所述第一连接块(61)的一侧固定设置有第一软质摩擦块(611)。
6.根据权利要求1所述的一种c型钢双拼自动焊接生产线,其特征在于,所述第二圆环(8)活动设置在所述圆杆(42)的外表面上,所述第一圆环(6)与第二圆环(8)通过伸缩杆(7)相连接固定。
7.根据权利要求6所述的一种c型钢双拼自动焊接生产线,其特征在于,所述第二圆环(8)的外表面上固定设置有第二连接块(81),所述第二连接块(81)的一侧固定设置有第二软质摩擦块(811)。
8.根据权利要求3所述的一种c型钢双拼自动焊接生产线,其特征在于,所述凹槽(9)的内壁上开设有卡槽(91),所述凹槽(9)与所述凸块(43)活动连接,所述卡槽(91)与所述螺纹杆(5)相对应。
技术总结本技术涉及C型钢技术领域,提出了一种C型钢双拼自动焊接生产线,包括U型放置台和圆杆,所述U型放置台的上端固定设置有U型操作台,所述U型放置台的侧壁开设有弧形槽,所述U型放置台的上端活动设置有横板,所述弧形槽的内部活动设置有螺纹杆,所述横板的一侧固定设置有第一圆环,所述第一圆环的一端固定设置有伸缩杆,所述伸缩杆的另一端固定设置第二圆环,所述U型放置台的内壁上开设有凹槽。通过上述技术方案,解决了现有技术中不便于对C型钢进行稳定的双拼焊接的问题。技术研发人员:曾志强,兰兴炎,郭立勇,林炎受保护的技术使用者:厦门锐禹机械有限公司技术研发日:20231018技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/15592.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表