一种高周疲劳性能优异的TC4ELI钛合金中厚板的制造方法与流程
- 国知局
- 2024-06-21 09:43:45
本发明涉及中厚板生产,尤其涉及一种厚度6~40mm、宽度大于2800mm的具有优异的高周疲劳性能的tc4eli钛合金中厚板的制造方法。
背景技术:
1、随着航空航天、深海探潜、船舶、石油、化工及核能工业等领域技术的发展,对钛合金tc4eli板材的需求日益增加,并且提出了高强度、高尺寸精度以及良好冲击韧性和高耐疲劳性能的要求。目前,对宽幅、大尺寸钛合金板材的需求越来越大,主要是因为使用宽度大于2800mm的宽幅、大尺寸钛合金板材可减少拼接焊缝,减小制造过程焊材探伤工作量;同时钛合金板材也需要保持高的耐冲击载荷和抗疲劳性能,以增加服役过程中的安全性。控制轧制是一种可以同时提高金属材料强度和韧性的非常有效的方法。但由于钛合金的导热性差、加工窗口窄、工艺塑性较差,易在轧件的表面及边角处产生裂纹;而且在较低温度下发生大变形的轧制工艺将大大提高轧制设备的负荷,对轧制设备的能力提出了更高的要求,从而限制了控制轧制在钛合金板材生产中的应用。
2、目前,钛合金板材常规生产工艺路线的特点是“抢温快轧”,即一方面要求轧制节奏加快,同时板坯加热温度处于(α+β)两相区的上限甚至处于合金相变点以上,尽可能使整个轧制过程处于相对较高的温度范围;另一方面是轧制过程的变形量应较小。这种生产工艺的优点是可以使轧机设备在较低负荷下完成变形过程,但是却不可避免地增加了整个轧制过程的能耗;而且终轧温度过高以及较小的轧制变形对于板材组织均匀及细化、综合性能的提高等都将产生不利影响。由此可见,如何解决上述厚度6~40mm、宽度大于2800mm的tc4eli钛合金板材表面裂纹的产生,提高其疲劳性能,是其产品开发应用的关键。
3、迄今为止,国内外对如何提高宽幅tc4eli钛合金板材的高周疲劳性能、降低其表面裂纹的方法研究甚少。公开号为cn 103203361 a的中国专利申请公开了“一种tc4钛合金宽幅厚板的轧制方法”,采用低温大变形两火轧制,通过在每火次轧制完成后均进行水冷以实现快速降温,能够保留低温大变形组织,进而保证钢板性能满足要求,但其没有涉及改善高周疲劳性能的研究。公开号为cn 108838208 a的中国专利申请公开了“一种宽幅tc4钛合金坯料的二火轧制方法”,采用适当的加热和均热工艺,并在轧制过程中采用二火抢温轧制,有效防止了钛合金坯料在开坯轧制过程中温降导致的扣头、上翘以等现象。但其生产成品板材的厚度为42~46mm,宽度为3800~3900mm,对厚度6~40mm的钛合金板材制造工艺并未涉及。公开号为cn 103203361 a的中国专利申请公开了“一种tc4钛合金宽幅厚板的轧制方法”,采用低温大变形两火轧制,通过在每火次轧制完成后均进行水冷以实现快速降温,能够保留低温大变形组织,进而保证板材性能满足要求,但其产品性能无法保证深海服役技术要求,且板材宽度小于2800mm,同时其采用二火轧制工艺,增加了能源消耗和工序成本。
4、期刊论文“轧制工艺对tc4eli钛合金超宽幅厚板材组织与力学性能的影响”(李瑞等著,《材料热处理学报》,2020年1期)中,通过优化控制轧制相变点温度区间,保证了板材力学性能,但未对适用其工艺生产的板材宽度及厚度组距以及疲劳性能要求进行明确。
5、以上文献公开的钛合金板材的制造方法,虽然改善了板材力学性能指标及组织均匀性等问题,但没有实现改善厚度6~40mm、宽度大于2800mm的tc4eli钛合金板材表面裂纹,以及同时达到航空发动机服役要求的疲劳性能。采用本发明提供的技术方案,可以有效的克服上述现有技术的不足,解决生产上述规格tc4eli钛合金板材时表面裂纹率高、高周疲劳性能低等问题。
技术实现思路
1、本发明提供了一种高周疲劳性能优异的tc4eli钛合金中厚板的制造方法,采用优化的喷涂工艺、加热工艺及轧制工艺,同时采用灵活的高压水除鳞工艺和退火工艺,最终制备得到宽度为2800~4000mm、厚度为6~40mm的tc4eli钛合金宽幅中厚板,解决了宽幅tc4eli钛合金热轧中厚板生产过程中易产生表面裂纹的问题,表面裂纹废品率由10%以上降低至1%以下,同时成品板材具有优异的高周疲劳性能。
2、为了达到上述目的,本发明采用以下技术方案实现:
3、一种高周疲劳性能优异的tc4eli钛合金中厚板的制造方法,包括钛合金扁锭修磨喷涂、加热、轧制、在线热矫直及退火处理过程;具体过程如下:
4、1)钛合金扁锭修磨喷涂;
5、钛合金扁锭进行带温在线全表面修磨,修磨后的钛合金扁锭表面喷涂高温抗氧化涂料;
6、2)加热;
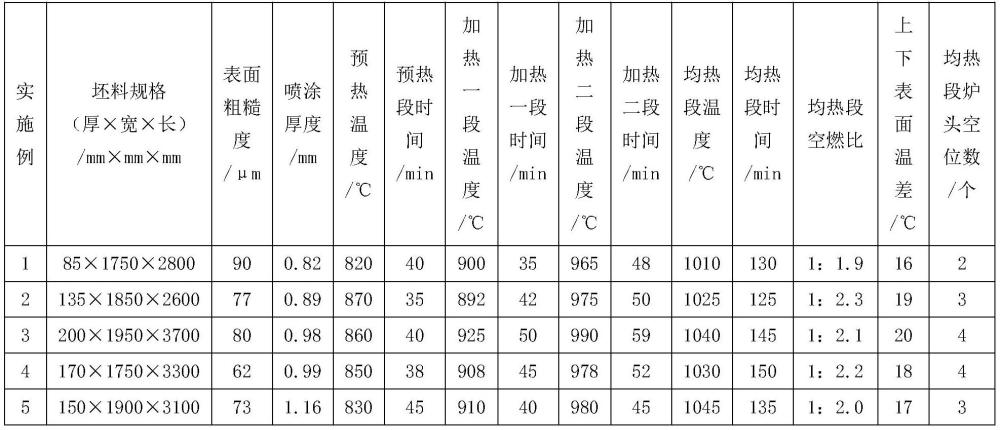
7、钛合金扁锭进加热炉进行加热,预热段温度为820~870℃,保温时间为30~45min;加热一段温度为890~930℃,保温时间为35~50min;加热二段温度为965~990℃,保温时间为45~60min;均热段温度为1000~1050℃,保温时间为120~150min;同时控制均热段空燃比为1:1.9~1:2.4,保证钛合金扁锭的上下表面温差在20℃以内;
8、3)轧制;
9、轧制前,将辊道冷却水关闭;对钛合金eb扁钢进行往返轧制,先横轧后纵轧;横轧阶段至少前两道次的道次压下率为25%~35%,横轧阶段的轧制温度>920℃;纵轧阶段至少前两道次采用大压下率,单道次压下率为30%~45%,至少最后两道次的道次压下率为10%~20%;轧制过程中对轧辊采用分段冷却,轧制头部段时,轧辊冷却水量按100~150m3/h开启;轧制中间段时,轧辊水量按200~250m3/h开启;轧制尾部段时,轧辊水量按100~150m3/h开启;纵轧阶段至少前三道次每道次喷轧机除鳞水,除鳞水压力为10~15mpa,每次的除鳞时间为10~20s;轧制速度为2~4.5m/s,终轧温度≥800℃,轧后抛出速度为4~6.5m/s;
10、4)在线热矫直;
11、至少进行三道矫直,热矫直的矫直温度为740~770℃,矫直力为1500~2000kn,弯辊量设置为1.5~2.0mm,倾动值设定为2~4mm;
12、5)退火处理;
13、退火处理温度为780~850℃,退火处理时间为3~4h。
14、进一步的,所述tc4eli钛合金中厚板的化学成分按重量百分比计为o:0.09%~0.13%,fe:0.20%~0.25%,c≤0.07%,h≤0.012%,al:5.5%~6.5%,v:3.8%~4.5%,余量为ti及不可避免的杂质元素。
15、进一步的,所述tc4eli钛合金中厚板的厚度为6~40mm,宽度大于2800mm。
16、进一步的,所述钛合金扁锭的制备过程为:采用一级海绵钛、al-v中间合金、al含量≥99.9%的高纯度al作为炉料,通过压制电极,在eb炉进行熔炼,得到钛合金扁锭。
17、进一步的,所述钛合金扁锭的尺寸为厚度×宽度×长度=85~200mm×1750~1950mm×2500~3800mm。
18、进一步的,所述步骤1)中,钛合金扁锭修磨后的表面粗糙度ra≤100μm。
19、进一步的,所述步骤1)中,钛合金扁锭表面喷涂的高温抗氧化涂料为纳米sio2抗氧化涂料,厚度为0.8~1.3mm。
20、进一步的,所述步骤2)中,加热炉在均热段的炉头留2~4个空位。
21、进一步的,所述步骤3)中,在中厚板往复式轧机上进行轧制;钛合金扁锭全长为l,头部段为头部1/6l长度段,中间段为1/6l~5/6l长度段,尾部段为尾部1/6l长度段。
22、进一步的,tc4eli钛合金中厚板成品的力学性能为:屈服强度≥880mpa,抗拉强度≥970mpa,延伸率≥15%,室温横向kv2≥60j,900℃高周疲劳极限应力≥350mpa。
23、与现有技术相比,本发明的有益效果是:
24、1)本发明所述tc4eli钛合金中厚板的成分设计合理,通过对o和fe元素含量进行限制,保证钛合金板材中o、fe含量分别为0.09%~0.13%和0.20%~0.25%;板材中氧含量较高时,氧原子进入钛合金板材的内部产生第二类内应力,导致钛合金的晶格变形,增加对位错运动的抵抗力,进而提高tc4eli钛合金板材的强度;fe作为强β相稳定元素,在钛合金板材中添加主要作用是形成tife中间相,确保在o含量添加量受限的情况下,通过杂质fe含量的增加得到提高,弥补由于o含量添加量受限造成tc4eli钛合金强度的不足。
25、2)采用高温纳米sio2抗氧化涂料对修磨后的钛合金扁锭从三维方向进行喷涂,防止钛合金扁锭在步进式加热炉加热过程中与明火接触时表面产生过烧,进而因表面产生大量魏氏β相组织致使后续轧制过程两相变形不协调而产生表面裂纹。
26、3)采用高的加热温度,同时保证均热段和加热段的在炉时间,控制空燃比,缩短了钛合金eb扁钢表面与心部的温度差异,同时在加热炉均热段的炉头留2~4个空位,防止因炉头温度低影响钛合金扁锭加热均匀性;从而保证钛合金板材轧制过程中上、下表面的横向、纵向金属流动均匀性。
27、4)轧制前将粗轧至热矫区间的辊道冷却水关闭,避免大量冷却水在中间坯下表面流动产生非受控性温降,同时也有利于控制中间坯保持水平或轻微上翘状态,为轧机咬入创造条件;对轧辊采用分段冷却工艺,避免大量冷却水在板材表面流动产生非受控性温降并由此增加轧制道次,合理控制轧辊的冷却水量,实现有效控制辊型,大幅改善由于中间坯头-中-尾温度分布不均匀引起的轧制过程中发生无规律跑偏及镰刀弯等缺陷的情况。通过换向轧制改善钛合金板材的性能(各向异性),在横轧阶段采用大压下率,同时对轧制温度进行限制,从而加强出生α相扩散,吞并周围细小α相,同时促进α相到β相转变,使出生α相尺寸减小、含量降低;纵轧阶段前两道次采用大压下率,促进变形过程中原始β相晶粒被拉长或破碎,同时促进β相中析出次生α相变,导致晶粒由钛合金扁锭表面向心部发生细化,同时控制纵轧阶最后两道次的压下率,既保证两相变形协调一致,抑制裂纹产生,同时也保证足够压下率,促使片状组织发生球化转变成等轴组织;纵轧前三道次喷轧机除鳞水进行表面降温,使表面与心部产生温度梯度,从而使板材表面的变形抗力大于心部,有利于变形从表面向心部扩展。
28、5)通过控制矫直温度降低两相比例差,促进内应力充分释放,保证钛合金板材内应力充分释放后再经过矫直,避免由于发生相变产生较大内应力,设定合适的弯辊量和倾动值,保证矫后的板材平直度良好。
29、6)通过提高退火温度促进片状α相变宽,使长宽比变小,保证组织细化,细小的组织阻碍了塑性变形过程中滑移的进行,从而提高了材料强度;同时通过延长在炉时间促进部分片层状或者针状α相尺寸增大,提高材料的塑韧性。
30、7)本发明通过成分、钛合金扁锭表面修磨与喷涂抗氧化涂料、加热、轧制、矫直及热处理工艺等多方面的系统优化,制备出厚度为6~40mm、宽度大于2800mm的tc4eli钛合金板材,解决了tc4eli钛合金宽幅中厚板生产时易产生表面裂纹和成品的疲劳性能低等问题,表面裂纹废品率由10%以上降低至1%以下,满足抗高周疲劳性能服役要求,所制板材的力学性能为:屈服强度≥880mpa,抗拉强度≥970mpa,延伸率≥15%,室温横向kv2≥60j,900℃高周疲劳极限应力≥350mpa。
本文地址:https://www.jishuxx.com/zhuanli/20240618/15971.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表