一种用于腹腔镜构件的焊接装置及焊接方法与流程
- 国知局
- 2024-06-21 09:50:06
本发明属于焊接,尤其是涉及一种用于腹腔镜构件的焊接装置及焊接方法。
背景技术:
1、腹腔镜是一种检测医疗设备,腹腔镜构件中的镜管在加工生产过程中,一般要用到焊接装置对其进行焊接。目前,内窥镜焊接装置在对其进行焊接时,一般是将两个镜管水平放置,并将两个镜管的接口对在一起,然后在镜管的外侧进行焊接一圈。
2、此种焊接装置以及焊接方法,在实际实施过程中发现存在一定缺陷:一:在外侧对镜管焊接,则容易使得镜管内侧在接口处出现一定微小缝隙,既而容易影响镜管内的光学传输效果;二:焊接时,因为管壁较薄,两个镜管在分别被支撑定位后,因为支撑架本身存在的误差和镜管的垂度弯曲影响等因素,容易造成两个镜管在对接处产生一定的错位,即不好达到完全对准焊接的效果,影响镜管的使用。
技术实现思路
1、鉴于现有技术中存在的不足和缺陷,本发明的目的在于提供一种用于腹腔镜构件的焊接装置及焊接方法,解决了现有技术中的用于腹腔镜构件的焊接装置存在的在外侧进行焊接镜管,则容易使得镜管内侧在接口处出现一定微小缝隙,既而容易影响镜管内的光学传输效果的问题;以及焊接时,因为管壁较薄,两个镜管在分别被支撑定位后,因为支撑架本身存在的误差和镜管的垂度弯曲影响等因素,容易造成两个镜管在对接处产生一定的错位,即不好达到完全对准焊接的效果的问题。
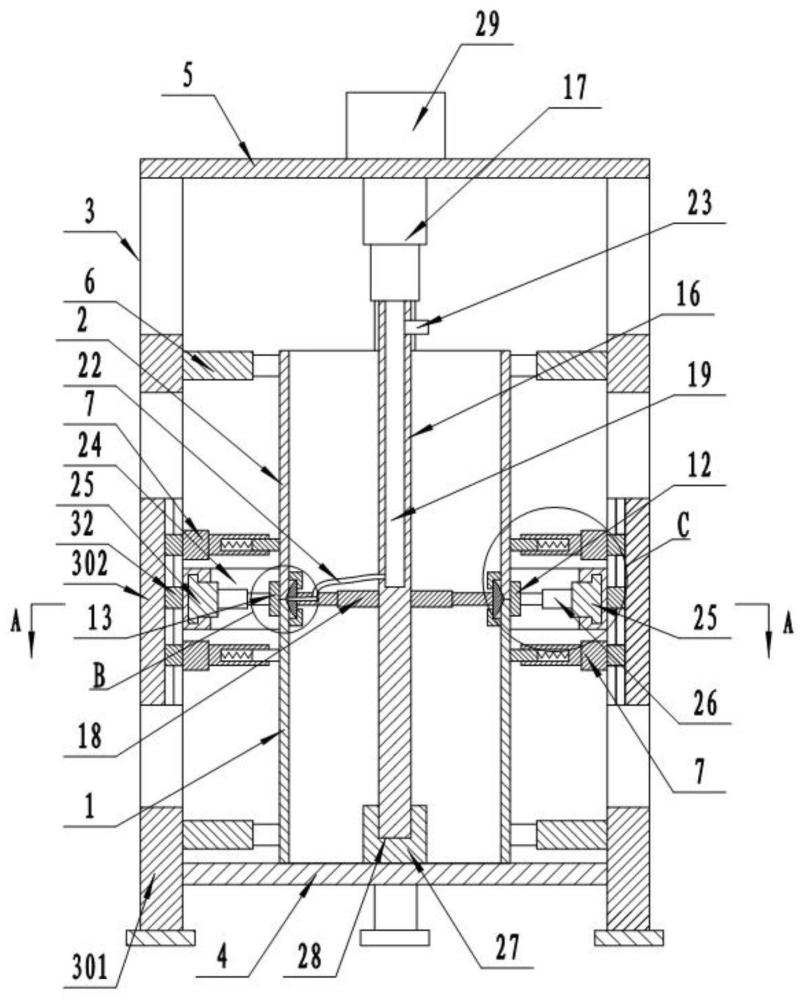
2、为了解决上述技术问题,本发明采用如下技术方案:一种用于腹腔镜构件的焊接装置,用于第一镜管和第二镜管的焊接,包括支撑架,支撑架内侧下部设有水平的下支撑台,支撑架上侧设有上支撑台,第一镜管竖直的放置在下支撑台上,第二镜管竖直的设置在第一镜管上侧,第一镜管的下端和第二镜管的上端均设有夹紧卡盘,第一镜管的上端和第二镜管的下端均设有弹性夹紧件,第一镜管和第二镜管内侧在对接处均设一个倒角,第一镜管和第二镜管对接好后,上下两个倒角形成截面形状为v形的豁口,且第一镜管和第二镜管的对接端面从内向外逐渐向下倾斜,
3、第一镜管和第二镜管的对接处内侧转动设置有第一弧形块和第二弧形块,第一弧形块和第二弧形块上均设有弧形压片,所述弧形压片与第一镜管和第二镜管接触,第一弧形块和第二弧形块的顶点均伸进豁口内,且第一弧形块内侧设有流道,流道在第一弧形块顶点处设阀口,流道内设有焊锡膏,焊锡膏从阀口流向豁口内,
4、第一镜管和第二镜管的接口处外侧接触设置有电洛铁和接触块,电洛铁和接触块均能绕着第一镜管的轴线转动,电洛铁、接触块、第一弧形块和第二弧形块均能在第一镜管的径向方向上移动,且接触块对应设置在第一弧形块的外侧,电洛铁对应设置在第二弧形块的外侧。
5、作为本发明的进一步改进,所述第一镜管和第二镜管上在对接处的外侧设有小凹槽,焊锡膏从第一镜管和第二镜管之间的微小缝隙中渗进小凹槽内。
6、作为本发明的进一步改进,所述接触块内设有可控制开启的冷却装置,用于对焊接后的焊缝进行冷却。
7、作为本发明的进一步改进,支撑架上在第一镜管和第二镜管的内侧中心转动设有旋转轴,所述支撑架的顶部设有可上下伸缩的第一电动推杆,第一电动推杆与驱动其转动的旋转电机连接,第二电动推杆的底部与所述旋转轴连接,旋转轴中部外侧均通过第二电动推杆连接有所述第一弧形块和第二弧形块。
8、作为本发明的进一步改进,所述旋转轴内部竖直设有第一贯流孔,所述第二电动推杆内部设有第二贯流孔,流道和第二贯流孔连通,且第二贯流孔另一端通过软管与第一贯流孔连通,第一贯流孔顶部设有添加口。
9、作为本发明的进一步改进,所述支撑架上设有圆环形的滑环,所述滑环内侧滑动设有两个滑块,滑块上设有能驱动其转动的行走电机,每个滑块上均设有第三电动推杆,两个第三电动推杆的伸缩杆一个连接所述电洛铁,另一个连接所述接触块。
10、作为本发明的进一步改进,所述弹性夹紧件包括第四电动推杆,所述第四电动推杆设置在支撑架上,所述第四电动推杆的活塞杆上设有滑动孔,所述滑动孔内滑动设有滑轴,所述滑轴一端与滑动孔通过弹簧连接,另一端与第一镜管或第二镜管接触。
11、作为本发明的进一步改进,所述下支撑台上设有限位块,所述限位块中部设有能使得旋转轴底部插进去的限位槽,旋转轴与限位槽转动连接。
12、作为本发明的进一步改进,所述弹性夹紧件和夹紧卡盘可上下滑动的设置在支撑架上。
13、使用用于腹腔镜构件的焊接装置对腹腔镜构件进行焊接的焊接方法,包括如下步骤:
14、(1)将第一镜管底部放置在下支撑台上,并用夹紧卡盘固定住第一镜管的下端,用弹性夹紧件夹紧第一镜管的上端,然后将第二镜管叠放在第一镜管上端,并用夹紧卡盘固定住第二镜管的上端,用弹性夹紧件夹紧第二镜管的下端,
15、此时,两个夹紧卡盘在夹紧第一镜管和第二镜管的同时,能使得第一镜管和第二镜管对中;
16、(2)旋转轴向下伸进第一镜管和第二镜管并卡在限位槽内,从添加口向第一贯流孔内添加焊锡膏,第二电动推杆将第一弧形块和第二弧形块伸进豁口内;
17、(3)旋转轴带动第一弧形块和第二弧形块转动,同时,接触块和电洛铁与第一弧形块和第二弧形块同步转动,之后,阀口打开,第一弧形块将焊锡膏挤进豁口内一段时间后,阀口关闭,在此过程中,第一镜管和第二镜管之间的微小缝隙以及小凹槽内会渗透进焊锡膏;
18、之后,打开电洛铁的加热开关,电洛铁对豁口内的焊锡膏加热后,关闭电洛铁的加热开关;此后,启动接触块上的冷却装置对焊锡膏进行冷却,之后关闭冷却装置;
19、之后,关闭旋转电机和行走电机,旋转轴、第一弧形块、第二弧形块、接触块和电洛铁停止转动。
20、相对于现有技术,本发明具有以下优势:
21、1.通过将第一镜管和第二镜管竖直设置,然后进行焊接,可以避免第一镜管和第二镜管水平放置因为垂度差异或支撑架存在的高度误差不同带来的第一镜管和第二镜管的接口存在一定微小错位的问题,即不能完全对准的问题;
22、通过在第一镜管和第二镜管内部接口处设豁口,并在第一镜管和第二镜管内设第一弧形块,第一弧形块内设流道,流道内设焊锡膏,则可以从内部对第一镜管和第二镜管进行焊接,减少第一镜管和第二镜管在对接处的内部缝隙,
23、提高内部光源的传输精确性。
24、此外,通过设置焊锡膏的方式对第一镜管和第二镜管进行焊接,在焊接前也可以对第一镜管和第二镜管进行初步粘结,提高后续的焊接精度;此外,第一镜管和第二镜管的对接端面从内向外逐渐向下倾斜,焊锡膏在豁口内进行焊接时,也能够顺利顺着倾斜面渗透进第一镜管和第二镜管对接处的微小缝隙内,并渗透到对接处外侧,以使得第一镜管和第二镜管的对接面和外部也能形成焊接面或焊接点,从而从整体上焊接第一镜管和第二镜管,提高焊接强度,并避免第一镜管和第二镜管存在的缝隙;
25、而通过在第一镜管和第二镜管的对接处内侧设置第一弧形块和第二弧形块,第一镜管和第二镜管的对接处外侧设置电洛铁和接触块,并在第一弧形块和第二弧形块上均设有弧形压片,则第一弧形块、第一弧形块上的弧形压片和接触块相抵抗挤压对应,将第一镜管和第二镜管的对接缝夹在中间,第二弧形块、第二弧形块上的弧形压片和电洛铁相抵抗挤压对应,从另一侧将第一镜管和第二镜管的对接缝夹在中间,从而,能够将第一镜管和第二镜管的对接面对中,提高第一镜管和第二镜管的对中精度;另外,第一弧形块和第二弧形块又从内部以第一镜管或第二镜管的圆心形成向外的对抗关系,避免第一镜管和第二镜管偏斜,进一步提高第一镜管和第二镜管的对中精度。
26、此外,第一弧形块和第二弧形块在对第一镜管和第二镜管对中外,第一弧形块能够将焊锡膏挤进豁口内,且第一弧形块的弧形设置,且第一弧形块顶部伸进豁口内,也在一定程度上防止焊锡膏外溢,另外,第一弧形块在不断转动的过程中,还可以对豁口内的焊锡膏进行涂抹压平;
27、而第二弧形块,在第一弧形块挤压焊锡膏前,第二弧形块的转动,能够对豁口进行清理毛刺,在第一弧形块挤压焊锡膏后,能够对豁口内的焊锡膏进行涂抹压实,且能够在焊接完成后,能够进一步清理焊缝的毛刺。
28、而接触块在转动的过程中,除了配合第一弧形块对第一镜管或第二镜管进行对中防止偏斜外,还能够压实和堵挡渗透到外侧的焊锡膏,减少焊锡膏在外部的随意流动,另外,还能够打磨在对接处外侧的焊缝,一个结构多种作用;
29、而电洛铁的设置,能够对焊锡膏进行加热,便于焊锡膏熔化,以助于外侧的焊接,一个结构多种作用,设置巧妙。
30、此外,通过夹紧卡盘夹紧第一镜管和第二镜管,夹紧卡盘能够将第一镜管和第二镜管对中夹紧在夹紧卡盘的中心,有利于第一镜管和第二镜管的对中,此外,通过在第一镜管的上端和第二镜管的下端设置弹性夹紧件,则有助于第一弧形块、第二弧形块、弧形压片、接触块和电洛铁对第一镜管和第二镜管对接处的微小调整,从而能够更好的对中调整第一镜管和第二镜管,提高焊接精度。
31、2.通过在第一镜管和第二镜管上在对接处的外侧设有小凹槽,焊锡膏从第一镜管和第二镜管之间的微小缝隙中渗进小凹槽内,则可以从外部对第一镜管和第二镜管形成焊缝,提高焊接精度。
32、3.通过在接触块内设置冷却装置,则在电洛铁加热焊锡膏后,可以对焊锡膏进行快速冷却,有助于焊锡膏的快速凝固焊接。
33、4.通过设旋转轴,旋转轴能够带动第一弧形块和第二弧形块转动,通过设置第一电动推杆,则第一电动推杆能够带动第一弧形块和第二弧形块上下移动,从而能够便于将第一弧形块和第二弧形块与豁口对中,而第二电动推杆的设置,能够将第一弧形块和第二弧形块向外推出或缩回。
34、5.通过在旋转轴内部竖直设有第一贯流孔,第二电动推杆内部设有第二贯流孔,第一贯流孔顶部设有添加口,从而可以从添加口处添加焊锡膏,焊锡膏依次从第一贯流孔、第二贯流孔和流道流进豁口内。
35、6.通过在支撑架上设滑环,滑环内侧设滑块,则接触块和电洛铁可以从第一镜管和第二镜管的外侧转动,而第三电动推杆,可以推动接触块和电洛铁移动,使得接触块和电洛铁接触包覆或远离第一镜管和第二镜管。
36、7.通过将弹性夹紧件设置为第四电动推杆、滑动孔、滑轴和弹簧的结构,弹簧的弹性性能能够在一定程度上使得第一镜管和第二镜管在对接处进行调整,而第四电动推杆的设置,能够调整弹簧的压紧力。
37、8.通过在下支撑台上设有限位块,所述限位块中部设有能使得旋转轴底部插进去的限位槽,则限位槽能够在底部对旋转轴进行支撑,提高旋转轴的旋转稳定性。
38、7.通过将弹性夹紧件和滑环可上下滑动的设置在支撑架上,从而可以根据实际安装情况,进行灵活调整对第一镜管和第二镜管的夹紧的高度,调整更加灵活。
39、8.通过焊接装置对腹腔镜构件进行焊接的焊接方法,一是将第一镜管和第二镜管竖直放置固定,避免第一镜管和第二镜管水平放置因为垂度差问题造成的第一镜管和第二镜管的对中问题;另外,在第一镜管和第二镜管的内部进行涂焊锡膏,在外部用电洛铁进行加热焊接,从内侧对第一镜管和第二镜管进行焊接,减少内部缝隙,提高光源传输效果,且同时,能够使得第一镜管和第二镜管的接触端面,以及第一镜管和第二镜管对接处外侧,形成焊接位,提高连接焊接强度,另外,在焊接的同时利用接触块和弧形压片等从镜管内外两侧能够促进第一镜管和第二镜管的对中焊接效果。
本文地址:https://www.jishuxx.com/zhuanli/20240618/16575.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表