焊接系统及储罐浮舱封舱内部自动寻缝焊接的控制方法与流程
- 国知局
- 2024-06-21 09:50:01
本发明涉及焊接控制,是一种焊接系统及储罐浮舱封舱内部自动寻缝焊接的控制方法。
背景技术:
1、储罐浮舱的焊接工作量巨大,除了底板与底板之间、底板与环向隔板、底板与径向桁架、环向隔板与径向桁架之间的角焊缝外,在浮舱封舱后还有大量的不连续的片段焊缝。主要包含上顶板下表面与环向隔板、上顶板下表面径向桁架、上顶板下表面与上顶板下表面之间的角焊缝,此类焊缝在浮舱内部的密闭空间,目前采用人工焊接的方式进行焊接。这种狭小的密闭空间内,作业人员只能爬行前进,一边要仰着头焊接,一边还要拉着送丝机和焊枪。人员在密闭空间焊接存在很大的安全隐患,首先,焊接产生的烟尘会有窒息的风险;其次,金属密闭空间触电的风险会增加;最后,密闭空间内焊接,作业人员的劳动强大,焊接环境恶劣,恶劣的焊接环境加剧了现场焊接人员的稀缺,最终还是不能根本解决痛点问题。储罐浮舱封舱内的焊接问题不仅仅要解决人员劳动力的问题,还要解决长期的经济效益问题,如何降低作业人员技能的要求,降低作业人员成本是本项发明的目的。
技术实现思路
1、本发明提供了一种焊接系统及储罐浮舱封舱内部自动寻缝焊接的控制方法,克服了上述现有技术之不足,其能有效解决现有浮舱内部密闭空间人工焊接作业存在安全隐患大、劳动强度大的问题。
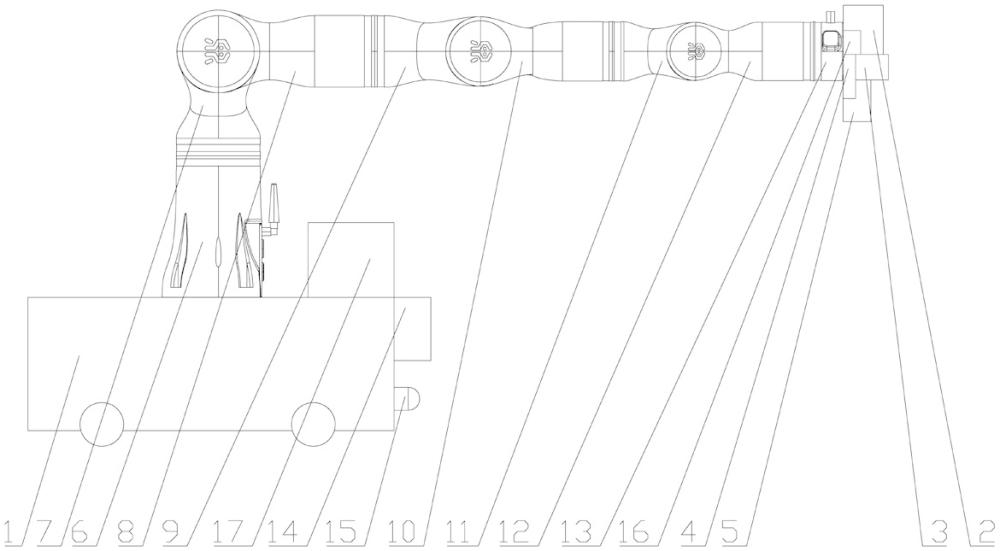
2、本发明的技术方案之一是通过以下措施来实现的:一种焊接系统包括移动小车、六轴机械臂、焊枪、视觉相机、激光传感器、熔池传感器和控制单元,移动小车上侧固定安装有六轴机械臂,所述六轴机械臂的末端间隔固定安装有用于识别焊缝的视觉相机、用于采集焊缝坡口信息的激光传感器、用于采集熔池信息的熔池传感器和用于焊接坡口的焊枪,所述视觉相机、激光传感器和熔池传感器均与控制单元连接,所述控制单元分别与移动小车、六轴机械臂以及焊枪连接。
3、下面是对上述发明技术方案之一的进一步优化或/和改进:
4、上述六轴机械臂可包括依次安装在一起的基座、第一轴、第二轴、第三轴、第四轴、第五轴、第六轴和安装底座,视觉相机、激光传感器、熔池传感器和焊枪间隔固定安装于安装底座端面,基座下侧与移动小车上侧固定安装在一起。
5、上述移动小车可为磁吸附爬壁小车,移动小车右侧间隔固定安装有补光灯和激光跟踪头,安装底座端面间隔固定安装有靶镜,补光灯、激光跟踪头均与控制单元连接。
6、本发明的技术方案之二是通过以下措施来实现的:一种储罐浮舱封舱内部自动寻缝焊接的控制方法,按照以下步骤进行:
7、第一步,六轴机械臂回归初始姿态;
8、第二步,视觉相机对罐舱内部的焊缝进行搜索;
9、第三步,六轴机械臂动作对搜索到的焊缝进行扫描并生成焊接路径;
10、第四步,六轴机械臂动作使得焊枪沿着焊接路径焊接焊缝。
11、下面是对上述发明技术方案之二的进一步优化或/和改进:
12、上述第二步中,视觉相机对罐舱内部的焊缝进行搜索包括:视觉相机对罐舱内部的立角焊缝、底部搭接角焊缝、顶部搭接角焊缝以及顶部角接角焊缝进行搜索。
13、上述视觉相机对罐舱内部的立角焊缝进行搜索按照以下步骤进行:
14、s11,移动小车每移动第一距离后停止移动,所述第一距离小于六轴机械臂的作业半径;
15、s21,第一轴转动第一角度后,第二轴、第三轴、第四轴和第五轴均与移动小车的航向方向平行,第六轴转动第二角度后,视觉相机开始识别立角焊缝;
16、s31,若视觉相机检测区域内立角焊缝的像素值大于等于n1时,则判定立角焊缝呈现在视觉相机检测区域内;
17、若视觉相机检测区域内立角焊缝的像素值小于n1时,则重复步骤s11至s21。
18、上述视觉相机对罐舱内部的底部搭接角焊缝搜索按照以下步骤进行:
19、s12,移动小车每移动第二距离后停止移动,所述第二距离小于六轴机械臂的作业半径;
20、s22,第一轴转动第三角度后,第二轴和第三轴均与移动小车的航向方向平行,第五轴随第四轴转动第四角度,第六轴转动第五角度后,第六轴与底部搭接角焊缝平行,然后第一轴转动-90°至90°,同时视觉相机开始识别底部搭接角焊缝;
21、s32,若视觉相机检测区域内底部搭接角焊缝的像素值大于等于n2时,则判定底部搭接角焊缝呈现在视觉相机检测区域内;
22、若视觉相机检测区域内底部搭接角焊缝的像素值小于n2时,则重复步骤s12至s22。
23、上述视觉相机对罐舱内部的顶部搭接角焊缝搜索按照以下步骤进行:
24、s13,移动小车每移动第三距离后停止移动,所述第三距离小于六轴机械臂的作业半径;
25、s23,第一轴转动第六角度后,第二轴和第三轴均与移动小车的航向方向平行,第五轴随第四轴转动第七角度,第六轴转动第八角度后,第六轴与顶部搭接角焊缝平行,然后第一轴转动-90°至90°,同时视觉相机开始识别顶部搭接角焊缝;
26、s33,若视觉相机检测区域内顶部搭接角焊缝的像素值大于等于n3时,则判定顶部搭接角焊缝呈现在视觉相机检测区域内;
27、若视觉相机检测区域内顶部搭接角焊缝的像素值小于n3时,则重复步骤s12至s22,则重复步骤s13至s23。
28、上述视觉相机对罐舱内部的顶部角接角焊缝搜索按照以下步骤进行:
29、s14,移动小车每移动第四距离后停止移动,所述第四距离小于六轴机械臂的作业半径;
30、s24,第一轴转动第九角度后,第二轴和第三轴均与移动小车的航向方向平行,第五轴随第四轴转动第十角度后与顶部平面相互垂直,第六轴转动第十一角度后,第六轴与顶部平面之间的夹角为第十一角度,然后第一轴转动-90°至90°,同时视觉相机开始识别顶部角接角焊缝;
31、s34,若视觉相机检测区域内顶部角接角焊缝的像素值大于等于n4时,则判定顶部角接角焊缝呈现在视觉相机检测区域内;
32、若视觉相机检测区域内顶部角接角焊缝的像素值小于n4时,则重复步骤s14至s24。
33、上述第三步,六轴机械臂动作对搜索到的焊缝进行扫描并生成焊接路径,包括:
34、步骤一,第六轴动作,使得罐舱内焊缝两侧的结构关于视觉相机的横向中线对称;
35、步骤二,激光传感器采集对应焊缝的坡口信息,然后将对应焊缝的坡口位置信息发送给控制单元;
36、步骤三,通过调整第六轴转动角度,使得激光传感器的激光线与焊缝垂直;
37、步骤四,控制单元控制六轴机械臂动作,使得视觉相机沿着垂直于激光线的方向移动,在移动过程中采集坡口对应的焊缝,所述六轴机械臂动作时,激光传感器的x轴坐标偏差和z轴坐标偏差均不超过阈值,所述阈值为-0.5至0.5mm;
38、步骤五,六轴机械臂沿着x轴方向和/或z轴方向进行跟踪,跟踪的运动轨迹形成焊接路径。
39、上述第四步,六轴机械臂动作使得焊枪沿着焊接路径焊接焊缝,包括:
40、控制单元使得六轴机械臂动作后带动焊枪摆动并且使得焊枪开始对焊缝进行焊接,焊枪开始对焊缝进行焊接时,通过第六轴使得焊枪沿着焊接路径方向移动,并且通过熔池传感器观测焊接熔池。
41、本发明结构合理而紧凑,视觉相机识别到焊缝后,控制六轴机械臂移动至视觉相机视野中,然后激光传感器识别焊缝的坡口位置,通过识别的坡口位置控制六轴机械臂动作,保证激光传感器射出的激光线与焊缝垂直,控制单元控制六轴机械臂沿着焊缝的方向移动并通过视觉相机进行扫描,扫描过程通过控制单元保证六轴机械臂沿着横向和高度方向进行跟踪,跟踪的运动轨迹存储在控制单元中,启动焊枪时六轴机械臂沿着记录的运动轨迹行进,实现操作人员在罐仓内部焊接操作,远离焊接位置,降低人员操作技能要求,提高人员工作的安全性和舒适性,提高焊接质量的稳定性。
本文地址:https://www.jishuxx.com/zhuanli/20240618/16568.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表