一种轧制研磨钢棒连续热处理输送线的制作方法
- 国知局
- 2024-06-20 14:40:10
本发明主要涉及研磨钢棒的热处理输送机构领域,具体是一种轧制研磨钢棒连续热处理输送线。
背景技术:
1、研磨钢棒是大型球磨机或者磨煤机中用到的研磨部件,通常为了保证其硬度,需要利用轧制工艺进行制作,再通过热处理的加工工艺进一步提高研磨钢棒的表面硬度,以提高研磨钢棒的耐磨程度,从而提高研磨钢棒的使用寿命。
2、在现有的生产工艺下,把成捆圆钢吊入震动散料架上,圆钢根据生产节拍被转移到输送辊道,上下压辊带动圆钢以设定速度匀速经过感应线圈,在感应线圈内经过加热后进入到出料辊范围,圆钢经过出料压辊、引导环等机构进入喷淋淬火装置完成喷淋淬火,最终加工为研磨钢棒成品。
3、但是对于淬火工艺而言,对研磨钢棒的长度方向上进行递进的喷淋淬火,很容易因为冷却收缩量的急剧变化而产生淬裂,且喷淋淬火也很难控制喷淋密度,同样可能因为喷淋的流量变化导致喷淋位置的表面收缩量不一致,导致表面发生裂痕、硬度变化大等缺陷。
技术实现思路
1、为解决现有技术的不足,本发明提供了一种轧制研磨钢棒连续热处理输送线,它能够实现研磨钢棒整体的同步淬火,减少研磨钢棒因为各区域冷却不同步而发生的淬裂现象,提高产品合格率。
2、本发明为实现上述目的,通过以下技术方案实现:
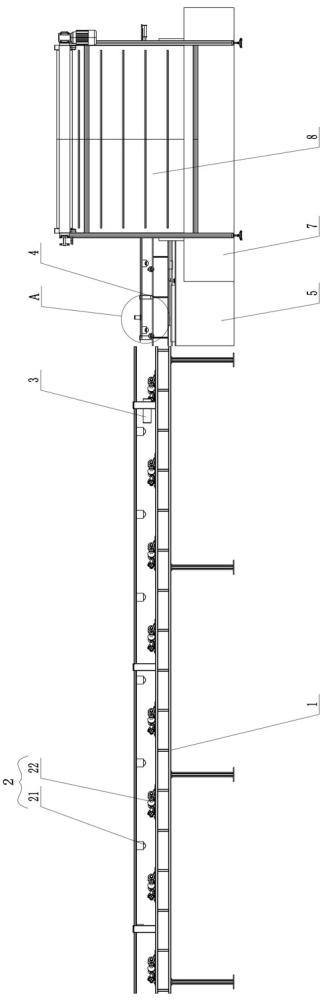
3、一种轧制研磨钢棒连续热处理输送线,包括输送架,所述输送架底部设置若干组输送辊,所述输送辊包括上输送辊以及下输送辊,所述上输送辊与下输送辊均为“v”型槽辊,所述下输送辊的轴线与输送架的长度方向呈30-60度,所述下输送辊为动力辊,所述输送架末端设置感应线圈,所述输送架后部设置承载座与承载架,所述承载架铰接在承载座上方,所述承载座上设置用于驱动承载架绕铰接点摆动的翻转缸;所述承载架顶部设置升降板,所述承载架与升降板之间设置升降缸,所述升降板底部与承载架之间呈上下位置关系设置若干对承载辊,下方的所述承载辊与下输送辊高度一致,至少其中一个下方的承载辊后侧设置动力辊驱动机构,所述承载架一侧设置坡道,所述坡道表面上开设一对开槽,所述坡道下方设置一对传动链,两条所述传动链同步运转,所述传动链上设置穿过开槽的接料片,两个所述接料片始终处于同一高度,所述坡道下方设置具有淬火剂的淬火池,所述坡道底部延伸到淬火池内,所述传动链带动接料片脱离开槽将研磨钢棒释放时,研磨钢棒尚未接触到淬火池内的淬火剂液面,所述淬火池内设置链板输送机,所述链板输送机末端延伸到淬火池外侧。
4、当研磨钢棒末端脱离感应线圈时,所述研磨钢棒的前端已经超过动力辊驱动机构所驱动的承载辊,所述动力辊驱动机构驱动的承载辊角速度至少为下输送辊角速度的2倍。
5、所述承载座后侧设置限位台,当所述翻转缸处于收缩状态时,所述承载架底部与限位台相抵触,当所述翻转缸处于伸展状态时,所述承载架翻转到坡道所在一侧,通过升降板的提升将研磨钢棒释放。
6、所述升降板末端设置定位板,当所述研磨钢棒前端触及定位板后,所述动力辊驱动机构停止动作。
7、所述定位板跟随所述升降板升降,当所述升降缸带动升降板上升到高点后,所述定位板脱离研磨钢棒。
8、所述接料片呈“l”型,“l”型的所述接料片拐角处通过圆弧平滑过渡。
9、所述坡道末端的淬火池内设置一对导向板,两个所述导向板之间的间距大于研磨钢棒的直径,所述导向板底部距离链板输送机顶面的距离大于研磨钢棒的直径。
10、所述导向板上设置若干通道。
11、所述导向板呈一定角度向淬火池远端延伸。
12、对比现有技术,本发明的有益效果是:
13、本发明采用了最利于工件合格率的淬火方式,可以整体的完成研磨钢棒的快速淬火处理,使研磨钢棒整体的冷却速率一致,也就使得研磨钢棒的整体收缩速率一致,可以有效的避免冷却形变量不一致而导致的淬裂现象。
14、本装置针对短款的研磨钢棒淬火使用,可以通过承载架完成研磨钢棒的承接与翻转释放,从而可以快速的将研磨钢棒释放到淬火池内,通过研磨钢棒的快速下落,可以使研磨钢棒能够在极短的时间内即落入到淬火池内进行淬火。
15、本装置改变了研磨钢棒的喷淋淬火工艺,除了在提高研磨钢棒合格率、降低淬裂概率上具有优点之外,还可以根据研磨钢棒的性能选择其他的淬火剂,不必只能采用水淬的方式淬火。
技术特征:1.一种轧制研磨钢棒连续热处理输送线,包括输送架(1),所述输送架(1)底部设置若干组输送辊(2),其特征在于:所述输送辊(2)包括上输送辊(21)以及下输送辊(22),所述上输送辊(21)与下输送辊(22)均为“v”型槽辊,所述下输送辊(22)的轴线与输送架(1)的长度方向呈30-60度,所述下输送辊(22)为动力辊,所述输送架(1)末端设置感应线圈(3),所述输送架(1)后部设置承载座(5)与承载架(4),所述承载架(4)铰接在承载座(5)上方,所述承载座(5)上设置用于驱动承载架(4)绕铰接点摆动的翻转缸(51);所述承载架(4)顶部设置升降板(41),所述承载架(4)与升降板(41)之间设置升降缸(42),所述升降板(41)底部与承载架(4)之间呈上下位置关系设置若干对承载辊(43),下方的所述承载辊(43)与下输送辊(22)高度一致,至少其中一个下方的承载辊(43)后侧设置动力辊驱动机构(44),所述承载架(4)一侧设置坡道(6),所述坡道(6)表面上开设一对开槽(61),所述坡道(6)下方设置一对传动链(62),两条所述传动链(62)同步运转,所述传动链(62)上设置穿过开槽(61)的接料片(63),两个所述接料片(63)始终处于同一高度,所述坡道(6)下方设置具有淬火剂的淬火池(7),所述坡道(6)底部延伸到淬火池(7)内,所述传动链(62)带动接料片(63)脱离开槽(61)将研磨钢棒释放时,研磨钢棒尚未接触到淬火池(7)内的淬火剂液面,所述淬火池(7)内设置链板输送机(8),所述链板输送机(8)末端延伸到淬火池(7)外侧。
2.根据权利要求1所述的一种轧制研磨钢棒连续热处理输送线,其特征在于:当研磨钢棒末端脱离感应线圈(3)时,所述研磨钢棒(3)的前端已经超过动力辊驱动机构(44)所驱动的承载辊(43),所述动力辊驱动机构(44)驱动的承载辊(43)角速度至少为下输送辊(22)角速度的2倍。
3.根据权利要求1所述的一种轧制研磨钢棒连续热处理输送线,其特征在于:所述承载座(5)后侧设置限位台(52),当所述翻转缸(51)处于收缩状态时,所述承载架(4)底部与限位台(52)相抵触,当所述翻转缸(51)处于伸展状态时,所述承载架(4)翻转到坡道(6)所在一侧,通过升降板(41)的提升将研磨钢棒释放。
4.根据权利要求1所述的一种轧制研磨钢棒连续热处理输送线,其特征在于:所述升降板(41)末端设置定位板(45),当所述研磨钢棒前端触及定位板(45)后,所述动力辊驱动机构(44)停止动作。
5.根据权利要求4所述的一种轧制研磨钢棒连续热处理输送线,其特征在于:所述定位板(45)跟随所述升降板(41)升降,当所述升降缸(42)带动升降板(41)上升到高点后,所述定位板(45)脱离研磨钢棒。
6.根据权利要求1所述的一种轧制研磨钢棒连续热处理输送线,其特征在于:所述接料片(63)呈“l”型,“l”型的所述接料片(63)拐角处通过圆弧平滑过渡。
7.根据权利要求1所述的一种轧制研磨钢棒连续热处理输送线,其特征在于:所述坡道(6)末端的淬火池(7)内设置一对导向板(9),两个所述导向板(9)之间的间距大于研磨钢棒的直径,所述导向板(9)底部距离链板输送机(8)顶面的距离大于研磨钢棒的直径。
8.根据权利要求7所述的一种轧制研磨钢棒连续热处理输送线,其特征在于:所述导向板(9)上设置若干通道(91)。
技术总结本发明提供一种轧制研磨钢棒连续热处理输送线,主要涉及研磨钢棒的热处理输送机构领域。一种轧制研磨钢棒连续热处理输送线,包括输送架,输送架底部设置若干组输送辊,下输送辊为动力辊,输送架末端设置感应线圈,输送架后部设置承载座与承载架,承载架铰接在承载座上方,承载架顶部设置升降板,所述承载架与升降板之间设置升降缸,升降板底部与承载架之间呈上下位置关系设置若干对承载辊,承载架一侧设置坡道,坡道下方设置一对传动链,坡道下方设置具有淬火剂的淬火池,淬火池内设置链板输送机。本发明的有益效果在于:本发明能够实现研磨钢棒整体的同步淬火,减少研磨钢棒因为各区域冷却不同步而发生的淬裂现象。技术研发人员:侯松村,王乃彦,刘清祥受保护的技术使用者:山东东铁铸锻有限公司技术研发日:技术公布日:2024/6/5本文地址:https://www.jishuxx.com/zhuanli/20240619/10667.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表