一种用于1Cr12Ni2WMoVNb马氏体型不锈钢燃机叶片的加工方法与流程
- 国知局
- 2024-06-20 14:46:23
本发明涉及冶金加工,具体为一种用于1cr12ni2wmovnb马氏体型不锈钢燃机叶片的加工方法。
背景技术:
1、1cr12ni2wmovnb是一种马氏体不锈钢,其可以用于制造燃机叶片,可是在利用1cr12ni2wmovnb马氏体型不锈钢加工燃机叶片时,常常会发生晶粒粗大的问题,这会影响燃机叶片的强度,为此就要设计一种热加工工艺,来提高叶片晶粒度。
技术实现思路
1、针对现有利用1cr12ni2wmovnb马氏体型不锈钢加工燃机叶片的工艺方法会出现晶粒粗大的问题,本发明提供了一种用于1cr12ni2wmovnb马氏体型不锈钢燃机叶片的加工方法,其加工得到的燃机叶片晶粒度可达5级以上。
2、其技术方案是这样的:一种用于1cr12ni2wmovnb马氏体型不锈钢燃机叶片的加工方法,其特征在于,其包括以下步骤:步骤a,一火锻造:将燃机叶片装入电炉中,加热到1100℃~1130℃,保温30~45分钟后出炉空冷后锻造;
3、若一火不能完成锻造,则进行二火锻造,二火锻造前根据锻件温度划分为冷料或者热料:当为冷料时:先使锻件冷却至80℃以下,然后回炉加热至1100℃~1130℃,出炉继续锻造;当为热料时:将锻件回炉加热,加热至1100℃,保温时间不大于10分钟,出炉继续锻造;
4、步骤b,淬火:将完成锻造的所述燃机叶片装入电炉中,加热到1150℃,保温10~45分钟后出炉风冷;
5、步骤c,回火:将完成淬火的所述燃机叶片装入电炉中,加热到720℃,保温2小时后出炉空冷。
6、其进一步特征在于:
7、步骤a中区分冷料、热料的方法为:当一火锻造后锻件温度大于400℃则认定为热料,当一火锻造后锻件温度小于300℃则认定为冷料,当一火锻造后锻件温度在300℃~400℃之间则任选一种二火锻造方式进行锻造。
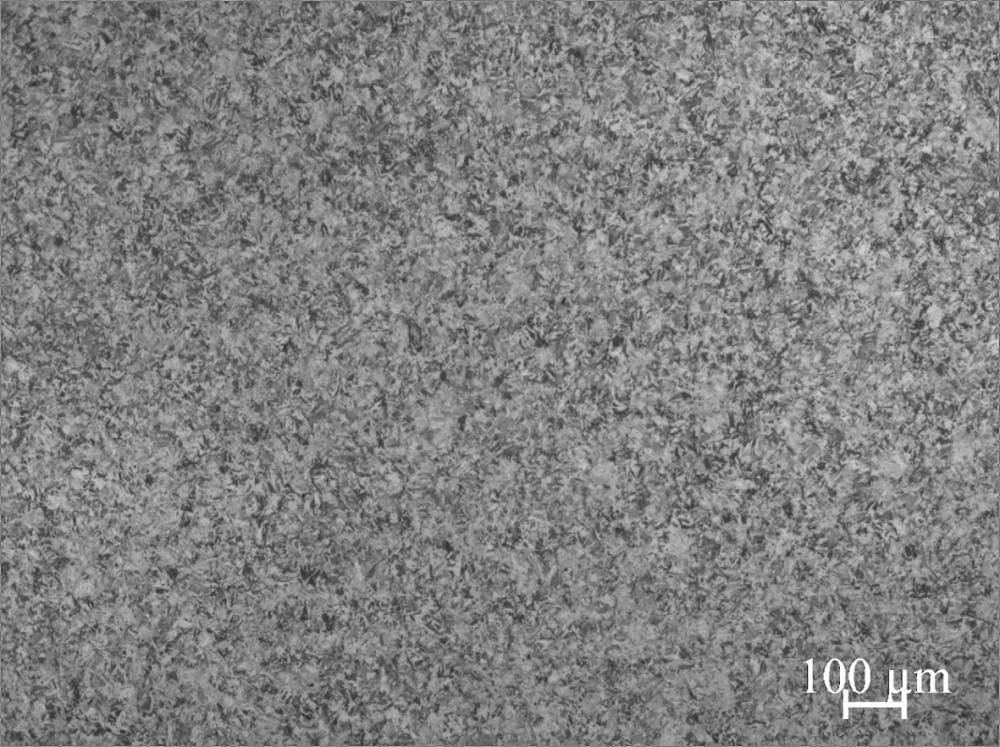
8、有益效果:采用上述步骤对1cr12ni2wmovnb马氏体型不锈钢燃机叶片进行锻造、淬火和回火处理,能够有效细化加工得到的燃机叶片的晶粒,其晶粒度可达5级以上。
技术特征:1.一种用于1cr12ni2wmovnb马氏体型不锈钢燃机叶片的加工方法,其特征在于,其包括以下步骤:步骤a,一火锻造:将燃机叶片装入电炉中,加热到1100℃~1130℃,保温30~45分钟后出炉空冷后锻造;
2.根据权利要求1所述的一种用于1cr12ni2wmovnb马氏体型不锈钢燃机叶片的加工方法,其特征在于:步骤a中区分冷料、热料的方法为:当一火锻造后锻件温度大于400℃则认定为热料,当一火锻造后锻件温度小于300℃则认定为冷料,当一火锻造后锻件温度在300℃~400℃之间则任选一种二火锻造方式进行锻造。
技术总结本发明提供了一种用于1Cr12Ni2WMoVNb马氏体型不锈钢燃机叶片的加工方法,其加工得到的燃机叶片晶粒度可达5级以上。其包括以下步骤:步骤A,一火锻造:将燃机叶片装入电炉中,加热到1100℃~1130℃,保温30~45分钟后出炉空冷后锻造;步骤B,淬火:将完成锻造的所述燃机叶片装入电炉中,加热到1150℃,保温10~45分钟后出炉风冷;步骤C,回火:将完成淬火的所述燃机叶片装入电炉中,加热到720℃,保温2小时后出炉空冷。技术研发人员:尹林,温金明,袁大庆,李宗科,秦勤,陈苏冬,潘利军,苏丹,丁学静,蒯孝蔚受保护的技术使用者:无锡透平叶片有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240619/10910.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表