一种水电用钢板及其制备方法与流程
- 国知局
- 2024-06-20 14:48:36
本申请涉及水电站用钢,尤其涉及一种水电用钢板及其制备方法。
背景技术:
1、在传统能源日趋紧张的情况下,开发和利用新型能源已经成为全球性的焦点问题,因此水力发电作为一种清洁、高效、可再生的能源在世界多个国家都得到了广泛的应用和推广。目前,水电站尤其是抽水蓄能电站的建设当中需要用到大量的600mpa、800mpa级别的水电钢板,这些钢板主要用于制造水电站引水压力管道和岔管、蜗壳等部件。未来,水电站建设会向着高水头、高效率、大容量方向发展。因此,水电站建设用钢板强度将达到一千兆帕级别同时需兼具良好的塑韧性和焊接性能。
2、目前,涉及的水电钢板抗拉强度级别虽都达到一千兆帕,但少有提及钢板厚度心部力学性能和钢板焊接性能。对水电钢板而言为保证服役过程中的安全性,要求保证钢板厚度方向性能均匀性也就是要使钢板厚度四分之一和心部的强韧性达到相同等级,而心部性能尤其是厚规格水电钢板的心部性能往往难以控制,同时要求焊接接头性能也达到一定强韧性水平。
技术实现思路
1、本申请提供了一种水电用钢板及其制备方法,以解决现有一千兆帕级别高强度水电钢板尤其是厚规格钢板的心部力学性能难以控制的技术问题。
2、第一方面,本申请提供了一种水电用钢板的制备方法,所述方法包括:
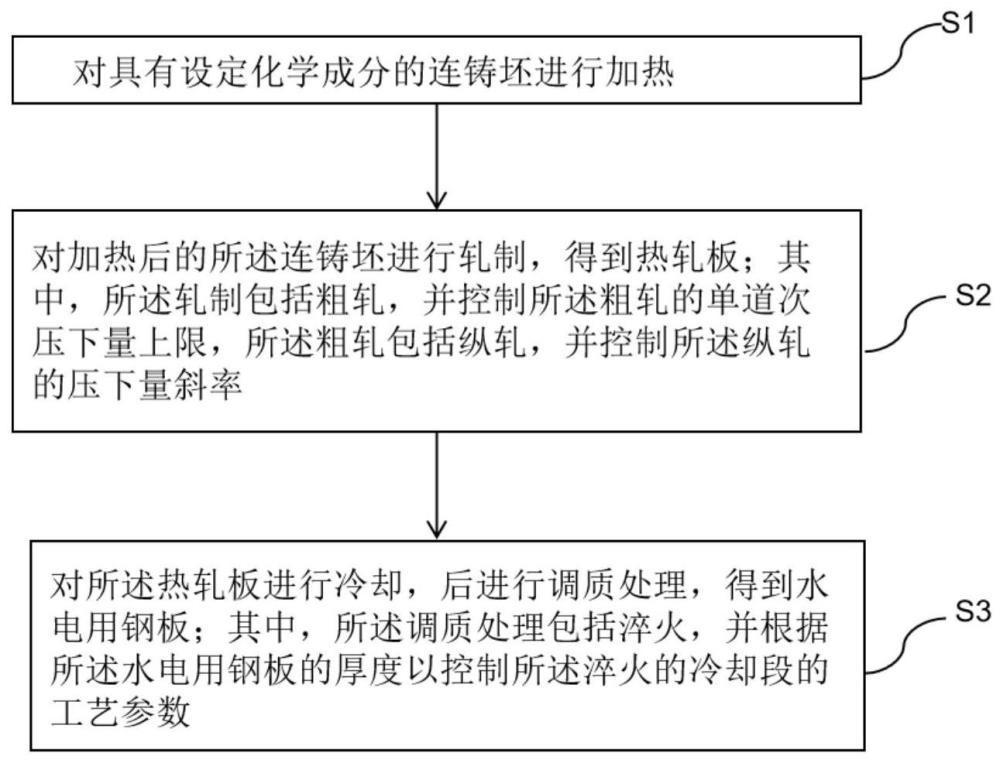
3、对具有设定化学成分的连铸坯进行加热;
4、对加热后的所述连铸坯进行轧制,得到热轧板;其中,所述轧制包括粗轧,并控制所述粗轧的单道次压下量上限,所述粗轧包括纵轧,并控制所述纵轧的压下量斜率;
5、对所述热轧板进行冷却,后进行调质处理,得到水电用钢板;其中,所述调质处理包括淬火,并根据所述水电用钢板的厚度以控制所述淬火的冷却段的工艺参数。
6、可选的,所述粗轧的单道次压下量上限为50mm。
7、可选的,所述纵轧的压下量斜率为[0.9,1)。
8、可选的,所述所述粗轧包括纵轧,并控制所述纵轧的压下量斜率,包括:
9、所述粗轧包括纵轧,并控制所述纵轧的压下量斜率以及所述纵轧的单道次压下率;其中,
10、所述纵轧的单道次压下率包括:纵轧的末三道次单道次压下率为11~25%,其他纵轧的单道次压下率为8~20%。
11、可选的,所述所述粗轧包括纵轧,并控制所述纵轧的压下量斜率,包括:
12、所述粗轧包括纵轧,并控制所述纵轧的压下量斜率;其中,向所述纵轧的前三道次的连铸坯表面喷高压水。
13、可选的,所述所述轧制包括粗轧,并控制所述粗轧的单道次压下量上限,包括:
14、所述轧制包括粗轧,并控制所述粗轧的单道次压下量上限以及粗轧的累计压下率;其中,所述粗轧的累计压下率为50~76%。
15、可选的,所述对所述热轧板进行冷却,后进行调质处理,得到水电用钢板;其中,所述调质处理包括淬火,并根据所述水电用钢板的厚度以控制所述淬火的冷却段的工艺参数,包括:
16、对所述热轧板进行冷却,后进行调质处理,得到水电用钢板;其中,所述调质处理包括淬火,
17、若所述水电用钢板的厚度为≥80mm时,所述冷却段包括高压段冷却和低压段冷却;
18、所述高压段冷却的工艺参数包括:水的压力为0.6~0.8mpa,水的流量为4500~4800m3/h,
19、所述低压段冷却的冷却方式为摆动冷却,所述冷却低压段的工艺参数包括:
20、水的压力为0.47~0.5mpa,水的流量为2100~2700m3/h。
21、可选的,所述设定化学成分包括:
22、c、si、mn、p、s、alt、cr、mo、cu、ni、nb、v、ti、b、n以及fe;其中,以质量分数计,
23、c的含量为0.09~0.12%,si的含量为0.15~0.25%,mn的含量为0.75~0.85%,p的含量为≤0.007%,s的含量为≤0.003%,alt的含量为0.01~0.03%,cr的含量为0.50~0.60%,mo的含量为0.45~0.56%,cu的含量为0.16~0.25%,ni的含量为2.8~3.2%,nb的含量为0.01~0.02%,v的含量为0.045~0.055%,ti的含量为0.010~0.015%,b的含量为0.0008~0.0012%,n的含量为≤0.004%。
24、第二方面,本申请提供了一种水电用钢板,所述水电用钢板由第一方面任一项实施例所述的方法制备得到。
25、可选的,所述水电用钢板的厚度四分之一和心部位置的显微组织为回火索氏体和回火马氏体组织,
26、所述回火马氏体的体积分数为60~80%,所述回火马氏体的板条宽度≤800nm,所述水电用钢板的组织中还包括含有铌、钒以及钛的复合型碳化物和合金渗碳体,所述铌、钒以及钛的复合型碳化物和所述合金渗碳体的直径尺寸均在100nm以内。
27、本申请实施例提供的上述技术方案与现有技术相比具有如下优点:
28、本申请实施例提供的该水电用钢板的制备方法,通过低碳低锰基础上的合理成分设计,粗轧阶段大压下量、高变形渗透率的优化以及淬火过程的冷却模式,提高了淬透效果,使得一千兆帕级别高强度水电钢板尤其是厚规格钢板心部力学性能得到良好的控制,最终制备得到的超高强度,并兼具优良的低温韧性和焊接性能的水电钢板,同时改善了钢板尤其是厚规格钢板厚度方向的组织和性能均匀性。
技术特征:1.一种水电用钢板的制备方法,其特征在于,所述方法包括:
2.根据权利要求1所述的方法,其特征在于,所述粗轧的单道次压下量上限为50mm。
3.根据权利要求1所述的方法,其特征在于,所述纵轧的压下量斜率为[0.9,1)。
4.根据权利要求1或3所述的方法,其特征在于,所述所述粗轧包括纵轧,并控制所述纵轧的压下量斜率,包括:
5.根据权利要求1所述的方法,其特征在于,所述所述粗轧包括纵轧,并控制所述纵轧的压下量斜率,包括:
6.根据权利要求1或2所述的方法,其特征在于,所述所述轧制包括粗轧,并控制所述粗轧的单道次压下量上限,包括:
7.根据权利要求1所述的方法,其特征在于,所述对所述热轧板进行冷却,后进行调质处理,得到水电用钢板;其中,所述调质处理包括淬火,并根据所述水电用钢板的厚度以控制所述淬火的冷却段的工艺参数,包括:
8.根据权利要求1所述的方法,其特征在于,所述设定化学成分包括:
9.一种水电用钢板,其特征在于,所述水电用钢板由权利要求1-8任一项所述的方法制备得到。
10.根据权利要求9所述的水电用钢板,所述水电用钢板的厚度四分之一和心部位置的显微组织为回火索氏体和回火马氏体组织,
技术总结本申请涉及水电站用钢技术领域,尤其涉及一种水电用钢板及其制备方法。所述方法包括:对具有设定化学成分的连铸坯进行加热;对加热后的所述连铸坯进行轧制,得到热轧板;其中,所述轧制包括粗轧,并控制所述粗轧的单道次压下量上限,所述粗轧包括纵轧,并控制所述纵轧的压下量斜率;对所述热轧板进行冷却,后进行调质处理,得到水电用钢板;其中,所述调质处理包括淬火,并根据所述水电用钢板的厚度以控制所述淬火的冷却段的工艺参数。本申请内容解决了现有一千兆帕级别高强度水电钢板尤其是厚规格钢板的心部力学性能难以控制的技术问题。技术研发人员:张海,邹扬,王凤会,马长文,李战军,狄国标,李少坡,张跃飞,张学峰,李群受保护的技术使用者:首钢集团有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240619/10991.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表