一种提高近α型钛合金锻件组织性能均匀性的加工方法与流程
- 国知局
- 2024-06-20 14:49:54
本发明涉及金属加工,特别地,涉及一种提高近α型钛合金锻件组织性能均匀性的加工方法。
背景技术:
1、近α型钛合金通常可在较高温度下使用,可满足航空航天飞行器对轻质高温高强材料的需求,是应用在航空航天领域的一种关键材料。为获得良好的性能匹配,需精准调控此类钛合金锻件的晶粒尺寸、初生α相体积分数、α板条尺寸及排列形态等,最重要的调控方式是在两相区进行固溶处理,固溶温度、保温时长和冷却速率是主要的调控参数。
2、然而,近α型钛合金导热性较差,对于截面尺寸较大的锻件,接近表面处的冷却速率远大于心部,导致显微组织存在不均匀性,在力学性能上表现为近表面处强度较高、心部强度较低。为保证心部强度水平达到指标要求,此类厚截面锻件通常在固溶处理时采取油冷甚至水冷的冷却方式,更加剧了锻件不同部位的组织性能不均匀性,影响服役性能。
3、因此,需针对近α型钛合金厚截面锻件优化其固溶处理工艺,提高组织和力学性能均匀性。
技术实现思路
1、本申请优选实施例提供了一种提高近α型钛合金锻件组织性能均匀性的加工方法,以解决现有技术的近α型钛合金厚截面锻件存在不同部位的组织性能不均匀性从而影响服役性能的技术问题。
2、本申请采用的技术方案如下:
3、一种提高近α型钛合金锻件组织性能均匀性的加工方法,包括步骤:
4、s1、在设定的固溶温度下对钛合金锻件进行保温;
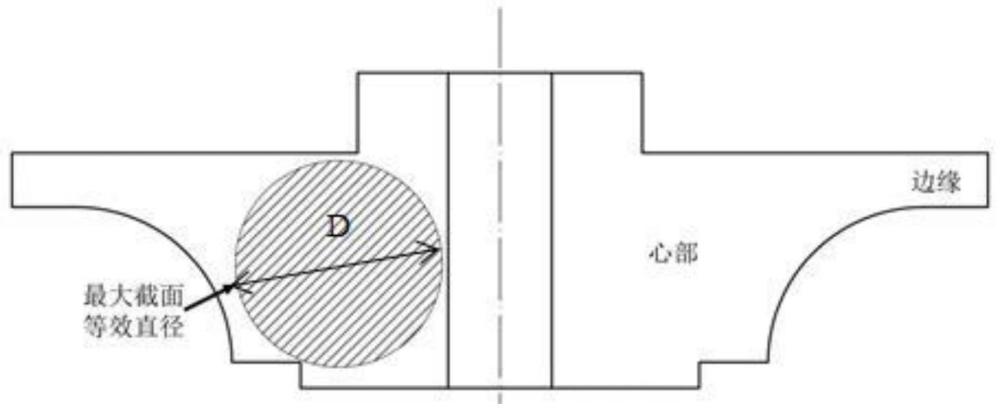
5、s2、出炉后对上述钛合金锻件进行风冷,且风冷时长tfac与钛合金锻件最大截面等效直径d正相关;
6、s3、风冷结束后立即对钛合金锻件进行液冷;
7、s4、液冷后对钛合金锻件按进行时效处理。
8、进一步地,所述的钛合金锻件包括ta15、ta32、ta33、ta37、ta38淬透性较差且对显微组织要求较高的近α型钛合金。
9、进一步地,所述钛合金锻件最大截面等效直径d为60~120mm。
10、进一步地,所述在设定的固溶温度下对钛合金锻件进行保温时,固溶温度为1022℃~1028℃,保温时间为2h。
11、进一步地,风冷时长tfac的计算公式为:
12、tfac=(0.6~0.7)×d
13、式中,风冷时长tfac单位为s,d的单位为mm。
14、进一步地,所述液冷为油冷或水冷。
15、进一步地,所述时效处理具体为:
16、在650℃热透后保温4h,出炉后空冷。
17、相比现有技术,本申请具有以下有益效果:
18、本发明提供了一种提高近α型钛合金锻件组织性能均匀性的加工方法,该方法正视并充分利用近α型钛合金淬透性较差的本征特性,根据近α型钛合金厚截面锻件的不同部位的冷却特性,采用不同冷却方式合理搭配进行热处理,即先结合钛合金锻件最大截面等效直径d进行相应时长的风冷、后进行液冷的冷却方式合理搭配进行热处理,可使近α型钛合金锻件组织性能均匀,显著改善锻件组织性能不均匀的情况,保证锻件的服役性能,扩大近α型钛合金材料在航空发动机上的推广应用,工艺难度较低,可操作性强,将促进从业人员加深对热处理工艺认识,有利于行业技术进步。
19、本申请提供了除了上面所描述的目的、特征和优点之外,本申请还有其它的目的、特征和优点。下面将参照附图,对本申请作进一步详细的说明。
技术特征:1.一种提高近α型钛合金锻件组织性能均匀性的加工方法,其特征在于,包括步骤:
2.根据权利要求1所述的提高近α型钛合金锻件组织性能均匀性的加工方法,其特征在于,所述的钛合金锻件包括ta15、ta32、ta33、ta37、ta38淬透性较差且对显微组织要求较高的近α型钛合金。
3.根据权利要求1所述的提高近α型钛合金锻件组织性能均匀性的加工方法,其特征在于,所述钛合金锻件最大截面等效直径d为60~120mm。
4.根据权利要求1所述的提高近α型钛合金锻件组织性能均匀性的加工方法,其特征在于,所述在设定的固溶温度下对钛合金锻件进行保温时,固溶温度为1022℃~1028℃,保温时间为2h。
5.根据权利要求1所述的提高近α型钛合金锻件组织性能均匀性的加工方法,其特征在于,风冷时长tfac的计算公式为:
6.根据权利要求1所述的提高近α型钛合金锻件组织性能均匀性的加工方法,其特征在于,所述液冷为油冷或水冷。
7.根据权利要求1所述的提高近α型钛合金锻件组织性能均匀性的加工方法,其特征在于,所述时效处理具体为:
技术总结本申请公开了一种提高近α型钛合金锻件组织性能均匀性的加工方法,包括步骤:在设定固溶温度下对钛合金锻件进行保温;出炉后对上述钛合金锻件进行风冷,且风冷时长与钛合金锻件最大截面等效直径D正相关;风冷结束后立即对钛合金锻件进行液冷;液冷后对钛合金锻件按进行时效处理。本申请根据近α型钛合金厚截面锻件的不同部位的冷却特性,采用不同冷却方式合理搭配进行热处理,即先结合钛合金锻件最大截面等效直径D进行相应时长的风冷、后进行液冷的冷却方式合理搭配进行热处理,使近α型钛合金锻件组织性能均匀,显著改善锻件组织性能不均匀的情况,保证锻件服役性能,扩大近α型钛合金材料在航空发动机上的推广应用,工艺难度低,可操作性强。技术研发人员:李钢,彭文雅,李文渊,刘建荣,赵宇,李奎,季显坤受保护的技术使用者:中国航发湖南动力机械研究所技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240619/11042.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表