一种解决SCM820齿轮粗晶的热处理工艺的制作方法
- 国知局
- 2024-06-20 14:51:34
本发明涉及热处理,特别是涉及一种解决scm820齿轮粗晶的热处理工艺。
背景技术:
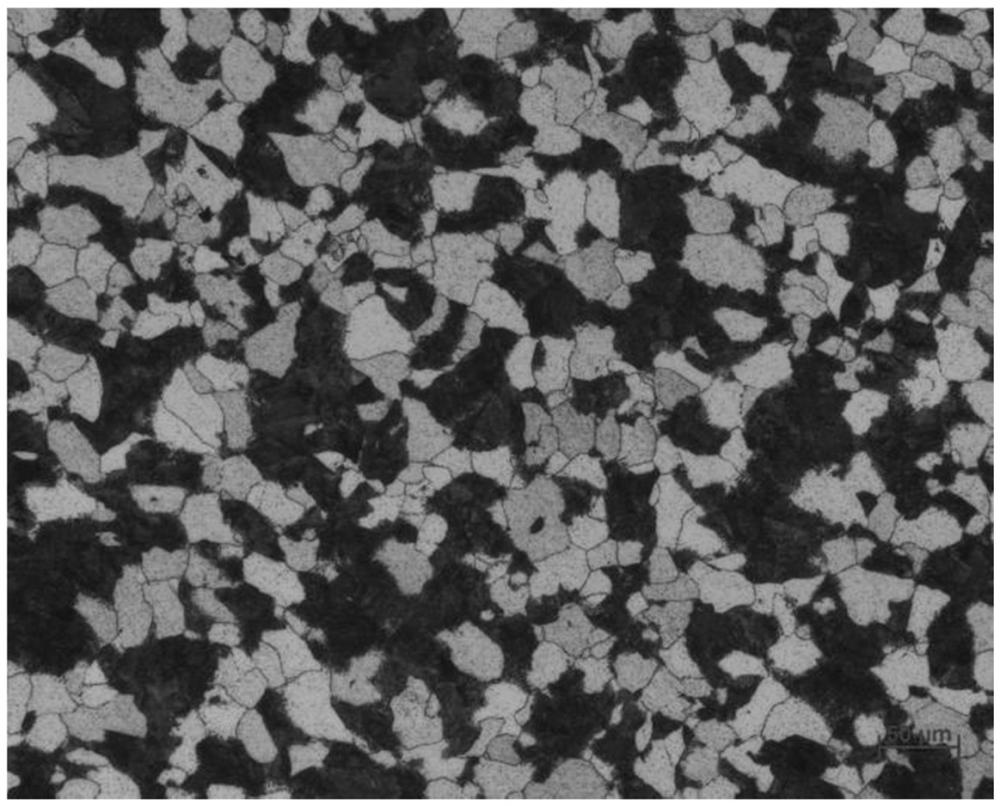
1、scm820为一种特殊进口牌号的齿轮用钢,该材料相对于常用20cr以及20cr2,具有较高硅含量高,其含量达到0.5-0.7%;实际生产中发现,该材料的齿轮在经过等温正火、强渗淬火后,齿轮齿部非强渗区域出现粗大的马氏体组织,影响齿轮的使用性能。
技术实现思路
1、本发明所要解决的技术问题是,克服现有技术的缺点,提供一种解决scm820齿轮粗晶的热处理工艺。
2、为了解决以上技术问题,本发明的技术方案如下:
3、一种解决scm820齿轮粗晶的热处理工艺,该热处理工艺包括等温正火工艺和强渗淬火工艺,其中等温正火工艺和强渗淬火工艺是先后顺序,热处理部分包含这两种工艺,其它为锻造、机加工工序;其中,等温正火工艺依次包括加热保温工艺、风冷工艺和等温保温工艺,齿轮用scm820以及较高硅含量的低碳合金钢。
4、作为本发明的优选技术方案,进一步的:
5、前述的解决scm820齿轮粗晶的热处理工艺:
6、加热保温工艺的温度控制为930-950℃,芯部到温并保温1小时;
7、风冷工艺中,在风冷区内进行整体加热,在进行风冷工艺时,风冷区的风机必须关闭,保持循环风冷却,控制风冷温度450-550℃,且工件在风冷区停留的时间控制在20-30s;
8、等温保温工艺的温度控制为620-650℃,等温时间4-6小时。
9、前述的解决scm820齿轮粗晶的热处理工艺:
10、强渗淬火工艺中,强渗温度选择低于等温正火中加热保温温度10-20℃;
11、淬火温度控制为850-860℃,保温时间30-45分钟。
12、本发明的有益效果是:
13、本发明通过对热处理工艺进行改进,使scm820以及较高硅含量的低碳合金齿轮用钢在经过等温正火以及强渗淬火后消除粗晶现象,获得均匀的细针马氏体,保证齿轮的使用性能。
技术特征:1.一种解决scm820齿轮粗晶的热处理工艺,其特征在于,该热处理工艺包括等温正火工艺和强渗淬火工艺,其中等温正火工艺和强渗淬火工艺是先后顺序,热处理部分包含这两种工艺,其它为锻造、机加工工序;其中,等温正火工艺依次包括加热保温工艺、风冷工艺和等温保温工艺,齿轮用scm820以及较高硅含量的低碳合金钢。
2.根据权利要求1所述的解决scm820齿轮粗晶的热处理工艺,其特征在于:
3.根据权利要求2所述的解决scm820齿轮粗晶的热处理工艺,其特征在于:
技术总结本发明公开了一种解决SCM820齿轮粗晶的热处理工艺,该热处理工艺包括等温正火工艺和强渗淬火工艺,其中等温正火工艺和强渗淬火工艺是先后顺序,热处理部分包含这两种工艺,其它为锻造、机加工工序;其中,等温正火工艺依次包括加热保温工艺、风冷工艺和等温保温工艺,齿轮用SCM820以及较高硅含量的低碳合金钢;本发明通过对热处理工艺进行改进,使SCM820以及较高硅含量的低碳合金齿轮用钢在经过等温正火以及强渗淬火后消除粗晶现象,获得均匀的细针马氏体,保证齿轮的使用性能。技术研发人员:叶德林,蔡冰,季成,朱胜受保护的技术使用者:江苏理研科技股份有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240619/11098.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表