具有优异挤压加工性能与力学性能的镁合金及其制备方法
- 国知局
- 2024-06-20 14:52:01
本发明涉及金属材料及其加工领域,具体涉及具有优异挤压加工性能与力学性能的镁合金及其制备方法。
背景技术:
1、随着新能源汽车、高铁、飞机等交通工业的迅猛发展以及建筑领域工模具材料轻量化技术的发展,镁合金作为最轻的金属结构材料,在上述领域的应用越来越受关注。但与铝合金相比,镁合金的力学性能和塑性加工性能较差。变形镁合金可以获得比铸造状态更高的强度、更好的延展性等更优异的力学性能,从而可以满足更多结构件的需求。其中,挤压加工可以使材料在一次成形过程中承受较大的变形量,而且挤压产品品种多、规格全,可以获得板材、棒材、复杂断面的型材和管材等。此外,挤压加工还可细化镁合金晶粒组织、消除铸锭中的气孔、疏松和缩孔等缺陷,提高材料的强度与塑性。然而与铝合金挤压加工相比,生产相同规格的镁合金挤压材的加工成本比铝合金高 3倍之多,严重限制了其广泛商业化应用。例如,典型商业镁合金 az31 的挤压出口速度在10-20m/min,是典型铝合金的1/5-1/2,且在高速挤压条件下其再结晶晶粒易于长大,力学性能较差。而具有较高强度的az61、az80和zk60合金的挤压速度仅为典型铝合金的1/25-1/10。所以开发具有优异挤压加工性能的镁合金,对推广变形镁合金的应用尤为重要。
2、现有技术中,专利cn101418404公开了一种用于高速挤压的变形镁合金,其组成按质量百分比计为:al 5-7%、zn 2-3%、mn 7-9%、li 3-4%、zr 1-3%,其余为镁及不可避免杂质。该镁合金的挤压速度可以达到20m/min,抗拉强度248-275mpa,屈服强度142~178mpa,延伸率18~23.8%,合金中mn含量达到7-9%,合金中添加元素总含量高达26%且含有较多的贵元素(li 3~4%、zr 1~3%),这间接的增加了合金的熔炼难度和生产成本,并且最终所得材料的力学性能仍然偏低。专利cn104032195a公开了一种可高效挤压低成本高性能导热镁合金及其制备方法,其化学成分重量百分比为:0.1~0.8wt% al,0.1~0.6wt%ca,0.1~0.6wt%mn,0.05~0.4wt%la,其余为mg。该专利可采用出口最高速度不小于 20m/min的快速挤压工艺生产,挤出材料屈服强度约为180mpa,力学性能不足且挤压材中含有一定含量的贵重稀土元素la。专利cn114540683a公开了一种微合金化的耐腐蚀低成本镁合金及其制备方法,所述镁合金成分质量百分比为:铝:0.55-1.2%,锰:0.5-0.65%,锌:0-0.4%,钙:0.01-0.03%,其余为镁、添加元素和不可避免的杂质;所述的添加元素为钐、镧中的一种或两者组合,加入量按质量百分比计为:钐:0.01-0.2%,镧:0.01-0.2%。相应合金可在挤压比为20-150:1,挤压速度为20-70m/min进行挤压成型。但合金力学性能较低,屈服强度达到215mpa,延伸率为10.9%。为获得性能较好的合金,合金中还需要添加sm、la等稀土元素,且需要在挤压加工后进行固溶和时效热处理,加工成本和材料成本高。zl 201510675184.6公开了一种可高速挤压的变形镁合金,该合金为mg-bi-al-zn-mn镁合金,其组分的质量百分比为:bi 2~10wt%、al 0.5~5wt%、zn 0.1~2wt%、mn 0.1~1.0wt%,其余为镁,获得了力学性能较好的高速挤压镁合金,但合金中主要合金化元素bi的密度较大,价格也较高。
3、针对现有大部分变形镁合金挤压加工性能不足或挤压材的力学性能不高或加工成本和材料成本过高等问题,如何降低成本、简化生产工艺获得具有优异挤压加工性能与力学性能的镁合金是目前亟待解决的技术难题,对推进镁合金的应用具有重要的经济和社会意义。
技术实现思路
1、本发明针对现有技术存在的大部分镁合金挤压加工性能差或挤压材的力学性能不高或加工成本和材料成本过高等不足,提出一种具有优异挤压加工性能与力学性能的镁合金及其制备方法。
2、具有优异挤压加工性能与力学性能的镁合金,其特征为组分质量百分比为:sb:0.5~6%,其余为镁、添加元素和不可避免的杂质,所述的添加元素为mn、ca、zn、al中的任意一种,或至少两种的组合,加入量按百分比计为:mn:0.25~0.7%,ca:0.1~1%,zn:0~1.1%,al:0~2.8%。
3、本发明还提供了具有优异挤压加工性能与力学性能的镁合金的制备方法,其特征为包括以下步骤:
4、(1)熔炼:将镁合金熔炼炉及坩埚清理,并加热至400~500℃预热0.3-2小时,在保护气体或覆盖剂的保护下,加入纯镁,在680-780℃加热熔化;然后加入纯sb或mg-sb中间合金,待其完全熔化后,随后依次加mg-mn中间合金、mg-ca中间合金、纯zn、纯al中的任意一种,或至少两种的组合,待其熔化后搅拌均匀,然后调整温度后,进行精炼除气和清渣,静置5-100min,获得合金熔体;
5、(2)浇注:采用砂型铸造、金属模铸造或半连续铸造的方式,将熔炼均匀的镁合金熔体进行浇注,获得铸态合金锭;
6、(3)热处理:将步骤(2)制得的合金铸锭在热处理炉中进行热处理,热处理温度为160~530℃,时间为0.5~48小时,然后以空气冷却或水冷方式冷却至室温;
7、(4)挤压加工:将热处理后的坯料切割成相应的规格并去掉表面氧化皮,然后加热到挤压温度后放入变形模具中进行热挤压加工,挤出变形速度为0.1~70m/min,挤压比为5~100:1,挤压温度为180℃-510℃,热变形后的坯料直接冷却到室温,获得所述的镁合金材料。
8、优选地,步骤(1)所述的保护气体可以为:ar与sf6的混合气体、sf6与co2的混合气体、ar、sf6、co2三者的混合气体。
9、优选地,步骤(1)所述的覆盖剂可以为rj-5或者rj-2。
10、优选地,步骤(1)所述的mg-sb中间合金为mg-15sb中间合金,mg-mn中间合金为mg-5mn中间合金,mg-ca中间合金为mg-20ca中间合金。
11、优选地,步骤(2)所述的搅拌为机械搅拌或吹氩气搅拌或电磁搅拌或其组合。
12、优选地,步骤(2)所述的精炼可以为加入精炼剂精炼或吹入氩气精炼或其组合。
13、优选地,步骤(3) 所述的热处理为单级热处理或双级热处理,其中单级热处理是在160~410℃之间的某一恒定温度进行0.5~20小时保温,然后冷却;双级热处理是先在400~430℃之间的某一恒定温度进行5~24小时热处理,然后升温至450~530℃之间的某一温度进行1-24小时的高温热处理。
14、优选地,步骤(4) 所述的模具为用于成形板材,或者棒材,或者管材,或者线材,或者型材的模具。
15、优选地,步骤(4)所述的变形加工后进行的冷却可以为空气中自然冷却、喷水雾强制冷却、或者吹气流强制冷却。
16、本发明的镁合金属于具有优异挤压加工性能的mg-sb系合金,以sb为主要合金化元素,sb元素能与合金中的镁原位生成高熔点mg3sb2相(熔点为1245℃),其熔点高于已有技术(zl 201510675184.6)中mg3bi2相(熔点为823℃),热稳定性高,且mg-sb合金富镁端共晶温度高(629℃),从而可以保障合金在高速挤压条件下不会因实际温度上升而导致合金基体或者第二相的熔化,且sb价格较bi更为低廉;此外,本发明的合金化元素在合金凝固过程中,可以以溶质的方式或形成第二相的方式细化铸态晶粒组织。挤压过程中,细化后坯料中的大量的晶界可以提供更多再结晶形核位置,以晶界诱导形核的方式促进动态再结晶;原位生成的高熔点含sb第二相,可以颗粒激发形核和方式促进动态再结晶,并钉扎再结晶晶界的移动,抑制再结晶晶粒的长大,从而获得细小的再结晶晶粒组织。另一方面,当合金受外力时,基体中弥散分布第二相颗粒可以阻碍位错运动,与细晶强化作用一起,协同提高合金的力学性能。此外,由于制备过程是非平衡过程,合金基体中还会固溶有sb元素和其与添加元素的组合,这些固溶元素,可以改善合金的挤压加工性能抑制再结晶晶粒长大,同时自身还可以起到固溶强化的作用。
17、与现有技术相比,本发明的有益效果在于:
18、1) 本发明的镁合金以sb元素作为主要合金元素,通过简单的合金化手段,原位内生大量高热稳定性的mg3sb2相,避免合金在挤压过程中因集体或者第二相熔化导致的开裂,在该合金系列中开发出具有优异挤压性能的镁合金,最高挤压速度可以达到70m/min,挤压加工温度窗口宽(180℃-510℃)。
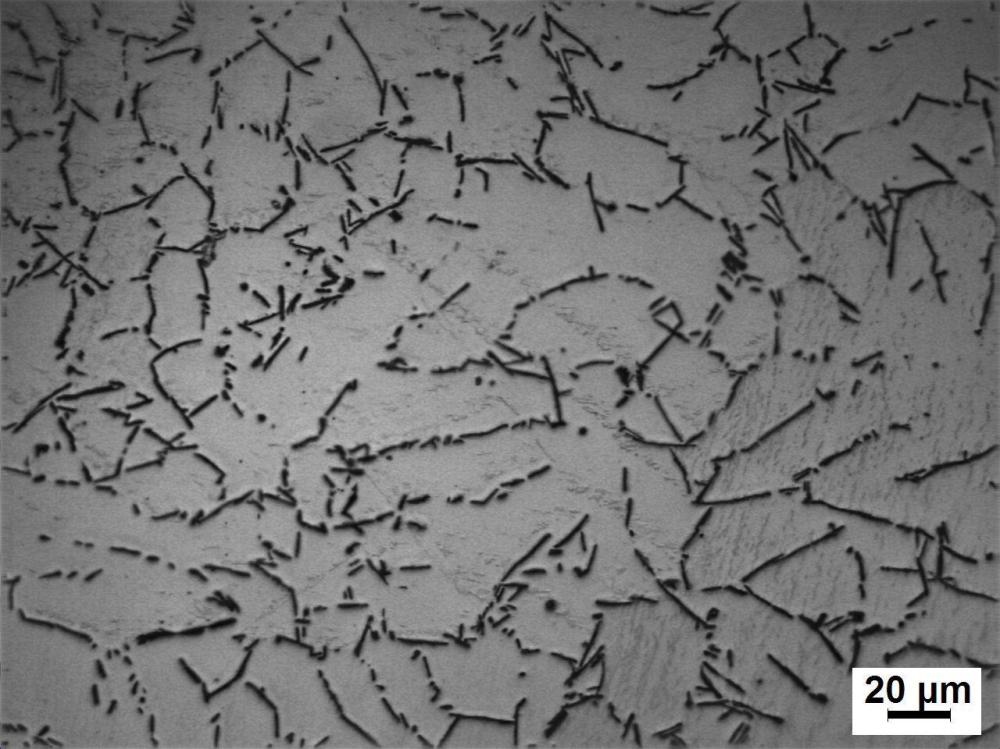
19、2) 本发明所制备挤压材晶粒细小,晶粒尺寸大部分在30μm以下。结合合金中微/纳双尺度第二相的强化作用以及固溶原子的固溶强化作用,可以使最终的挤压材具有良好的强度和塑性匹配。
20、3) 本发明合金在高挤出速度条件下具有高强度,在35m/min挤出速度下仍可以保持330 mpa以上的高抗拉强度。
21、4) 本发明的镁合金坯料制备工艺简单,主要合金元素的原料之一金属sb的熔点较低(650℃左右),其他原料用中间合金也易于制备且容易熔解到镁熔体中,现有的熔炼及挤压设备均可制备,不需额外改进,对设备要求低。
22、5)本发明镁合金制备工艺简单,由于合金中高热稳定性的mg3sb2相及其他元素形成的强化相颗粒是原位生成的,所以现有的镁合金熔炼、热处理和挤压设备都可对其进行加工,无需额外改进,对生产设备的要求低。并且,本发明所开发合金中的主要第二相mg3sb2相具有1000℃以上的高熔点,可以提高合金中合金相的初始熔化温度,使得合金可以在更高的温度(可高达510℃)下进行热机械加工,从而减少热机械加工的变形抗力,设备简单,生产效率高。
23、6) 本发明中合金挤压后不需要热处理,挤压态即可获得良好的力学性能,简化生产工艺,降低能耗和生产成本,同时提高了加工效率。
24、7)本发明镁合金不含稀土等贵重金属,用于原位生成高热稳定性的mg3sb2相的金属sb价格低廉(金属sb每公斤只用60元左右),其他合金元素用中间合金也成本低廉,合金成本低,可以广泛用于生产车窗框架、座椅骨架等汽车部件,还可以挤压成棒材,作为航空航天领域的轻量化零部件坯料。
本文地址:https://www.jishuxx.com/zhuanli/20240619/11116.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表