一种金刚石衬底的表面处理方法与流程
- 国知局
- 2024-06-20 14:55:42
本技术涉及一种金刚石衬底的表面处理方法,属于金刚石表面处理。
背景技术:
1、金刚石作为一种具有极高硬度和硬脆特性的材料,广泛应用于各个领域,如电子、光学、工具加工等。目前需要对金刚石晶体进行切割、研磨、抛光等工序才能够对金刚石进行工业化利用。金刚石表面的微小不平整和杂质会影响其光学和电子性能,金刚石晶片经过研磨、抛光除去杂质和提高表面平整度之后才能够进行应用。
2、目前传统的研磨方式往往无法有效去除金刚石衬底上的杂质或实现精细的表面加工,因此在研磨的过程中会不可避免的导致金刚石的剥离、开裂或表面破损,限制了金刚石衬底的进一步应用,降低研磨成品率。并且由于研磨后的金刚石衬底还要进行抛光工序,因此研磨工序也在一定程度上影响后续抛光效果。
3、另外由于金刚石的硬度极高,传统的抛光的方法往往无法实现对金刚石表面的原子级粗糙度的控制,因此极大地限制了金刚石的应用。目前一些研究人员采用芬顿试剂对硅、碳化硅、氮化镓等材料进行抛光,利用亚铁离子与双氧水的氧化性对材料表面进行氧化抛光。然而,芬顿试剂中,亚铁离子与双氧水的氧化速度极快,将其用于金刚石衬底的抛光时一是会使得反应初期氧化速度极快,使得抛光工艺无法与氧化速度匹配,无法实现均匀抛光;二是随着亚铁离子的急剧消耗,反应难以长时间维持,使得抛光难以有效进行。上述两种情况均使得金刚石衬底的表面不平整,抛光效果差,难以实现金刚石表面原子级粗糙度的控制。
4、故目前急需一种既能够提高成品率又能够实现表面原子级粗糙度的金刚石衬底的表面处理方法。
技术实现思路
1、为了解决上述问题,提供了一种金刚石衬底的表面处理方法,该方法首先采用含有双氧水的研磨液与固定有金刚石微粉的研磨盘相互协同,能够实现对金刚石衬底的均匀且高效研磨,显著降低金刚石衬底研磨后的金刚石衬底的粗糙度并提高成品率;之后通过在抛光液中使用微溶于水的铁盐来实现铁源的供给,能够在双氧水的存在下实现羟基自由基的稳定供应,从而实现金刚石表面杂质的有效去除,实现对金刚石表面的原子级粗糙度的控制。
2、本技术提供了一种金刚石衬底的表面处理方法,包括下述步骤:
3、(1)研磨:将待研磨金刚石衬底固定于研磨盘上,所述研磨盘上固定有金刚石微粉,将研磨液通入待研磨金刚石衬底和研磨盘之间,采用研磨机对待研磨金刚石衬底进行研磨得到待抛光金刚石衬底,所述研磨液包括重量比为(0.08~0.15):(0.08~0.15):(0.05~0.10):1的金刚石微粉、碳化硼微粉、双氧水和水;
4、(2)抛光:将待抛光金刚石衬底固定并放置于抛光布上,将抛光液通入待抛光金刚石衬底和抛光布之间,采用抛光机对待抛光金刚石衬底进行抛光,所述抛光液包括重量比为(0.02~0.1):(0.02~0.1):(0.05~0.1):1的金刚石微粉、三价铁盐、双氧水和水;
5、步骤(1)和(2)中,所述双氧水中过氧化氢的浓度为30%。
6、研磨过程中氧化性研磨液与金刚石表面发生化学反应,去除金刚石衬底表面的不良区域,固定有金刚石微粉的研磨盘则对研磨过程提供了足够的力量与稳定性,确保研磨过程的顺利进行。因此该研磨方法采用具有氧化性的研磨液与固定有金刚石微粉的研磨盘相互协同,实现对金刚石衬底的均匀且高效研磨。该研磨液为一种具有氧化性的研磨液,其具有较高的化学活性,能够与金刚石表面形成氧化反应,通过与金刚石表面的反应,以使得研磨液能够有效软化金刚石,从而提高研磨效果,并降低对金刚石的伤害,避免金刚石发生剥离、开裂或表面破损的现象。
7、该研磨液中添加的双氧水作为氧化性成分,能够对金刚石衬底表面进行软化,若双氧水的含量增加,对金刚石衬底的氧化效果提升有限,但会导致成本的增加,并且还会导致金刚石微粉的含量降低,进而一定程度上降低研磨效果,若双氧水含量降低,则对金刚石衬底表面的软化作用下降,难以有效实现对金刚石衬底的研磨,降低最终的研磨效果。研磨液中的金刚石微粉作为主研磨料,其起到对金刚石表面进行去除的作用,碳化硼微粉作为固体分散剂加入在其中,起到对金刚石分散的作用,从而提高金刚石微粉对金刚石衬底的研磨效果。金刚石微粉的含量影响对金刚石衬底的研磨效果,若金刚石微粉含量过小,则对金刚石衬底的去除速率变慢,延长研磨时间,增加金刚石衬底的生产成本,若金刚石微粉的含量过多,则金刚石微粉易在研磨液中团聚,导致研磨效果下降。
8、研磨液中碳化硼微粉的含量影响对金刚石微粉的分散效果,进而间接影响研磨效果,若碳化硼微粉的含量过少,则对金刚石微粉的分散效果下降,使得部分金刚石微粉发生团聚,从而降低研磨效果;若碳化硼微粉含量过多,一是会增加研磨成本,二是会导致研磨液中金刚石微粉的比重下降,也会降低去除速率,延长研磨时间。
9、上述抛光过程中,采用能够稳定产生羟基自由基的抛光液,结合抛光布的抛光能够金刚石衬底进行快速且均匀的抛光,并且根据具体要求,可实现不同程度的表面粗糙度控制。本技术的抛光液中三价铁盐微溶于水,因此随着铁盐的溶解速度能够实现铁源的稳定供给,其与双氧水反应能够实现羟基自由基的稳定供应,故能够通过三价铁盐和双氧水的结合控制抛光液对金刚石衬底表面的氧化速度,结合抛光工艺实现对金刚石表面的原子级粗糙度的控制。能够快速高效的去除微小的不平整和杂质,使金刚石表面更加光滑。双氧水作为抛光液中的氧化性成分,本身也能够对金刚石表面进行软化,使其易于抛光,还能够与三价铁盐反应得到氧化性更强的羟基自由基从而对金刚石表面进行氧化,提高抛光效果。若抛光液中双氧水的量过多,则对金刚石表面的软化及与三价铁盐的反应提升有限,但会导致成本的增加,并且也会降低金刚石微粉的含量,进而一定程度上降低抛光效果;若双氧水的量过少,则对金刚石表面的软化作用下降,并且使得羟基自由基的含量也下降,从而难以实现对金刚石衬底的高效抛光,并使得抛光后金刚石衬底的表面粗糙度上升,难以得到原子级粗糙度的金刚石衬底。
10、抛光液中的金刚石微粉用于去除金刚石衬底表面的杂质,降低金刚石衬底的表面粗糙度,金刚石微粉的含量影响金刚石衬底的抛光效果,若金刚石微粉含量过小,则对金刚石衬底的去除速率变慢,延长抛光时间,增加金刚石衬底的生产成本,若金刚石微粉的含量过多,则金刚石微粉易在抛光液中团聚,导致抛光效果下降。
11、可选地,述研磨液中金刚石微粉的粒径为5~15μm,所述碳化硼微粉的粒径为5~15μm;
12、优选的,所述研磨液中金刚石微粉的粒径为7~10μm,所述碳化硼微粉的粒径为5~10μm。
13、若金刚石微粉的粒径过小,一是对金刚石衬底的去除速率变弱,研磨效率下降,导致金刚石衬底的生产成本上升;二是粒径过小更易团聚,则碳化硼微粉对金刚石微粉的分散作用不佳,导致对金刚石衬底的研磨效果变差,使得金刚石衬底的表面粗糙度差异性增大。若金刚石微粉的粒径过大,则会提高对金刚石衬底的去除速率,但是会使得金刚石衬底表面粗糙度变大,研磨效果变差,并且可能会使得金刚石衬底表面破损。
14、若碳化硼粒径过小,则降低金刚石微粉与待研磨衬底的接触面积,进而削弱研磨效果;若碳化硼粒径过大,则金刚石粉的分散效果差,导致研磨效果变差。
15、上述金刚石微粉及碳化硼微粉的粒径设置能够保证金刚石微粉有效分散的同时,保证金刚石微粉的研磨效果。
16、可选地,所述研磨液中金刚石微粉和所述碳化硼微粉的重量比为1:1。
17、上述金刚石微粉和碳化硼微粉的粒径及重量比之下,能够使得研磨液中金刚石微粉对金刚石衬底的研磨效果最佳,从而在双氧水的氧化及研磨机的作用下快速、高效的对金刚石衬底进行研磨。
18、可选地,所述研磨盘上金刚石微粉的粒径为10~40μm。
19、研磨盘上金刚石微粉的粒径比研磨液中金刚石微粉的粒径要大,在研磨过程中,其能够与研磨液中金刚石微粉相互协同,既实现对金刚石衬底不良区域的去除,又能够降低研磨后金刚石衬底的表面粗糙度,提高研磨效果,有利于后续抛光工序的顺利进行。
20、可选地,所述抛光液中金刚石微粉的粒径为0.5~1μm。
21、抛光液中若金刚石微粉的粒径过小,则抛光去除速度变低,延长抛光时间,增加金刚石衬底的生产成本,并且还会增加金刚石微粉团聚的概率,使得抛光后金刚石衬底的表面粗糙度差异性增大;若金刚石微粉的粒径过大,则会使得金刚石衬底的表面粗糙度增大,且易对金刚石衬底表面产生损伤,降低最终的抛光效果。
22、可选地,所述抛光液中三价铁盐选自氢氧化铁、氯化铁、硫酸铁、硝酸铁、磷酸铁、乙酸铁中的至少一种。
23、优选的,所述三价铁盐选自氯化铁、硫酸铁、硝酸铁中的至少一种。该三种三价铁盐更容易控制抛光液中羟基自由基的生产速率及氧化速度,相比于其他铁盐的抛光效果更好,并且不会引入杂质,使得金刚石衬底的表面粗糙度显著下降。
24、可选地,所述所述抛光过程中需补加双氧水,所述双氧水的补加量为1~10ml/min。
25、在上述抛光液的基础上,结合抛光过程中定量补加双氧水,能够保证抛光过程中对金刚石衬底表面进行软化并实现羟基自由基的稳定供应,从而实现对金刚石衬底表面杂质及表面损伤层的高效、均匀去除,能够适用于对各种尺寸的金刚石衬底进行抛光,以实现原子级的表面粗糙度。
26、可选地,所述研磨机对待研磨金刚石衬底施加的压强为100~300g/cm-2,所述研磨盘的转速为10~100rpm。
27、可选地,所述待抛光金刚石衬底所受压强为100~600g/cm-2,优选为350~450g/cm-2,所述抛光布设置在抛光盘上,所述抛光盘的转速为30~100rpm。
28、可选地,所述研磨液的流量为0.01~1l/min,所述抛光液的流量为0.01~1l/min。
29、研磨中的研磨压力、转速及研磨液流量工艺参数与研磨液组分、研磨盘的特殊设置相匹配,从而实现对金刚石衬底的高效、稳定研磨,并提高批量化研磨的金刚石衬底的表面一致性,有利于批量化研磨金刚石衬底;抛光中金刚石衬底所受压强较大,其是与抛光液中产生的羟基自由基的速度相匹配的,该压强和转速及流量与抛光液成分及补加的双氧水的量相互协同,从而实现对金刚石衬底的高效、稳定抛光,并提高批量化抛光的金刚石衬底的表面一致性,有利于金刚石衬底的工业化生产。
30、可选地,研磨完成后金刚石衬底的表面粗糙度ra<100nm,ttv<10μm。
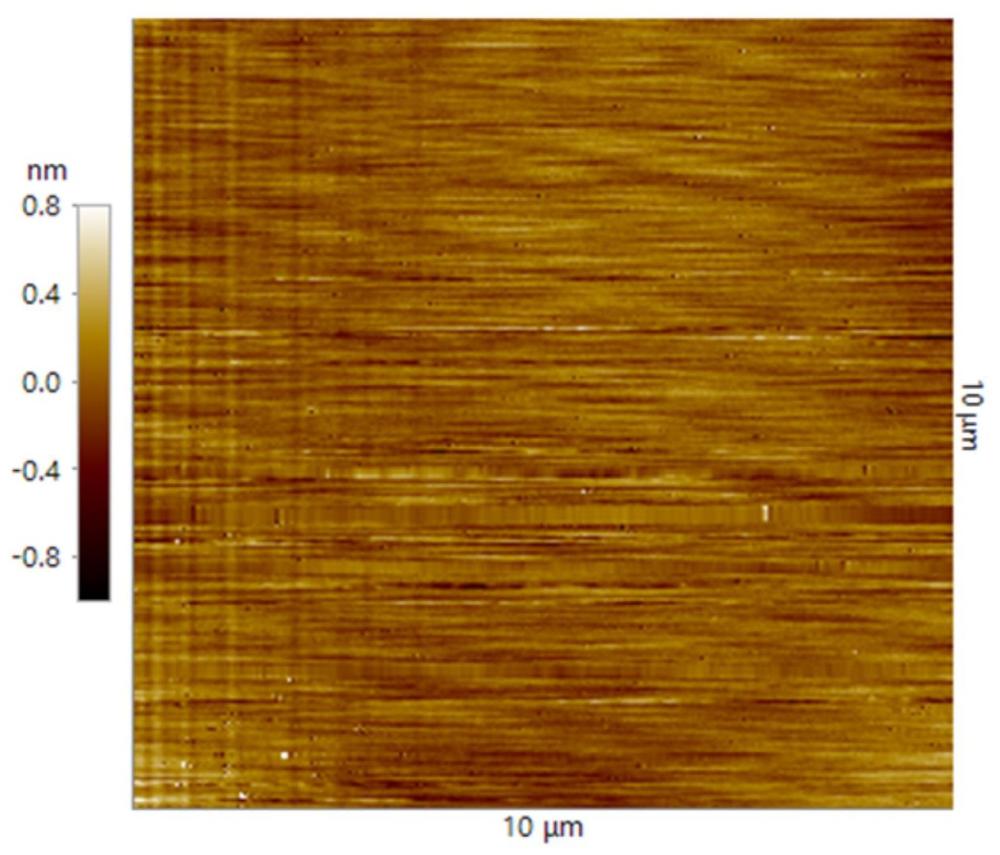
31、可选地,抛光完成后金刚石衬底的表面粗糙度ra<20nm,ttv<10μm。
32、本技术的有益效果包括但不限于:
33、1.本技术金刚石衬底的表面处理方法,采用的研磨液具有较高的化学活性,能够与金刚石表面形成氧化反应,通过与金刚石表面的反应,氧化性研磨料能够有效软化金刚石,从而提高研磨效果;采用的抛光液中含有三价铁盐和双氧水,二者能够反应生成氧化性较强的羟基自由基,通过该羟基自由基对金刚石衬底的表面进行氧化,从而在抛光过程中实现对表面杂质和不平整区域的去除,使金刚石表面更加光滑。
34、2.本技术金刚石衬底的表面处理方法,研磨过程中采用固定有金刚石微粉的研磨盘作为研磨工具,其具有较高的硬度和耐磨性,能够提供足够的研磨力量和稳定性,确保研磨过程的顺利进行。
35、3.本技术金刚石衬底的表面处理方法,研磨过程中采用具有氧化性的研磨液和固定有金刚石微粉的研磨盘能够相互协同,在适当的研磨压力和转速下可实现对金刚石衬底均匀且高效的研磨,降低研磨后金刚石衬底的表面粗糙度及提高金刚石衬底的表面均匀性,便于后续抛光工序的顺利进行,并拓宽了金刚石衬底的应用范围,适用于工业化推广使用。
36、4.本技术金刚石衬底的表面处理方法,抛光过程中在抛光液成分改进的基础上结合定量补加双氧水的方式能够实现羟基自由基的稳定供应,从而实现对金刚石表面的原子级粗糙度的控制。
本文地址:https://www.jishuxx.com/zhuanli/20240619/11255.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表