一种球墨铸铁材料、制备方法及球墨铸铁制造件
- 国知局
- 2024-06-20 14:56:59
本发明涉及金属材料及制造,具体为一种球墨铸铁材料、制备方法及球墨铸铁制造件。
背景技术:
1、增加球墨铸铁中石墨球的数量和减少球墨铸铁中石墨球间距的大小,对提升球墨铸铁的减摩耐磨性能、抗铝液腐蚀性能和力学性能的韧性等都有极大的有益作用,从而会极大的提升球墨铸铁制造的诸如减摩耐磨的摩擦副零件、铝合金压铸模具、铝液虹吸管等的使用性能和服役寿命,这对促进相关产业的技术进步具有重大的实用意义。然而,现有球墨铸铁件或型材中石墨球均是通过凝固获得的,属于高温液相中析出的共晶石墨球。由于是在高温的液相中形成,高温液相中的原子扩散速度快,所以得到的石墨球一般比较粗大且相邻两石墨球间距较远。例如即使是国标gb/t9441-2021中规定的石墨球直径最高等级的8级标准,其石墨球直径仍可达15um,相邻两石墨球的间距可达50um以上,这满足不了高减摩耐磨性能的摩擦副零件、长寿面的铝合金压铸模具等对其提出的石墨球大小和间距方面的要求。为此,获得具有更小直径的石墨球和相邻两石墨球间距更小的球墨铸铁件,对高性能球墨铸铁件的制造和应用具有极大的意义。
2、对现有的铸铁材料而言,众所周知的是:固态相变即热处理不能改变其中石墨的形态、大小和分布;铸铁材料进行石墨化退火,其获得的石墨形态,对白口铸铁是团絮状,而其他的灰口铸铁材料,石墨化退火形成的石墨一般都是依附在原来凝固获得的共晶石墨上,不形成新的石墨晶核和晶粒。即:对现有的除白口铸铁以外铸铁材料进行热处理,仅使得原有的石墨尺寸长大,而不会使得石墨的数量发生变化。
3、基于以上叙述,现有的铸铁材料中的石墨基本都是粗大的共晶团石墨,即使是进行石墨化退火处理,也不能在铸铁中重新形成新的石墨晶核,仅使得原有的共晶团石墨尺寸变大。这就限制了高石墨密度数和小石墨间距、具有高减摩耐磨性能和优异抗铝液腐蚀性能的铸铁型材或铸件的获得。
技术实现思路
1、针对现有技术中存在的铸铁材料中的由于石墨密度数小和石墨间距大,导致的铸铁型材或铸件性能差,寿命低的问题,本发明提供一种球墨铸铁材料、制备方法及球墨铸铁制造件。
2、为达到上述目的,本发明采用以下技术方案予以实现:
3、本发明提供一种球墨铸铁材料的制备方法,包括以下步骤:
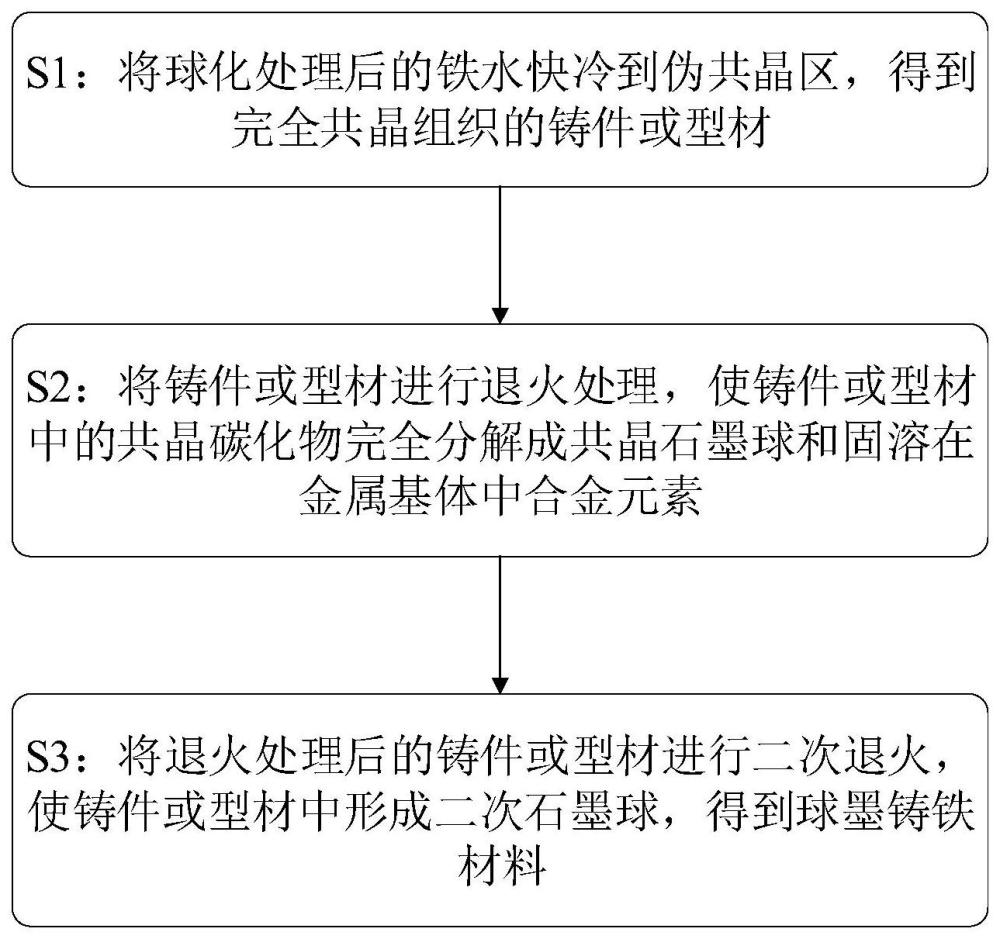
4、s1:将球化处理后的铁水快冷到伪共晶区,得到完全共晶组织的铸件或型材;
5、s2:将铸件或型材进行退火处理,使铸件或型材中的共晶碳化物完全分解成共晶石墨球和固溶在金属基体中合金元素;
6、s3:将退火处理后的铸件或型材进行二次退火,使铸件或型材中形成二次石墨球,得到球墨铸铁材料。
7、进一步地,所述铸件或型材按质量百分比计包括以下组分:3.5%~3.8%的c、2.0%~2.7%的si、0.5%~1.0%的cr、1.0%~3.0%的mo或w、0.5%~1.0%的v、2.0%~5.0%的ni、0.40%~0.80%的mn、≤0.1%的p、0.03%~0.05%的mg残留、0.01%~0.03%的ce和≤0.02%的s,余量为fe和不可避免的杂质。
8、优选地,s1中快冷速率≥50℃/s。
9、进一步地,s2中退火处理的方法为:将铸件或型材升温至950℃~1050℃,保温8~12h,然后,出炉淬火或空冷到室温,完成退火处理。
10、优选地,将铸件或型材升温至950℃~1050℃的升温速率为300℃/h~500℃/h。
11、进一步地,s3中二次退火的方法为:将退火处理后的铸件或型材再次升温至680℃~730℃,保温8~12h,然后出炉空冷至室温,完成二次退火。
12、优选地,将退火处理后的铸件或型材再次升温至680℃~730℃的升温速率为300℃/h~500℃/h。
13、优选地,所述二次石墨球的直径为共晶石墨球直径的比为1:(10~50),二次石墨球的数量为共晶石墨球数量的10~50倍。
14、一种球墨铸铁材料,利用上述的方法制备。
15、一种球墨铸铁制造件,包括上述的球墨铸铁材料。
16、与现有技术相比,本发明具有以下有益效果:
17、本发明一种球墨铸铁材料的制备方法,该方法通过将球化处理后的铁水快冷到伪共晶区,得到完全共晶组织的铸件或型材,此时铸件或型材的铸态组织为金属基体加快冷到伪共晶区过程中形成的细小的共晶碳化物以及铁水凝固得到的粗大共晶石墨球。然后将铸件或型材进行退火处理,使铸件或型材中的共晶碳化物完全分解成共晶石墨球和固溶在金属基体中合金元素;最后,通过将退火处理后的铸件或型材进行二次退火,使铸件或型材中形成二次石墨球;总的来说本发明通过两次退火处理使铸态的共晶碳化物完全石墨化,并以细小的二次石墨球形式析出,同时使得铸态过饱和的金属固溶体中的碳也以细小的二次石墨球形式析出,使最终获得得到球墨铸铁材料组织包括金属基体、铁水凝固得到的粗大共晶石墨球和固态相变形成的细小二次石墨球。由于通过该方法制备的球墨铸铁材料内部产生了大量的二次石墨球,故相邻两石墨球的间距小,因而具有摩擦系数小、抗铝液腐蚀性能高、强韧性好等优点,是机械传动中一种摩擦性能优良的摩擦配副零件制造材料、铝合金压铸模具的理想材料和长寿铝液虹吸管的优选材料,对推动上述领域的技术进步具有实际意义,同时对上述领域的产业发展具有显著的经济效益。
18、所述铸件或型材按质量百分比计包括以下组分:3.5%~3.8%的c、2.0%~2.7%的si、0.5%~1.0%的cr、1.0%~3.0%的mo或w、0.5%~1.0%的v、2.0%~5.0%的ni、0.40%~0.80%的mn、≤0.1%的p、0.03%~0.05%的mg残留、0.01%~0.03%的ce和≤0.02%的s,余量为fe和不可避免的杂质。通过对c的凝出有白口作用,但白口作用不太明显的元素mo或w的选择及其含量的设计,实现对凝固过程中c的石墨化和碳化物析出大小和数量的控制,同时利用凝固析出的碳化物在石墨化热处理过程中的变化,实现部分c的固溶,并在冷却过程中,利用ni的石墨化作用,使得固溶的c以细小的二次石墨形式析出;同时,利用cr、v等碳化物形成元素在石墨化后的固溶,控制固溶c的扩散速度,降低二次析出的石墨球的生长速度,实现二次石墨球的细化,进一步增加二次石墨球的数量。
19、本发明提供一种利用上述方法制备的球墨铸铁材料。该球磨铸铁材料的金相组织内部含有大量的共晶石墨球和大量细小的二次石墨球,由于二次石墨球的出现,使相邻石墨球之间的间距大大降低,以满足不高减摩耐磨性能的摩擦副零件、长寿面的铝合金压铸模具等对其提出的石墨球大小和间距方面的要求。
20、本发明还提供一种包括上述石墨铸铁材料的球墨铸铁制造件,该制造件具有摩擦系数小、抗铝液腐蚀性能高和强韧性好等优点。
技术特征:1.一种球墨铸铁材料的制备方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的球墨铸铁材料的制备方法,其特征在于,所述铸件或型材按质量百分比计包括以下组分:3.5%~3.8%的c、2.0%~2.7%的si、0.5%~1.0%的cr、1.0%~3.0%的mo或w、0.5%~1.0%的v、2.0%~5.0%的ni、0.40%~0.80%的mn、≤0.1%的p、0.03%~0.05%的mg残留、0.01%~0.03%的ce和≤0.02%的s,余量为fe和不可避免的杂质。
3.根据权利要求1所述的球墨铸铁材料的制备方法,其特征在于,s1中快冷速率≥50℃/s。
4.根据权利要求1所述的球墨铸铁材料的制备方法,其特征在于,s2中退火处理的方法为:将铸件或型材升温至950℃~1050℃,保温8~12h,然后,出炉淬火或空冷到室温,完成退火处理。
5.根据权利要求4所述的球墨铸铁材料的制备方法,其特征在于,将铸件或型材升温至950℃~1050℃的升温速率为300℃/h~500℃/h。
6.根据权利要求1所述的球墨铸铁材料的制备方法,其特征在于,s3中二次退火的方法为:将退火处理后的铸件或型材再次升温至680℃~730℃,保温8~12h,然后出炉空冷至室温,完成二次退火。
7.根据权利要求6所述的球墨铸铁材料的制备方法,其特征在于,将退火处理后的铸件或型材再次升温至680℃~730℃的升温速率为300℃/h~500℃/h。
8.根据权利要求1所述的球墨铸铁材料的制备方法,其特征在于,所述二次石墨球的直径为共晶石墨球直径的比为1:(10~50),二次石墨球的数量为共晶石墨球数量的10~50倍。
9.一种球墨铸铁材料,其特征在于,利用权利要求1-8任一项所述的方法制备。
10.一种球墨铸铁制造件,其特征在于,包括权利要求9所述的球墨铸铁材料。
技术总结本发明涉及金属材料及制造技术领域,尤其涉及具体为一种球墨铸铁材料、制备方法及球墨铸铁制造件,通过将球化处理后的铁水快冷到伪共晶区,得到完全共晶组织的铸件或型材;然后将铸件或型材进行退火处理,使铸件或型材中的共晶碳化物完全分解成共晶石墨球和固溶在金属基体中合金元素;最后,通过将退火处理后的铸件或型材进行二次退火,使铸件或型材中形成二次石墨球,得到球墨铸铁材料。由于球墨铸铁材料内部产生了大量的二次石墨球,故相邻两石墨球的间距小,因而具有摩擦系数小、抗铝液腐蚀性能高、强韧性好等优点,解决现有技术中存在的铸铁材料中的由于石墨密度数小和石墨间距大,导致的铸铁型材或铸件性能差,寿命低的问题。技术研发人员:颜国君,蒋百铃,杨超,刘保建,张欣昱受保护的技术使用者:西安理工大学技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240619/11310.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表