一种残余应力挠度法校准装置用FGH96合金标样的制备方法
- 国知局
- 2024-06-20 15:03:49
本发明涉及材料分析测试,尤其涉及一种残余应力挠度法校准装置用fgh96合金标样的制备方法。
背景技术:
1、金属材料在加工和使用过程中往往在其内部产生一定的残余应力,除少数情况外,残余应力的存在往往导致明显的危害,如使零件产生变形影响整体结构的安全稳定,残余应力的精确测量及调控具有重要意义。
2、挠度法应力校准装置可以很好地对残余应力测试过程进行校准(例如cn201710418129.8公开了一种基于挠度法的应力测量装置)。挠度法应力校准装置所使用的fgh96合金低应力等强梁标样需要满足初始残余应力≤0.05σs的条件。尽管制备原材料时已尽可能少的引入残余应力,但加工出的等强梁标样初始残余应力仍不达标,这就需要进行去应力退火。去应力退火的目的是不降低标样强度的情况下降低标样的残余应力。而使用传统的fgh96合金去应力退火方法(760℃/8h/空冷或760℃/8h/随炉冷)只能做到使标样的部分位置的残余应力达标,而其它位置残余应力不达标,去应力效果不理想且不均匀。
技术实现思路
1、本发明的目的在于提供一种残余应力挠度法校准装置用fgh96合金标样的制备方法,采用本发明的方法得到的fgh96合金标样残余应力小且分布均匀,能够满足残余应力校准装置的使用要求。
2、为了实现上述发明目的,本发明提供以下技术方案:
3、本发明提供了一种残余应力挠度法校准装置用fgh96合金标样的制备方法,包括以下步骤:
4、提供原材料棒材;所述原材料棒材的组成对应fgh96合金标样的组成;
5、将所述原材料棒材进行机械加工,得到等强梁坯料;
6、将所述等强梁坯料进行磨削加工,得到等强梁试样;
7、将所述等强梁试样进行去应力退火,冷却,得到残余应力挠度法校准装置用fgh96合金标样;
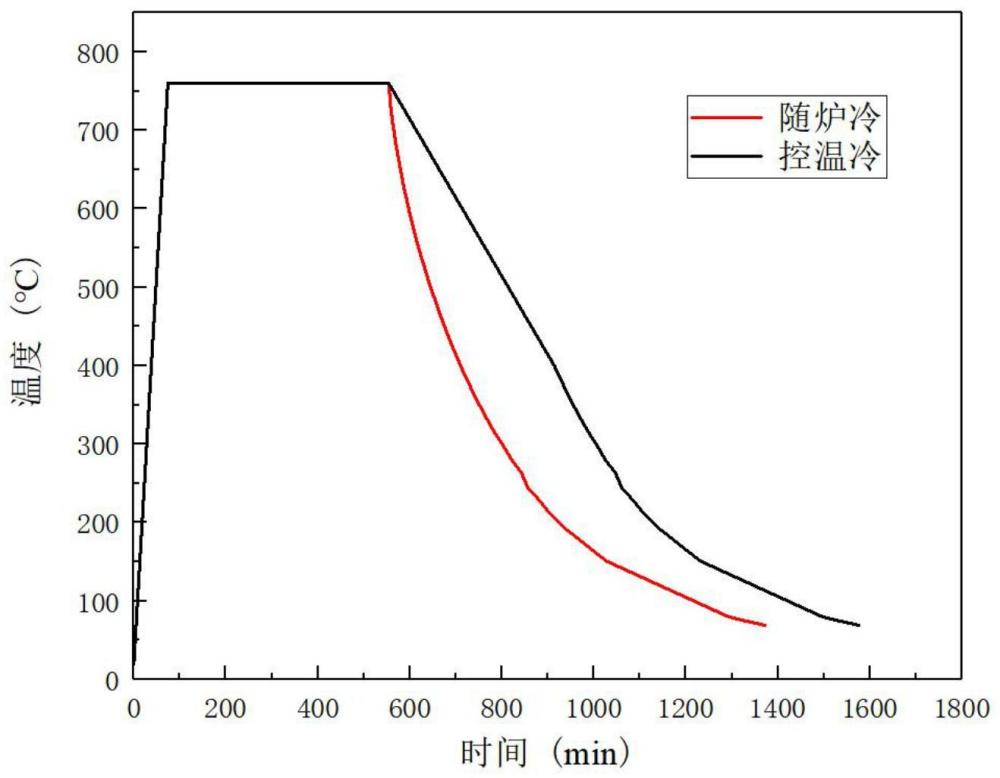
8、所述去应力退火的温度为760℃,保温时间为8h;所述冷却为从760℃第一冷却至400℃,再由400℃第二冷却至20~25℃,其中,所述第一冷却的速率为0.8~1.2℃/min。
9、优选的,所述第一冷却的速率为1℃/min。
10、优选的,所述第二冷却的冷却方式为随炉冷或控温冷,所述控温冷的速率为0.8~1.2℃/min。
11、优选的,所述磨削加工的条件包括:磨削深度为0.2mm,进刀量为0.02mm,砂轮转速为1500r/min。
12、优选的,所述磨削加工的冷却方式为浇注式润滑冷却。
13、优选的,所述机械加工包括线切割。
14、优选的,所述原材料棒材的制备包括:对应fgh96合金标样的组成,将原料粉末进行热等静压,得到原材料棒材。
15、本发明提供了一种残余应力挠度法校准装置用fgh96合金标样的制备方法,包括以下步骤:提供原材料棒材;所述原材料棒材的组成对应fgh96合金标样的组成;将所述原材料棒材进行机械加工,得到等强梁坯料;将所述等强梁坯料进行磨削加工,得到等强梁试样;将所述等强梁试样进行去应力退火,冷却,得到残余应力挠度法校准装置用fgh96合金标样;所述去应力退火的温度为760℃,保温时间为8h;所述冷却为从760℃第一冷却至400℃,再由400℃第二冷却至20~25℃,其中,所述第一冷却的速率为0.8~1.2℃/min。传统fgh96合金去应力退火采用空冷或炉冷,工件在760℃~400℃区间冷却速度过快,引入了较多残余应力;本发明通过控制760℃~400℃的冷却速率为0.8~1.2℃/min,能够有效均匀地降低残余应力,且不会恶化标样的强度等力学性能。
16、此外,现有技术中生产金属件成品为了保证加工精度都是先粗加工(或者半精加工),再热处理,最后精加工(磨削是精加工的一种)。尽管磨削不会引入太多残余应力,但由于标样对残余应力要求太高,本发明按照传统的加工顺序先进行去应力退火热处理后磨削还是会导致残余应力超标。本发明通过调整加工顺序,采用了先磨削后热处理的工艺,通过控制磨削参数和去应力退火的参数,能够同时兼顾残余应力达标和去应力退火前后标样的平面度基本不变且能保证达标(≤0.02mm)。
技术特征:1.一种残余应力挠度法校准装置用fgh96合金标样的制备方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的制备方法,其特征在于,所述第一冷却的速率为1℃/min。
3.根据权利要求1或2所述的制备方法,其特征在于,所述第二冷却的冷却方式为随炉冷或控温冷,所述控温冷的速率为0.8~1.2℃/min。
4.根据权利要求1所述的制备方法,其特征在于,所述磨削加工的条件包括:磨削深度为0.2mm,进刀量为0.02mm,砂轮转速为1500r/min。
5.根据权利要求1或4所述的制备方法,其特征在于,所述磨削加工的冷却方式为浇注式润滑冷却。
6.根据权利要求1所述的制备方法,其特征在于,所述机械加工包括线切割。
7.根据权利要求1所述的制备方法,其特征在于,所述原材料棒材的制备包括:对应fgh96合金标样的组成,将原料粉末进行热等静压,得到原材料棒材。
技术总结本发明提供了一种残余应力挠度法校准装置用FGH96合金标样的制备方法,涉及材料分析测试技术领域。传统FGH96合金去应力退火采用空冷或炉冷,工件在760℃~400℃区间冷却速度过快,引入了较多残余应力;本发明通过控制760℃~400℃的冷却速率为0.8~1.2℃/min,能够有效均匀地降低残余应力,且不会恶化标样的强度等力学性能。采用本发明的方法得到的FGH96合金标样残余应力小且分布均匀,能够满足残余应力校准装置的使用要求。技术研发人员:杨艳慧,梁正霏,余齐严,杨豪,袁润冲受保护的技术使用者:西北工业大学重庆科创中心技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240619/11451.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表