一种商用车压盘铸造模具的制作方法
- 国知局
- 2024-06-20 15:09:03
本技术涉及压盘铸造模具,具体为一种商用车压盘铸造模具。
背景技术:
1、商用车的离合器压盘是离合器上的一个重要的结构,其作用对汽车行驶安全有重要作用,离合器压盘上有摩擦片,就像车轮上的制动片一样,是很耐磨的石棉和铜丝制造的,压盘的摩擦片也有允许的最低厚度,行驶里程长后,压盘上的摩擦片也要更换的,汽车离合器压盘的制造通常需要进行铸造成型,铸造成型的压盘的强度高、整体性强,在汽车运行的过程中换挡平顺,大大增加了汽车驾驶的平顺性,但它在实际使用中仍存在以下弊端:
2、1、现有的压盘铸造模具铸造出来的铸件表面外观有夹渣缺陷,抗拉强度低,且缩松倾向大;
3、2、现有的压盘铸造模具使铸件放置在同一型板,流入和铸件距离近,不仅影响起模,且铸件和流入之间热影响严重。
4、针对这些缺陷,设计一种商用车压盘铸造模具,是很有必要的。
技术实现思路
1、本实用新型的目的在于提供一种商用车压盘铸造模具,整体做了两个搭接,有效的改善铸件表面外观缺陷,通过将铸件型板采用阴阳模设计,能够最大面积利用铸件型板,通过将压盘浇口和冒口设计重合,使两个压盘浇冒口位置在铸件的同一位置,后期可以实现两个压盘相同打磨工艺,并在浇道上设置只有一个入水口,产品凝固容易形成顺序凝固,降低了高牌号灰铁容易缩松的风险,解决了现有技术中的问题。
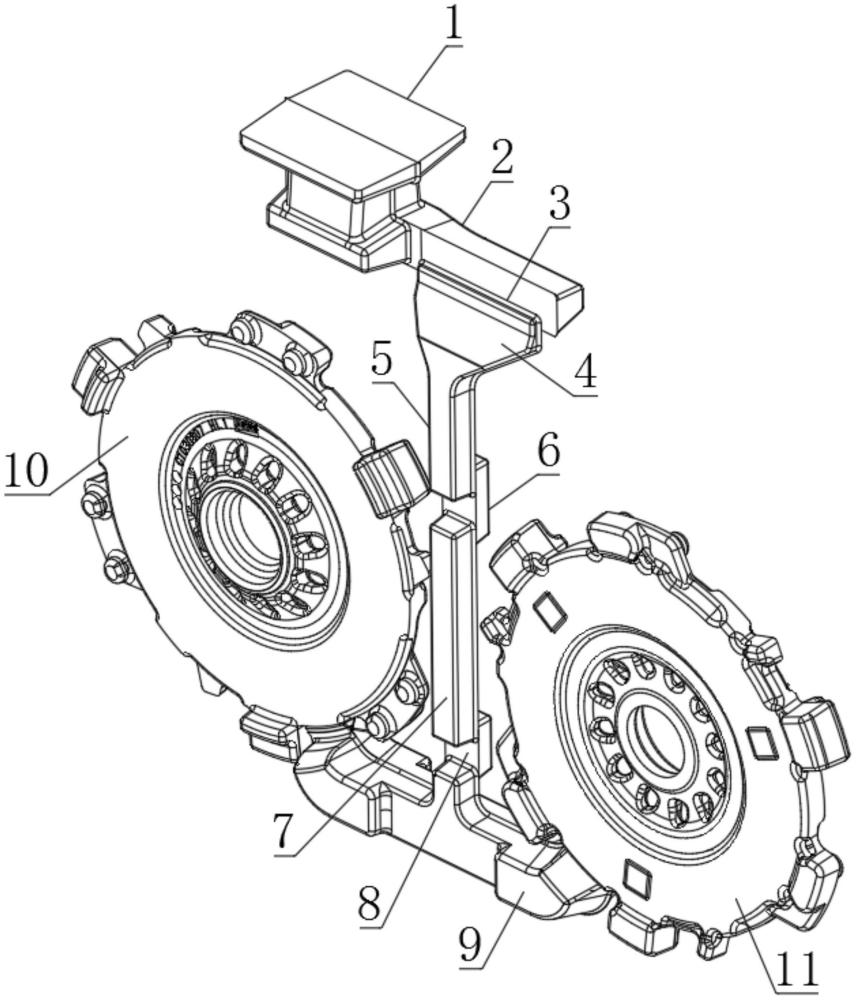
2、为实现上述目的,本实用新型提供如下技术方案:一种商用车压盘铸造模具,包括浇注系统、第一铸件和第二铸件,所述浇注系统包括浇口杯、横跑道、避渣薄片、过渡区、竖跑道一、第一搭接、竖跑道二、第二搭接、浇冒口和浇道,横跑道水平设置在浇口杯的下方,且横跑道的上端口与浇口杯的下端口连通,横跑道的下方连接有竖跑道一,竖跑道一与横跑道之间连接有避渣薄片,竖跑道一与避渣薄片之间设置有过渡区,竖跑道一的下方设置有竖跑道二,竖跑道二的下方设置有浇道,浇道包括一个入水口和两个浇冒口,且浇冒口与铸件型板连通,第一铸件和第二铸件分别位于竖跑道二的两侧。
3、优选的,所述竖跑道二的上端通过第一搭接与竖跑道一连通,所述竖跑道二的下端通过第二搭接与浇道连通。
4、优选的,所述第一铸件和第二铸件为灰铁300材质的压盘,所述压盘抗拉位置的壁厚为16mm。
5、优选的,所述压盘的最大直径为φ285.5mm。
6、优选的,所述铸件型板采用阴阳模。
7、与现有技术相比,本实用新型的有益效果如下:
8、1、本实用新型的一种商用车压盘铸造模具,整体做了两个搭接,有效的改善铸件表面外观缺陷,通过将铸件型板采用阴阳模设计,能够最大面积利用铸件型板,避免由于产品直径较大,放置在同一型板,流入和铸件距离近,不仅影响起模,且两个压盘和流入之间热影响严重。
9、2、本实用新型的一种商用车压盘铸造模具,通过将压盘浇口和冒口设计重合,使两个压盘浇冒口位置在铸件的同一位置,后期可以实现两个压盘相同打磨工艺,并在浇道上设置只有一个入水口,产品凝固容易形成顺序凝固,降低了高牌号灰铁容易缩松的风险。
技术特征:1.一种商用车压盘铸造模具,包括浇注系统、第一铸件(10)和第二铸件(11),其特征在于:所述浇注系统包括浇口杯(1)、横跑道(2)、避渣薄片(3)、过渡区(4)、竖跑道一(5)、第一搭接(6)、竖跑道二(7)、第二搭接(8)、浇冒口(9)和浇道(12),横跑道(2)水平设置在浇口杯(1)的下方,且横跑道(2)的上端口与浇口杯(1)的下端口连通,横跑道(2)的下方连接有竖跑道一(5),竖跑道一(5)与横跑道(2)之间连接有避渣薄片(3),竖跑道一(5)与避渣薄片(3)之间设置有过渡区(4),竖跑道一(5)的下方设置有竖跑道二(7),竖跑道二(7)的下方设置有浇道(12),浇道(12)包括一个入水口和两个浇冒口(9),且浇冒口(9)与铸件型板连通,第一铸件(10)和第二铸件(11)分别位于竖跑道二(7)的两侧。
2.根据权利要求1所述的一种商用车压盘铸造模具,其特征在于:所述竖跑道二(7)的上端通过第一搭接(6)与竖跑道一(5)连通,所述竖跑道二(7)的下端通过第二搭接(8)与浇道(12)连通。
3.根据权利要求1所述的一种商用车压盘铸造模具,其特征在于:所述第一铸件(10)和第二铸件(11)为灰铁300材质的压盘,所述压盘抗拉位置的壁厚为16mm。
4.根据权利要求3所述的一种商用车压盘铸造模具,其特征在于:所述压盘的最大直径为φ285.5mm。
5.根据权利要求1所述的一种商用车压盘铸造模具,其特征在于:所述铸件型板采用阴阳模。
技术总结本技术公开了一种商用车压盘铸造模具,属于压盘铸造模具技术领域。包括浇注系统、第一铸件和第二铸件,所述浇注系统包括浇口杯、横跑道、避渣薄片、过渡区、竖跑道一、第一搭接、竖跑道二、第二搭接、浇冒口和浇道,横跑道水平设置在浇口杯的下方。本技术解决了现有的压盘铸造模具铸造出来的铸件表面外观有夹渣缺陷,抗拉强度低,且缩松倾向大的问题,整体做了两个搭接,有效的改善铸件表面外观缺陷,通过将压盘浇口和冒口设计重合,使两个压盘浇冒口位置在铸件的同一位置,后期可以实现两个压盘相同打磨工艺,并在浇道上设置只有一个入水口,产品凝固容易形成顺序凝固,降低了高牌号灰铁容易缩松的风险。技术研发人员:黄克俊,芮训飞受保护的技术使用者:安徽海立精密铸造有限公司技术研发日:20230908技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240619/11582.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表