一种低硬度靶材夹持装置的制作方法
- 国知局
- 2024-06-20 15:11:09
本技术涉及靶材加工设备,特别是涉及一种低硬度靶材夹持装置。
背景技术:
1、溅射靶材是高速荷能粒子轰击的目标材料,也是基片沉积薄膜的原材料。靶材制好后需要进行打磨以使其外表面达到规定的光洁度。
2、现有技术中,对靶材进行打磨所用的夹持用具均为钢材料或其他强度大的金属材料,硬度较低的靶材则在固定和打磨加工过程中容易被划伤、磕损,而出现破损的金属靶材会影响溅射性能因此无法投入使用,需重新作为原材料进行加工,降低了生产效率。
技术实现思路
1、本实用新型要解决的技术问题是:现有靶材夹持装置易损伤低硬度靶材的问题。
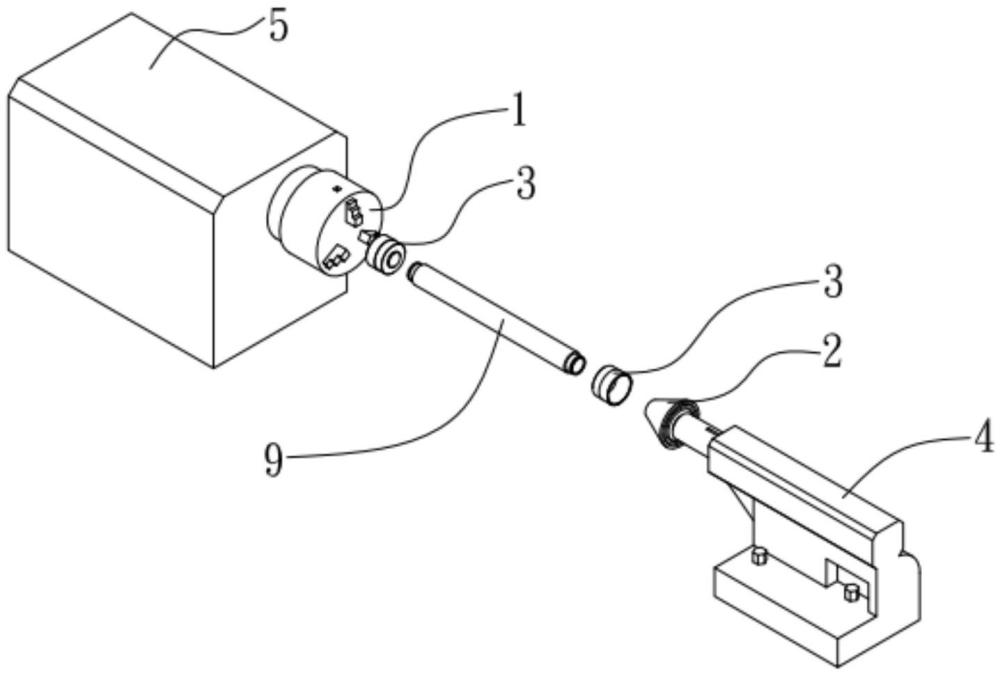
2、为了解决上述技术问题,本实用新型提供了一种低硬度靶材夹持装置,包括卡盘、顶尖和两个过渡夹具,所述过渡夹具为铝合金件,所述过渡夹具包括底座和插接柱,所述底座的第一端连接所述插接柱,所述第一端的端面凸出于所述插接柱的侧壁形成抵接面,所述底座的第二端端面开设有引导孔,所述卡盘用于夹持一个所述过渡夹具的底座,所述顶尖用于顶入另一个所述过渡夹具的引导孔,两个所述过渡夹具的插接柱用于分别插入靶材的两端,且靶材的两个端面分别抵接两个所述抵接面。
3、一些实施例中,所述引导孔沿所述插接柱向所述底座方向孔径依次增大。
4、一些实施例中,所述引导孔为圆台形盲孔。
5、一些实施例中,所述引导孔为盲孔,且所述引导孔的底壁开设有定位孔。
6、一些实施例中,所述过渡夹具为6061铝合金件。
7、一些实施例中,所述插接柱的高度为h,其中,4mm≤h≤10mm。
8、一些实施例中,所述插接柱背离所述底座的一端端面设置有倒角。
9、一些实施例中,所述低硬度靶材夹持装置还包括基座,所述顶尖可拆卸地设于所述基座。
10、本实用新型实施例一种低硬度靶材夹持装置,与现有技术相比,其有益效果在于:
11、通过设置卡盘、顶尖和两个过渡夹具,过渡夹具的底座第二端端面开设有引导孔,一个过渡夹具的底座夹紧于卡盘,另一个过渡夹具的底座被顶尖插入引导孔进行顶紧,两个过渡夹具的插接柱分别插入靶材的两端对靶材进行夹持固定,由于过渡夹具是铝合金件,密度与硬度偏低,因此可以对低硬度的靶材进行固定的同时起到良好的保护避免划伤的效果;另外,两个过渡夹具由于安装位置不同导致受磨损部位不同,在使用一段时间后可以调换位置进行再利用,也可以对使用后磨损的插接柱进行车铣,将其再用于内径更小的靶材。
技术特征:1.一种低硬度靶材夹持装置,其特征在于,包括卡盘、顶尖和两个过渡夹具,所述过渡夹具为铝合金件,所述过渡夹具包括底座和插接柱,所述底座的第一端连接所述插接柱,所述第一端的端面凸出于所述插接柱的侧壁形成抵接面,所述底座的第二端端面开设有引导孔,所述卡盘用于夹持一个所述过渡夹具的底座,所述顶尖用于顶入另一个所述过渡夹具的引导孔,两个所述过渡夹具的插接柱用于分别插入靶材的两端,且靶材的两个端面分别抵接两个所述抵接面。
2.根据权利要求1所述的低硬度靶材夹持装置,其特征在于,所述引导孔沿所述插接柱向所述底座方向孔径依次增大。
3.根据权利要求2所述的低硬度靶材夹持装置,其特征在于,所述引导孔为圆台形盲孔。
4.根据权利要求1所述的低硬度靶材夹持装置,其特征在于,所述引导孔为盲孔,且所述引导孔的底壁开设有定位孔。
5.根据权利要求1所述的低硬度靶材夹持装置,其特征在于,所述过渡夹具为6061铝合金件。
6.根据权利要求1所述的低硬度靶材夹持装置,其特征在于,所述插接柱的高度为h,其中,4mm≤h≤10mm。
7.根据权利要求1所述的低硬度靶材夹持装置,其特征在于,所述插接柱背离所述底座的一端端面设置有倒角。
8.根据权利要求1所述的低硬度靶材夹持装置,其特征在于,还包括基座,所述顶尖可拆卸地设于所述基座。
技术总结本技术涉及靶材加工设备技术领域,公开了一种低硬度靶材夹持装置,包括卡盘、顶尖和两个过渡夹具,过渡夹具为铝合金件,过渡夹具包括底座和插接柱,底座的第一端连接插接柱,第一端的端面凸出于插接柱的侧壁形成抵接面,底座的第二端端面开设有引导孔,卡盘用于夹持一个过渡夹具的底座,顶尖用于顶入另一个过渡夹具的引导孔,两个过渡夹具的插接柱用于分别插入靶材的两端,且靶材的两个端面分别抵接两个抵接面。本技术的低硬度靶材夹持装置,可以对低硬度的靶材进行固定的同时起到良好的保护避免划伤的效果。技术研发人员:谭雪清,胡泽林,汤俊豪,黄宇彬,汪建锋受保护的技术使用者:先导薄膜材料(广东)有限公司技术研发日:20231025技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240619/11638.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
热冲压部件的制作方法
下一篇
返回列表