一种免热处理铝合金材料及其制备方法与流程
- 国知局
- 2024-06-20 15:18:16
本发明涉及合金材料,具体涉及一种免热处理铝合金材料及其制备方法。
背景技术:
1、节能减排、汽车轻量化已成为汽车行业的一种趋势,而汽车轻量化一个无法避开的话题就是汽车材料,传统汽车材料一般主要用铸铁,随着时代的发展铝合金在车身上占的比例越来越高,铝合金因具有低密度、耐腐蚀、高比强度等特质,已成为我国汽车工业轻量化发展不可或缺的重要部分,近年来,国内外许多学者针对铸造铝合金热处理时间长、热变形明显等问题,开发研究出免热处理铸造铝合金,使其在铸态就具有较高的强度和伸长率,以满足汽车工业所需的轻量化、高强度等要求。
2、现有技术中,传统车身压铸铝合金结构件用的是alsi10mnmg,该合金应用成熟,在前减震塔、纵梁等部位应用较多,但该合金在压铸后需要进行t7热处理,才能达到主机厂的性能使用要求,而热处理势必会增加能源的消耗,增加碳排放,不符合国家的双碳政策,且容易引起零件变形导致零件报废,铝合金的热处理会引发晶粒生长、二次相析出和形变等问题,热处理过程还需要复杂的设备和工艺,并且会增加生产成本。
3、综上所述,研发一种免热处理铝合金材料及其制备方法,仍是合金材料技术领域中急需解决的关键问题。
技术实现思路
1、针对现有技术所存在的问题,本发明的目的在于提供一种免热处理铝合金材料及其制备方法。
2、为实现上述目的,本发明提供了如下技术方案:
3、一种免热处理铝合金材料,所述免热处理铝合金材料由以下重量份合金原料制成:70~95份si、10~20份mg、1~10份fe、0.5~1份sc、5~10份mn、0.2~0.6份zn、1~5份ti、0.2~0.7份cu、0.5~1份sr、0.1~0.3份v及余量al。
4、一种免热处理铝合金材料的制备方法,包括以下步骤:
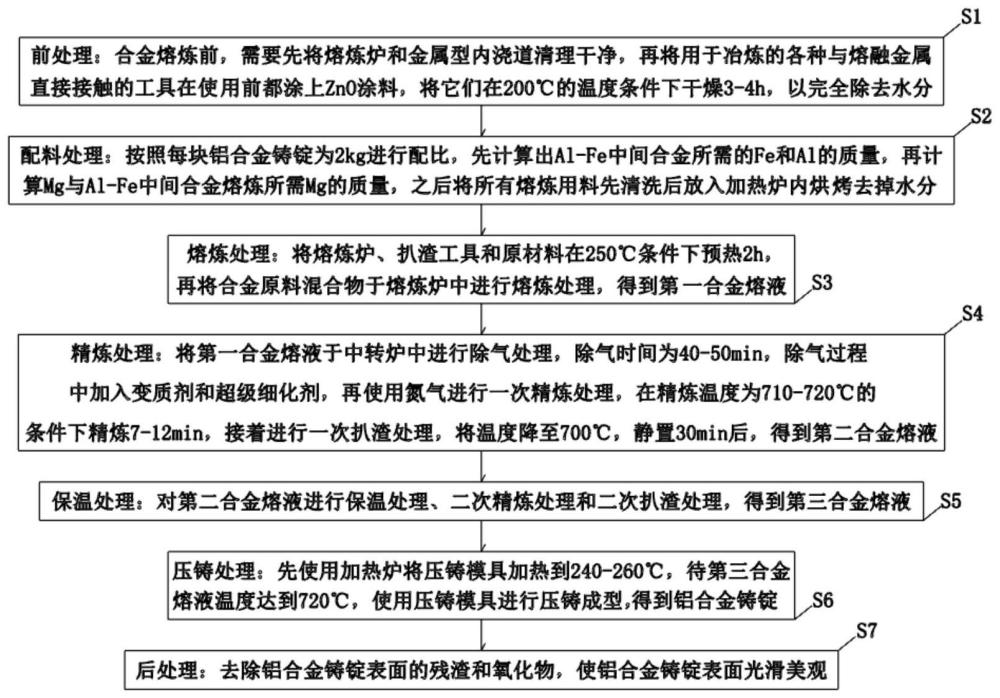
5、s1、前处理:合金熔炼前,需要先将熔炼炉和金属型内浇道清理干净,再将用于冶炼的各种与熔融金属直接接触的工具在使用前都涂上zno涂料,将它们在200℃的温度条件下干燥3-4h,以完全除去水分;
6、s2、配料处理:按照每块铝合金铸锭为2kg进行配比,先计算出al-fe中间合金所需的fe和al的质量,再计算mg与al-fe中间合金熔炼所需mg的质量,之后将所有熔炼用料先清洗后放入加热炉内烘烤去掉水分;
7、s3、熔炼处理:将熔炼炉、扒渣工具和原材料在250℃条件下预热2h,再将合金原料混合物于熔炼炉中进行熔炼处理,得到第一合金熔液;
8、s4、精炼处理:将第一合金熔液于中转炉中进行除气处理,除气时间为40-50min,除气过程中加入变质剂和超级细化剂,再使用氮气进行一次精炼处理,在精炼温度为710-720℃的条件下精炼7-12min,接着进行一次扒渣处理,将温度降至700℃,静置30min后,得到第二合金熔液;
9、s5、保温处理:对第二合金熔液进行保温处理、二次精炼处理和二次扒渣处理,得到第三合金熔液;
10、s6、压铸处理:先使用加热炉将压铸模具加热到240-260℃,待第三合金熔液温度达到720℃,使用压铸模具进行压铸成型,得到铝合金铸锭;
11、s7、后处理:去除铝合金铸锭表面的残渣和氧化物,使铝合金铸锭表面光滑美观。
12、本发明进一步设置为:在步骤s1中,所述zno涂料由水、氧化锌和水玻璃组成,且质量比为4:2:1。
13、本发明进一步设置为:在步骤s3中,包括以下步骤:
14、s31、将熔炼炉、扒渣工具和原材料在250℃条件下预热2h,将处理好的铝锭放入熔炼炉,熔炼温度为740-750℃的条件下,加热至完全熔化成铝水;
15、s32、使用工具轻轻除去液体表面覆盖层,加入用铝箔包好的al-fe中间合金,待al-fe中间合金完全熔化在铝水里,使用工具持续搅拌至中间合金全部熔化,再缓缓除去液体上面的覆盖物;
16、s33、将温度降至700-705℃后加入用铝箔包好的镁及其他熔炼合金原料,使用工具搅拌至合金全部熔化,得到第一合金熔液。
17、本发明进一步设置为:在步骤s4中,所述变质剂选用al-10%sr,所述超级细化剂选用al-4.8%ti-b,且所述超级细化剂的加入量为熔体总质量的0.15-0.25%。
18、本发明进一步设置为:在步骤s5中,包括以下步骤:
19、s51、待第二合金熔液升温至710℃后转运至机边炉,将第二合金熔液于机边炉中升温至730℃进行保温处理,保温时间20-25min;
20、s52、保温后升温至740℃通入氩气二次精炼处理15min;
21、s53、二次精炼处理后进行二次扒渣处理,二次精炼处理合格后静置15min,得到第三合金熔液。
22、本发明进一步设置为:在步骤s6中,包括以下步骤:
23、s61、先使用加热炉将压铸模具加热到240-260℃,以除去水分;
24、s62、同时压铸模具配备保温料筒,压铸时,料筒温度保持在215-265℃,待第三合金熔液温度达到720℃,将熔好的第三合金熔液通过料筒进行辅助压铸成型;
25、s63、料筒中熔融的铝合金铸件在70-95mpa压力下采用压射速度4-5m/s快速进入压铸模具冷却成型,得到压铸铝合金铸锭。
26、本发明进一步设置为:所述压铸铝合金的常温抗拉强度大于250mpa,屈服强度大于200mpa,延伸率大于10%。
27、有益效果
28、采用本发明提供的技术方案,与已知的公有技术相比,具有如下
29、有益效果:
30、本发明中,通过前处理、配料处理、熔炼处理、精炼处理、保温处理、压铸处理和后处理工艺制备得到铝合金铸锭材料,通过该发明中实施例1制备的铝合金铸锭,该铝合金材料无需热处理即能达到高强度的要求,避免了引入热处理带来的能源消耗大、碳排放量大、生产成本高等弊端,避免制备出的铝合金零件在使用过程中变形导致零件报废等诸多问题,避免了铝合金的热处理引发晶粒生长、二次相析出和形变等问题,免热处理铝合金材料的使用可以替代传统材料,用于车身结构和其他关键部件,这不仅有助于减轻车辆的重量,还提供了更好的耐腐蚀性能,延长了车辆的使用寿命,同时该铝合金材料具有较好的屈服强度和抗拉强度,该铝合金材料的拉伸强度、屈服强度和延伸率能够满足电驱动汽车的性能需求。
技术特征:1.一种免热处理铝合金材料,其特征在于,所述免热处理铝合金材料由以下重量份合金原料制成:70~95份si、10~20份mg、1~10份fe、0.5~1份sc、5~10份mn、0.2~0.6份zn、1~5份ti、0.2~0.7份cu、0.5~1份sr、0.1~0.3份v及余量al。
2.一种免热处理铝合金材料的制备方法,其特征在于,使用了权利要求1中的一种免热处理铝合金材料,包括以下步骤:
3.根据权利要求2所述的一种免热处理铝合金材料的制备方法,其特征在于,在步骤s1中,所述zno涂料由水、氧化锌和水玻璃组成,且质量比为4:2:1。
4.根据权利要求2所述的一种免热处理铝合金材料的制备方法,其特征在于,在步骤s3中,包括以下步骤:
5.根据权利要求2所述的一种免热处理铝合金材料的制备方法,其特征在于,在步骤s4中,所述变质剂选用al-10%sr,所述超级细化剂选用al-4.8%ti-b,且所述超级细化剂的加入量为熔体总质量的0.15-0.25%。
6.根据权利要求2所述的一种免热处理铝合金材料的制备方法,其特征在于,在步骤s5中,包括以下步骤:
7.根据权利要求2所述的一种免热处理铝合金材料的制备方法,其特征在于,在步骤s6中,包括以下步骤:
8.根据权利要求7所述的一种免热处理铝合金材料的制备方法,其特征在于,所述压铸铝合金的常温抗拉强度大于250mpa,屈服强度大于200mpa,延伸率大于10%。
技术总结本发明涉及合金材料技术领域,具体涉及一种免热处理铝合金材料及其制备方法,所述免热处理铝合金材料由以下重量份合金原料制成:70~95份Si、10~20份Mg、1~10份Fe、0.5~1份Sc、5~10份Mn、0.2~0.6份Zn、1~5份Ti、0.2~0.7份Cu、0.5~1份Sr、0.1~0.3份V及余量Al。本发明中,该铝合金材料无需热处理即能达到高强度的要求,避免了引入热处理带来的能源消耗大、碳排放量大、生产成本高等弊端,免热处理铝合金材料的使用可以减轻车辆的重量,还提供了更好的耐腐蚀性能,同时该铝合金材料具有较好的屈服强度和抗拉强度,该铝合金材料能够满足电驱动汽车的性能需求。技术研发人员:尚金翅,李政霖,赫英杰,王绍著受保护的技术使用者:山东金马汽车装备科技有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240619/11809.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表