一种回转斜卧式钢包烘烤系统的制作方法
- 国知局
- 2024-06-20 15:40:00
本技术涉及钢包预热设备,具体涉及一种回转斜卧式钢包烘烤系统,属于钢铁生产中的钢包预热烘烤。
背景技术:
1、在炼钢流程中,钢包是用于在转炉或电炉等炼钢装置的排料口下部承接高温钢水,并将钢水运往后端精炼工序的一个重要装置。常温冷态的钢包无法直接承接高达2000摄氏度的钢水钢液,这会导致钢包的耐材瞬间开裂、破碎。所以,在承接钢水之前,通常需要将钢包用外部燃烧器整体烘烤至1150摄氏度以上,再用热包去承接钢水。
2、现有的钢包烘烤装置一般为将钢包在吊装至烘烤工位后,顶部燃烧器被移动至钢包上方,开启烧嘴上的煤气与空气阀门,对钢包内部实施烘烤,如cn207214046u,通过在钢包顶部设置自预热燃烧器,利用自预热燃烧器回收高温尾气,降低燃料消耗;内嵌式预热燃烧器将烧嘴和预热室伸入钢包烘烤装置内部,火焰能直接到达钢包底部,提高了传热效率,全纤维结构的包盖结构减少包盖吸热量,降低包盖对外散热量,节约了能源。而在当前市场内,部分回购的废钢,品质和纯度较好,不需要经过转炉或电炉冶炼,一般可直接加入后端精炼工序,而把冷废钢直接加入精炼会导致炉内出现局部冷区,所以在钢包烘烤前,加入适量废钢,使得钢包携带废钢一同被烘烤预热,一起去承接钢水再前往精炼工序,已成为当前行业市场内降本增效、提高效益的一种普遍方法。而这种方法的效益点在于能加入多少废钢,一般来说,钢包内能加入的废钢越多,带来的经济效益也就越明显。目前国内常规钢包内加废钢量在3-5吨之间,但也有部分厂家为了追求极限经济效益,将钢包内废钢量加到了8-10吨左右,由于废钢通常为形状不规则的大件,形成的料层堆密度较小,所以通常8-10吨的料层已经覆盖了将近2/3的钢包容积。而cn207214046u中仅针对空钢包具有较好的预热效果,但是未能够充分考虑钢包内加入废钢时的预热情形。
3、由于废钢大比例加入后,在钢包内会堆积成料厚较高的料柱,从而会影响甚至阻碍顶部烧嘴的火焰往下传热,这样会造成顶部废钢被高温火焰烘烤至熔融状态,底部废钢还没有及时升温,在钢包接钢水后,底部将形成局部冷区,导致钢液凝结,不但阻碍后端精炼工序钢包底部氩气底吹工艺的实施,而且凝结的钢液会不断粘接在钢包底部,导致钢包使用次数大幅减少。此外,由于钢包底部的温度得不到同步有效的提升,失去了烤包的原始初衷,在突然接触超高温钢水时容易发生开裂、破碎等事故。
技术实现思路
1、针对现有技术中,钢包内加废钢协同烤包存在废钢预热和均热效果差、钢包烘烤质量差、钢包炉衬寿命短等问题,本实用新型提供了一种回转斜卧式钢包烘烤系统,本实用新型通过将传统的竖式钢包烘烤模式改进为斜卧回转式钢包烘烤模式,在斜卧回转模式下,钢包内的废钢能得到有效的铺平,且受钢包回转影响不断在包内翻滚运动,从而弥补了传统竖式下因为静止料层导致的火焰无法传热至钢包底部的缺陷,在该模式下,废钢的预热和均热效果较传统模式将大幅提升,避免由于废钢温度过低导致的局部冷区现象的发生,同时钢包炉衬的使用寿命也得到显著延长。
2、为实现上述技术目的,本实用新型所采用的技术方案具体如下所述:
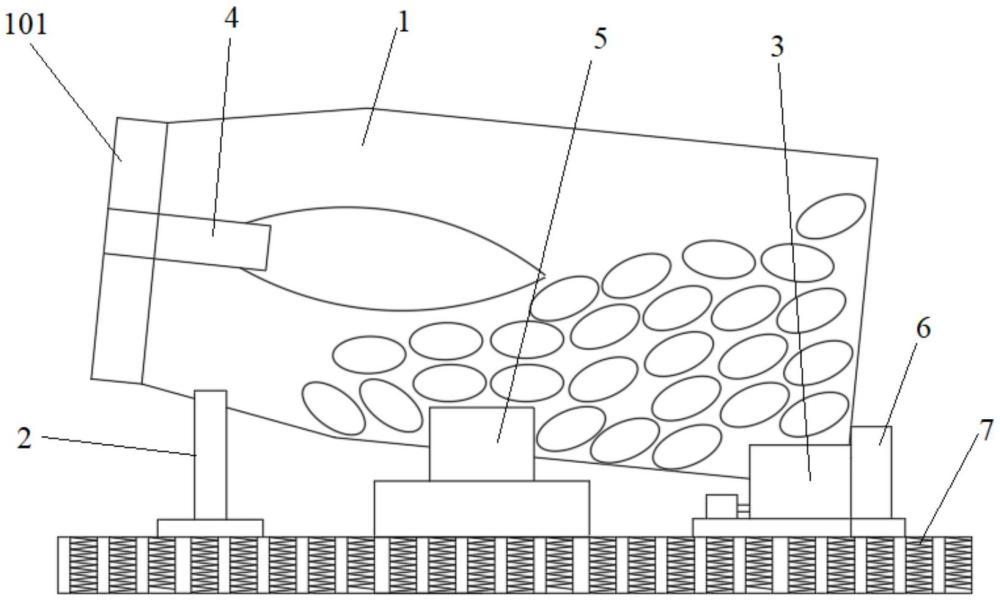
3、一种回转斜卧式钢包烘烤系统,该系统包括钢包、支撑机构、驱动辊以及烧嘴。所述钢包呈横卧式设置。所述支撑机构设置在钢包的头部下方。所述驱动辊设置在钢包的尾部下方。所述烧嘴设置在钢包的头部,并延伸至钢包的内部。通过支撑机构控制钢包的头部高于其尾部。通过驱动辊驱动钢包进行自旋转。
4、作为优选,所述支撑机构包括承力弧板、顶杆以及支撑座。所述承力弧板设置在顶杆的顶端,并且承力弧板的弧面朝上。顶杆的底端与支撑座相连接,支撑座设置在地面上。所述承力弧板的弧面弧度与钢包头部侧壁的弧度相吻合。
5、作为优选,所述顶杆为伸缩杆,优选,所述顶杆为升降液压杆,所述支撑座为液压缸。
6、作为优选,在所述承力弧板的弧面内还嵌设有滚轴或滚珠。
7、作为优选,钢包的轴线与水平面之间所成的倾斜夹角的大小为10-85°,优选为20-70°,更优选为30-60°。例如为10°、12°、5°、8°、20°、25°、30°、35°、40°、45°、50°、55°、60°、65°、70°、75°、80°、85°中的一种。
8、作为优选,所述驱动辊包括驱动底座、驱动电机、联轴器以及驱动托辊。所述驱动底座设置在钢包尾部包体的下方。所述驱动电机、联轴器、驱动托辊均设置在驱动底座上,并且驱动托辊的表面与钢包的外壁相接触。联轴器的一端与驱动电机相连接,其另一端与驱动托辊相连接。驱动电机通过联轴器驱动驱动托辊旋转,进而带动钢包进行自转。优选,所述驱动辊包括有两个驱动托辊,两个驱动托辊分别位于钢包圆周方向上的侧壁下方两侧,并且两个驱动托辊分别通过独立的联轴器与两个驱动电机相连接,两个驱动电机的频率相一致。
9、作为优选,该系统还包括有定位辊。所述定位辊包括定位底座和定位托辊。所述定位底座设置在钢包中部包体的下方,并且在定位底座上设置有两个定位托辊。两个定位托辊分别位于钢包圆周方向上的侧壁下方两侧,并且两个定位托辊的表面均与钢包的外壁相接触。
10、作为优选,该系统还包括有限位辊。所述限位辊包括限位底座和限位托辊。所述限位底座设置在钢包尾端包体的下方,并且在限位底座上设置有两个限位托辊。两个限位托辊分别位于钢包圆周方向上的底壁下方两侧,并且两个限位托辊的表面均与钢包的底壁相接触。
11、作为优选,该系统还包括有弹簧称重装置。所述弹簧称重装置设置在支撑座、驱动底座、定位底座以及限位底座的下方。
12、作为优选,钢包的头部开口处还设置盖板,所述烧嘴通过盖板安装在钢包的头部开口处。
13、在现有技术中,由于现有技术在钢包协同烤包时,废钢处于静止不动的状态,使得废钢烘烤不均匀,因此,本实用新型通过将传统的竖式钢包烘烤模式改为斜卧回转式钢包烘烤模式,在斜卧回转模式下,钢包内的废钢能得到有效的铺平,且受钢包回转影响不断在包内翻滚运动,从而弥补了传统竖式下因为静止料层导致的火焰无法传热至钢包底部的缺陷,在该模式下,钢包烘烤质量与废钢预热质量都能得到明显提升。具体为在钢包的尾部侧壁下方增设了一对驱动辊,驱动辊采用电机供能、摩擦驱动的方式,成对设置的目的是为了在维持钢包在回转运动的同时也能够进行实时周向定位,确保钢包的同心转动。
14、在本实用新型中,在钢包的头部下方设置有支撑机构,支撑机构包括承力弧板、顶杆以及支撑座,支撑机构是设置是为了使得钢包的头部高于其尾部,以提高废钢在钢包内与烧嘴火焰的接触面,提高高温火焰对废钢的预热效果。进一步的,还能够通过调节顶杆的上升高度,调节钢包的轴线与水平面之间所成的倾斜夹角的大小,以便于更好的对废钢进行预热烘烤,倾斜夹角的大小可根据实际工况的需要进行实时调节。
15、在本实用新型中,还在钢包的中部侧壁下方增设了一对定位辊,定位辊的设置是为了进一步辅助驱动辊驱动钢包的回转,并进一步提高对钢包的实时周向定位,确保钢包稳定地进行同心转动。
16、在本实用新型中,还在钢包的尾端下方增设有一对限位辊,通过限位辊的设置有效地维持了钢包在回转运动中的实时轴向定位,确保在生产中,钢包不会发生轴向的大幅度位移,确保系统的安全生产。
17、需要说明的是,在本实用新型中,根据实际工况的需要,在钢包的下方可以设置有多对驱动辊、多对定位辊以及多对限位辊。
18、在本实用新型中,在支撑机构、驱动辊、定位辊、限位辊等的底部还设置有弹簧称重装置,其目的是为了在进行钢包烘烤作业前,准确获取钢包内废钢的加入重量,进而便于精确调节烘烤预热的各项参数(例如单位时间内的燃气输入量、搅拌轴的下行深度和旋转速率等),保证烘烤效率和系统安全运行。
19、在本实用新型中,还可以设置有用于中央调控的控制装置,所述控制装置的设置位置没有固定设定点,可以设置在钢包旁进行近侧控制,也可以是远离包体的中控室进行远程控制,根据实际工况需要,只要能够满足钢包烘烤时的各项参数的控制调节功能即可。本实用新型的控制装置属于成熟的参数反馈调节控制装置类产品,可通过市场直接购买现有产品即可,并根据工况需求进行相应的参数调整即可。
20、与现有技术相比较,本实用新型的有益技术效果如下:
21、1:本实用新型通过将钢包烘烤模式改为斜卧回转模式,使得钢包内的废钢能得到有效的铺平,且受钢包回转影响不断在包内翻滚运动,从而弥补了传统竖式下因为静止料层导致的火焰无法传热至钢包底部的缺陷,提高了底层废钢和钢包底部的整体均热效果,避免了由于废钢温度过低导致的局部冷区现象的发生,同时钢包炉衬的使用寿命也得到显著延长。
22、2:本实用新型通过在钢包的中部、尾部和尾端依次设置有驱动辊、定位辊和限位辊,通过六辊的驱动、定位及限位作用,极大地保障了在斜卧回转模式下钢包的安全稳定运行,有利于提高换热和生产效率。
23、3:本实用新型还具有结构简单、生产和维护成本低、易操作、可进行大规模推广和应用的优点。
本文地址:https://www.jishuxx.com/zhuanli/20240619/12372.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
木板打磨设备的制作方法
下一篇
返回列表