铝合金和用于生产罐盖的铝带及其生产方法与流程
- 国知局
- 2024-06-20 14:03:38
本发明涉及一种铝合金、由铝合金制成的铝带、用于生产铝带的方法以及铝带的应用。
背景技术:
1、铝罐一般具有罐身、罐盖并且通常具有罐拉舌,在生产或产品中对其材料有时会有不同的要求,例如在其成型性、强度等方面。
2、因此,在生产铝罐时,一方面是罐身,另一方面是罐盖和罐拉舌通常使用不同的铝合金。罐身使用aa3xxx铝合金,通常为aa
3、3104,罐盖和罐拉舌使用aa5xxx铝合金,通常为aa 5182。多年来,铝制饮料罐行业一直沿用这些铝合金作为罐身、罐盖或罐拉舌的材料。
4、为了改善铝制品的co2平衡,原则上希望在生产过程中大量使用废料。然而,并非所有废料对co2平衡的影响都相同。使用铝产品生产过程中产生的废料,即所谓的生产废料,只会对co2平衡产生轻微的正面、中性甚至可能是负面的影响。相比之下,使用铝制产品生命周期结束时产生的废料,即所谓的旧废料,可以显著改善产品的co2平衡。实践中,旧废料有时也被称为消费后废料或报废废料。
5、在饮料罐的生产过程中,生产废料可能会产生,例如,在铝带的生产过程中(如作为切边废料),或者在用铝带生产罐身、罐盖或罐拉舌的过程中(如作为冲压废料)。来自废旧铝饮料罐的旧废料在实践中被称为ubc废料(ubc:废旧饮料罐,used beverage can)。
6、迄今为止,由于合金成分允许,旧废料,如ubc废料,主要用于aa 3xxx合金组的新罐身材料。
7、另一方面,由于用于罐盖带材或罐拉舌带材的aa 5182铝合金的合金规格,尤其是合金元素si、fe、cu和mn的公差限值相当低,因此很难使用aa 5xxx合金组以外的废料来生产。因此,在生产罐盖铝带或罐拉舌铝带,即用于生产罐盖或罐拉舌的铝带时,目前为止只能使用少量的铝废料,尤其是少量的旧废料。
8、这一点尤其适用于ubc废料,其由于其中含有不同合金的混合物,即罐身合金和罐盖合金的混合物,以及由此通常包含在废料中的硅、锌或铜的份额,目前不可能使用较大量的此类废料来生产新的罐盖或罐拉舌带材,否则就无法满足aa 5182合金的合金规格要求。
9、因此,目前在生产罐盖或罐拉舌带材时,必须添加高比例的原铝或清洁的非合金废料,以符合罐盖或罐拉舌带材的规格限制。
10、20世纪90年代末,有人考虑为罐身、罐盖和罐拉舌只使用一种合金,w.h.sillekens等人在文章“回收铝合金5017的可成形性(formability of recycledaluminum alloy 5017)”,j mat proctech 65(1997)252中对此进行了说明。然而,这一想法在实践中并未取得成功,因此铝罐制造商一直坚持罐身使用aa3104、罐盖和罐拉舌使用aa5182已被证明为有利的合金组合。
技术实现思路
1、在此背景下,本发明的目的在于改进罐盖和罐舌片用铝带的生产,从而能够更多地利用废料,尤其是旧废料。
2、根据本发明,该目的可通过具有以下组成的铝合金来实现:
3、0.03重量%≤si≤0.6重量%,
4、0.15重量%≤fe≤0.8重量%,
5、0.02重量%≤cu≤0.25重量%,
6、0.20重量%≤mn≤1.4重量%,
7、3.0重量%≤mg≤5.0重量%,
8、cr≤0.1重量%,
9、zn≤0.25重量%,
10、ti≤0.10重量%,
11、杂质单独最大0.05重量%,总和最大0.15重量%,其余为铝,
12、其中,铝合金优选具有大于0.20重量%的si含量,和/或大于0.35重量%的fe含量,和/或大于0.15重量%的cu含量,和/或大于0.5重量%的mn含量。
13、已经发现,利用这种铝合金可生产符合铝盖带材和/或铝拉舌带材要求、尤其是机械要求的铝带,同时,其通过各合金元素的含量限制,还实现了更高的旧废料用量。
14、所述合金组成尤其允许更多地使用ubc废料。这样,铝制饮料罐的循环就得以闭合,由此除了罐身外,罐盖和罐拉舌并因此铝制饮料罐的所有生产部件都可以用旧饮料罐重新生产。这就提高了铝制饮料罐的可回收性,并显著改善了其co2平衡。
15、因此,根据本发明,上述目的进一步通过由上述铝合金或其实施形式制成的用于生产罐盖和/或罐拉舌的铝带解决。
16、此外,根据本发明,上述目的通过使用上述合金或其实施形式或上述铝带或其实施形式用于生产罐盖和/或罐拉舌的应用解决。
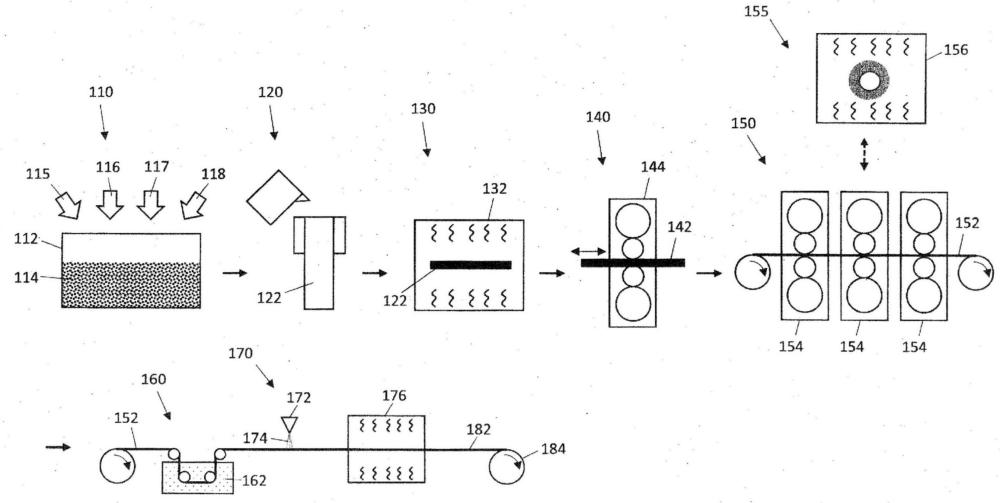
17、此外,根据本发明,上述目的通过用于生产上述铝带的方法来解决,该方法包括以下步骤:
18、-提供上述铝合金或其实施形式的熔体,
19、-将熔体浇铸成铸锭,
20、-将铸锭均匀化,
21、-将铸锭热轧成热轧带材,
22、-冷轧热轧带材,形成冷轧带材,选择性进行一个或多个中间退火步骤。
23、熔体至少部分是通过熔化铝废料,尤其是旧废料,优选至少部分是通过熔化ubc废料来提供的。
24、熔体优选在非连续铸造工艺,尤其是硬模铸造、或半连续铸造工艺,特别是dc铸造中铸成铸锭。
25、然后对铸锭进行锯切或铣削。
26、铸锭的均质化优选在450-550℃,优选是490-550℃的保持温度下进行至少0.5小时的持续时间。均质化尤其可以在连续推杆式加热炉或均热炉中进行。均质化优选进行少于12h的持续时间。
27、热轧优选进行至2-4mm的热轧带材厚度。例如,热轧可以在可逆式(reversierend)热轧机架上进行,必要时也可以在多机架精轧机组上进行。
28、冷轧可以进行中间退火,也可以不进行中间退火。
29、带材优选在冷轧后进行切边。
30、铝合金中的si含量范围为0.03-0.6重量%。高于0.6重量%的si含量会对强度和成型性产生负面影响。低于0.03重量%的si含量则会过强地限制废料的使用。
31、进一步优选的是,铝合金中的si含量高于0.20重量%,优选si含量在0.21-0.6重量%范围内,更优选在0.25-0.6重量%范围内。已经发现,在这些范围内的si含量能实现旧废料的更大的比例,因为旧废料可能具有相当高的si含量。同时还认识到,即使si含量在这些范围内,铝带仍然可以获得有利的特性,使其能够用于生产罐盖和/或罐拉舌。
32、增加的si含量会导致形成更多的mg2si相。结合在这些相中的mg含量就不能再用于提高铝带的强度。已经认识到,这可以通过增加尤其是用于生产罐盖的铝带或铝板的厚度来补偿,而无需增加mg含量。附加地或替代地,增加厚度例如也可以补偿镁含量的降低。模拟结果表明,铝板厚度从例如0.206mm增加到0.210mm,即增加约2%,已会使得强度增加约4%。
33、相应地,铝带或铝板的厚度优选至少为0.210mm,更优选至少为0.220mm,特别优选是当si含量高于0.20重量%,例如在0.21-0.6重量%或0.25-0.6重量%的范围内,和/或镁含量在3.0-4.0重量%的范围内时。
34、在一个实施形式中,si含量优选限制在最大0.35重量%。最高0.35重量%的si含量仍然允许使用相当高比例的旧废料来生产合金。同时,将si含量限制在最大0.35重量%,可改善用铝合金生产的铝带或铝板的可成型性,并提高强度,因为在si含量较低时,可提高强度的mg较少地结合在mg2si相中。
35、铝合金中的fe含量在0.15-0.8重量%范围内,更优选在0.16-0.8重量%范围内,尤其是在0.20-0.8重量%范围内。fe含量高于0.8重量%会对成型性产生负面影响。如果fe含量低于0.15重量%,则会过强地限制废料的使用。
36、铝合金的fe含量进一步优选在0.35重量%以上,优选fe含量在0.36-0.8重量%之间,更优选在0.4-0.8重量%之间。已经发现,在这些范围内的fe含量能实现更大的旧废料的比例,因为旧废料的fe含量可能相当高。同时还认识到,即使fe含量在这些范围内,铝带仍然可以获得有利的特性,使其能够用于生产罐盖和/或罐拉舌。
37、在一个实施方案中,fe含量优选限制在最大0.5重量%。最多0.5重量%的fe含量仍允许使用相当高比例的旧废料来生产合金。同时,将fe含量限制在最大0.5重量%,还能改善用铝合金生产的铝带或铝板的成型性。
38、铝合金中的铜含量范围为0.02-0.25重量%。超过0.25重量%的铜含量会导致强度过高,从而使铝带的可加工性变差。此外,超过0.25重量%的铜含量会增加某些形式的腐蚀倾向。通过0.02重量%的铜含量下限可以提高铝带及由其制成的产品的抗老化性能。此外,晶间腐蚀(ik腐蚀)的趋势也会因此而降低。
39、铝合金的cu含量进一步优选在0.15重量%以上,优选cu含量在0.16-0.25重量%范围内,更优选在0.20-0.25重量%范围内。研究发现,在这些范围内的cu含量能实现更大的旧废料的比例,因为旧废料的铜含量可能相当高。同时还认识到,即使cu含量在这些范围内,铝带仍然可以获得有利的特性,使其能够用于生产罐盖和/或罐拉舌。
40、铝合金中的mn含量在0.20-1.4重量%范围内。锰可形成分散质,从而提高铝带的强度。此外,mn的添加有利于含铁铸造相的形成,从而改善成型性。如果mn含量低于0.20重量%,这些积极效果就无法充分实现。而超过1.4重量%的mn含量则会导致成型性下降。
41、铝合金的锰含量进一步优选在0.50重量%以上,优选mn含量在0.51-1.4重量%范围内,更优选在0.6-1.4重量%范围内。研究发现,在这些范围内的mn含量能实现更大的旧废料的比例,因为旧废料的mn含量可能相当高。同时还认识到,即使mn含量在这些范围内,铝带仍然可以获得有利的特性,使其能够用于生产罐盖和/或罐拉舌。
42、在一个实施方案中,优选将mn含量限制在最大0.8重量%。最多0.8重量%的mn含量仍然允许使用相当高比例的旧废料来生产合金。同时,将mn含量限制在最大0.8重量%,可提高用铝合金生产的铝带或铝板的成型性。
43、在一个实施方案中,铝合金中的来自si、fe、cu、mn中的一种或两种合金元素的组成符合a1)至d1)中的相关规格:
44、a1)0.20重量%≤si≤0.6重量%,
45、b1)0.35重量%≤fe≤0.8重量%,
46、c1)0.15重量%≤cu≤0.25重量%,
47、d1)0.50重量%≤mn≤1.4重量%,
48、对于其余的来自si、fe、cu、mn的合金元素,符合a2)至d2)的相应规格:
49、a2)0.03重量%≤si≤0.20重量%,
50、b2)0.15重量%≤fe≤0.35重量%,
51、c2)0.02重量%≤cu≤0.15重量%,
52、d2)0.20重量%≤mn≤0.50重量%。
53、例如,铝合金的组成针对si和mn可以满足相关规格a1)和d1),以及针对fe和cu满足相关规格b2)和c2)。
54、这样,就能提供更好地满足铝盖带材和/或铝拉舌带材的要求,尤其是机械要求的铝合金,同时由于某些合金元素的规定的含量限制,还能实现更高的旧废料的使用量。
55、铝合金中的镁含量在3.0-5.0重量%之间。镁的添加提高了铝带制成的罐盖的强度和内部压力稳定性。为了达到铝带的良好的强度和内部压力稳定性,铝合金中的mg含量优选为至少3.5重量%,更优选为至少3.6重量%,甚至更优选为至少4.0重量%。
56、铝合金中的cr含量为最大0.1重量%。铝合金中的cr含量优选为至少0.01重量%,因为低于0.01重量%的cr含量会过多地限制旧废料的使用。
57、铝合金中的zn含量为最大0.25重量%。铝合金中的zn含量优选为至少0.01重量%,因为低于0.01重量%的锌含量会过多地限制旧废料的使用。
58、铝合金中的ti含量为最大0.10重量%。铝合金的ti含量优选为至少0.001重量%,因为低于0.001重量%的ti含量会过多地限制旧废料的使用。
59、接下来说明铝合金、铝带、方法和应用的各种实施方案,其中各个实施方案分别相互独立地适用于铝合金和铝带,以及方法和应用。此外,各个实施方案还可以相互任意组合。
60、在一个实施方案中,铝合金具有超过0.20重量%的si含量,和/或超过0.35重量%的fe含量,和/或超过0.15重量%的cu含量,和/或超过0.5重量%的mn含量。在这些含量范围内,可以使用更大比例旧废料来提供铝合金。已经认识到,即使有这些合金元素限制,铝带仍可获得有利的特性,使其能够用于生产罐盖和/或罐拉舌。
61、在一个实施方案中,铝带的旧废料回收物比例,尤其是ubc废料回收物比例,为至少5重量%,优选至少20重量%,更优选至少30重量%,特别优选至少35重量%,尤其是至少40重量%。在该方法的一个相应实施方案中,通过熔化旧废料,尤其是ubc废料,提供比例为至少5重量%,优选至少20重量%,更优选至少30重量%,特别优选至少35重量%,尤其是至少40重量%的熔体。与之前用于罐盖带材或罐拉舌带材的合金规格aa 5182相比,所述铝合金可以使用更多的旧废料。特别是,ubc废料或市场上的其他废料都可以通过这种方式用于铝合金带材。使用至少5重量%,优选至少20重量%,更优选至少30重量%,特别优选至少35重量%,尤其是至少40重量%的旧废料回收物比例,尤其是ubc废料回收物比例,可以显著改善铝罐生产过程中的co2平衡。
62、在一个实施方案中,铝带具有涂漆,尤其是烘烤涂漆。在该方法的一个相应实施方案中,还包括以下步骤:
63、-给冷轧带材涂漆,尤其是烘烤涂漆。
64、为了准备涂漆,例如可以对冷轧带材进行脱脂处理。也可以额外为带材设置增附剂,该增附剂使表面为涂漆做好准备。
65、对于烘烤涂漆,可以优选在可选的脱脂步骤之后,在铝带的一面或两面施加液体漆,然后在烘烤步骤中进行烘烤。漆例如可以是基于聚合物的漆,例如基于环氧树脂的漆。漆优选在烘箱,例如连续式烘箱中烘烤,温度优选为180-320℃pmt(金属峰值温度,peakmetal temperature)。在烘烤步骤中引起的对铝带的加热会导致铝带的状态发生变化。特别是,根据en 546-2,烘烤涂漆后铝带的状态为h48。在一个相应的实施方案中,铝带的状态为根据en 546-2规定的h48。
66、优选将涂漆的铝带,尤其是经过烘烤涂漆的铝带用于生产罐盖或罐拉舌。这样,在冲裁和成型为罐盖或罐拉舌后,就不需要进行涂漆工序。罐盖带材或罐拉舌带材也可以通过存在的漆层而与其他用途的铝带区分开来。
67、在一个实施方案中,铝带的厚度在0.20-0.24mm之间。在该方法的一个相应实施方案中,冷轧进行至0.20-0.24mm范围内的冷轧带材最终厚度。在此范围内的带材厚度特别适合生产罐盖和罐拉舌。
68、在一个实施方案中,铝带的屈服极限rp0.2在250–400mpa之间。该范围内的屈服极限尤其可以通过所述合金组成与所述生产方法相结合来实现。具有这种强度特性的铝带符合制造罐盖和罐拉舌的机械要求。
69、在一个实施方案中,铝带的抗拉强度rm在300-450mpa之间。该范围内的抗拉强度尤其可以通过所述合金组成与所述生产方法相结合来实现。具有这种强度特性的铝带符合生产罐盖和罐拉舌的机械要求。
70、屈服极限rp0.2和抗拉强度rm分别根据din en iso 6892-1:2020-06通过拉伸试验确定。
本文地址:https://www.jishuxx.com/zhuanli/20240619/9438.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表