一种用于防冰铝导线的超疏水碳氟薄膜的制备方法与流程
- 国知局
- 2024-06-20 14:04:10
本发明属于电工材料与装备,具体涉及一种用于防冰铝导线的超疏水碳氟薄膜的制备方法。
背景技术:
1、目前,钢芯铝绞线广泛应用于大容量远距离输电。雨雪天气下钢芯铝绞线上的覆冰现象经常发生,导致电网发生严重灾害,如输电线路舞动、线路断裂和杆塔倒塌等。为此,研究人员开展了大量工作来延缓或避免覆冰。近年来,超疏水材料的应用被认为是一种潜在的可靠防冰方法。
2、粗糙的微纳米结构和低表面能物质是超疏水薄膜制备的两个关键要素。鉴于此,超疏水薄膜制备的传统方法为“两步法”。第一步,通过化学刻蚀、阳极氧化、飞秒激光等构建粗糙的微纳米结构。第二步,通过浸渍、化学气相沉积等用低表面能物质对粗糙表面进行修饰。然而,由于脆弱的微纳米结构以及薄膜和基底之间较低的粘附力,上述方法的大规模应用受到限制。
3、磁控溅射作为一种膜基结合力强的真空镀膜方法,己被用于制备新型、稳定和耐用的超疏水薄膜,表现出良好的防冰和防霜性能。然而,目前采用磁控溅射方法制备铝基超疏水薄膜时仍需与其他后处理环节结合起来,溅射后还需补充脉冲电沉积、马弗炉退火或改性溶液浸泡等环节,本质上还是沿袭“两步法”,制备过程较为复杂,为此,磁控溅射工艺有待优化与改进。
技术实现思路
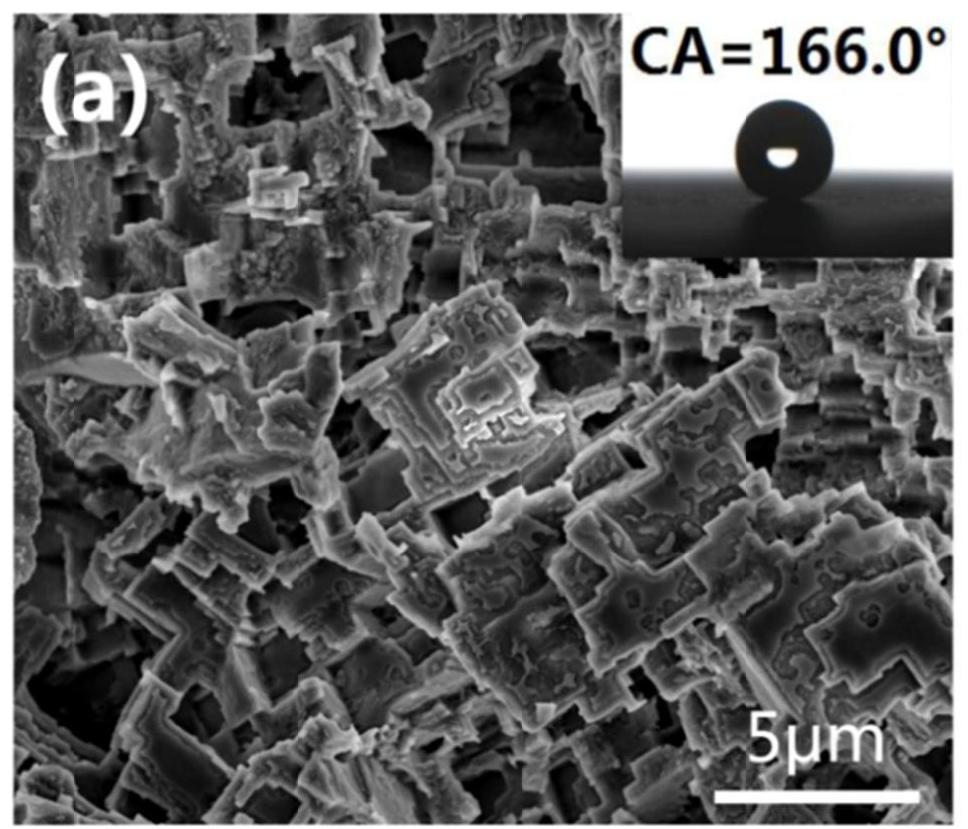
1、为了解决现有技术中存在的问题,本发明公开了一种用于防冰铝导线的碳氟薄膜的制备方法,在无需任何进一步后处理的情况下,通过在210℃下射频磁控溅射在铝合金表面成功制备出兼具良好防冰防霜性能和耐腐蚀性能的超疏水碳氟薄膜,使超疏水薄膜制备的两大关键要素即粗糙微观结构和低表面能物质得以同时形成,优化了基于磁控溅射制备超疏水薄膜的工艺,其包括以下步骤:
2、选用电工用6205铝合金作为基底,选用聚四氟乙烯作为靶材,将基底和靶材装入射频磁控溅射真空镀膜机中,靶材与基底之间的距离固定在10cm;
3、将本底真空度控制在3.6×10-3pa,真空腔室温度设定为210℃,在纯度为99.999%的氩气环境中,在0.9pa的工作压力和100w的稳定溅射功率下溅射镀膜;溅射40分钟后,样品在真空腔室中自然冷却至室温后取出。
4、进一步的,利用射频磁控溅射真空镀膜机进行溅射镀膜具体包括以下操作步骤:
5、基底前处理;
6、开机;
7、腔室抽真空;
8、加温;
9、射频预热与充工作气体;
10、起辉;
11、镀膜;
12、关机。
13、进一步的,基底前处理具体包括:
14、用砂纸打磨铝合金基底;
15、依次用去离子水和乙醇超声洗涤;
16、烘干装入射频磁控溅射真空镀膜机等待镀膜。
17、进一步的,开机具体包括:
18、检查射频磁控溅射真空镀膜机状态,包括腔体关闭,腔室为低真空状态,各气阀关闭;
19、打开实验室空调设定为25℃,接通循环水和电控柜电源;
20、通入工作氩气,确保低压阀为松弛状态,将工作氩气瓶的高压阀拧松两圈,再缓慢打开低压阀,使低压表上的指针指在接近0.3的位置;
21、打开循环水电源开关等待5秒,按下“启动”按钮后再等待5秒,水泵工作,进一步打开电控柜开关;
22、打开下显示复合真空计,等待至有示数显示,观察并记录此时腔室的压强。
23、进一步的,腔室抽真空具体包括:
24、打开机械泵开关【rp】,待其工作稳定约15秒。
25、抽前级,打开前级开关【fv】,打开上下显示屏的电源开关,等待前级热偶计显示低于1.2pa;
26、抽腔室,当前级热偶计低于1.2pa时,关闭【fv】,打开【rv】,等待5分钟,当下显示面板的热偶计显示低于5pa后,关闭【rv】;
27、在确保热偶计显示低于5pa前提下,打开【fv】和【tp】,打开分子泵电源开关,按下【start】,等待3分钟使分子泵转速达到400转/秒;
28、当分子泵转速达到400转/秒时,若热偶计显示高于5pa,则关闭【fv】,打开【rv】,使热偶计显示低于5pa,再关闭【rv】,打开【fv】;若热偶计显示不高于5pa,则直接执行下一步;
29、缓慢打开手动阀,前期开阀门速度要慢,在摇动手动阀的同时观察热偶计数值,使其不超过7,稳定在某个数字或者下降0.1时,旋松一点,直至电离显示为2×10-2时,缓慢全开手动阀。
30、进一步的,加温具体包括:
31、先通过分子泵将腔室抽真空至接近所需压强,再烘烤;
32、开电源,按【自动】,【测量】,按【set】设置温度为210℃;
33、按【烘烤】开始加温,并调限幅旋钮使抽真空速度与升温速度协调,限幅设置为8.5至9.5,注意加热到30℃拔掉热偶规,以免高温损坏热偶规;
34、烘烤至本底真空度为4×10-3pa,关闭复合真空计电源开关。
35、进一步的,射频预热与充工作气体具体包括:
36、射频预热,确保射频功率调节旋钮在最小位置,打开射频机电源并开始计时,预热时间不低于10分钟;
37、在预热同时向腔室通入氩气,确保氩气低压阀为松弛状态,先打开高压阀,再缓慢打开低压阀,使低压表指针指在0.02至0.03之间;
38、打开【cv2】点充一次,再打开【cv2】等待前级热偶计示数下降至30pa;
39、按下【通】,加热灯管点亮则正常,否则需检查故障;
40、将【控制/测量】开关推向上;
41、将旋钮旋转到1.0,将手动阀适当关小至2.2;
42、通氩气直至射频预热达到10分钟。
43、进一步的,起辉具体包括:
44、预热时间达到10分钟以后开始起辉,确保挡板处于关闭位置,确认溅射功率旋钮在最小;
45、按下射频机上【on】键,缓慢旋动旋钮,使射频功率缓慢增加,旋转到40至50w时,打开挡板,再关闭挡板;
46、此时通过观察自偏压是否改变来判断是否起辉,若不能起辉则适当增加氩气流量;
47、调节氩气旋钮至电离计显示为溅射所需真空度0.9pa;
48、调节溅射功率至100w;
49、镀膜前预溅射10分钟,确保电离计保持在0.9pa,溅射功率稳定在100w,工作氩气表盘示数稳定。
50、进一步的,镀膜具体包括:
51、检查各参数,确认参数无误后,设置样品所需溅射的时间为40分钟,缓慢打开挡板,开始镀膜计时;
52、时间到达40分钟后,缓慢关闭挡板,完成镀膜。
53、进一步的,关机具体包括:
54、首先关射频,将射频机上控制功率的旋钮调到最小,先按下【off】,然后关闭【on/off】键和射频机电源;按下【烘烤】停止加温,关闭面板电源开关;
55、关闭氩气瓶高压阀,做好逆时针旋转低压阀的准备,如高压阀指针接近0时氩气瓶低压表示数快速上升,则适当关小低压阀,使得低压表的指针示数不超过0.1,直到高压表和低压表均指向0,关闭低压阀;
56、关闭手动阀,产生机械锁定“咔”的声音;
57、关闭分子泵,先按【stop】,等待转速为0后,关闭分子泵电源开关和【tp】;
58、充氮气,先开外充氮气高压阀,然后低压阀调到0.2,点充【cv1】,观察前级热偶计示数有无变化,无变化则说明分子泵手动阀关紧,方可持续打开【cv1】充入氮气;
59、用手放在真空腔体上盖口感受到持续出风则充氮气完毕,关闭氮气高压阀,拧松氮气低压阀,关闭【cv1】;
60、点升,按下电控柜【升】键使样品升上来,完毕后关闭【升】键;
61、取走样品,用吸尘器对真空腔室进行抽吸;
62、点降,按下电控柜【降】键使样品升上来,完毕后关闭【降】键;
63、关闭电控柜电源开关,按下循环水机的【停止】,关闭总电源开关;
64、检查各个气瓶的低压阀是否均处于拧松状态,若有未拧松则拧松;
65、关闭空调开关及空调电源。
66、与现有技术相比,本发明的有益效果在于:
67、本发明在无需任何进一步后处理的情况下,通过在210℃下进行射频磁控溅射,在铝合金表面成功制备出兼具良好防冰防霜性能和耐腐蚀性能的超疏水碳氟薄膜,使超疏水薄膜制备的两大关键要素即粗糙微观结构和低表面能物质得以同时形成,彻底摆脱了先构建粗糙微观结构再用低表面能物质修饰的传统“两步法”制备思路,使基于磁控溅射制备超疏水薄膜的过程摆脱了其他后处理环节,优化了基于磁控溅射制备超疏水薄膜的工艺,降低了制备过程复杂性,为超疏水薄膜的大规模制备及其在输电线路防冰中的应用提供了新思路。
本文地址:https://www.jishuxx.com/zhuanli/20240619/9452.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表