高速钢轧辊磨砂轮及其制造工艺的制作方法
- 国知局
- 2024-06-20 14:04:04
本发明属于砂轮制造领域,具体涉及高速钢轧辊磨砂轮及其制造工艺。
背景技术:
1、高速钢轧辊磨砂轮具有高硬度、高强度,高切削力,高效率和良好的耐磨性,适用于各种合金含量高速钢的磨削加工。
2、现有技术中公开了申请号为cn202110543956.6的中国专利,公开了一种高速钢轧辊砂轮制造成型工艺,具体涉及生产制造连续压制成型装置,包括机架、制造输送机构、成型模、定量放料机构、摊料机构、压制成型机构和顶出机构;通过本发明提供的装置可在砂轮压制成型加工环节代替人工进行自动化、连续化的加工生产,改变了传统加工过程中通过人工逐一压制成型的加工方式,解决了传统压制成型制造过程中自动化、连续化程度不高,生产效率较低以及人工成本较高的问题。
3、砂轮在生产制造过程中,利用磨料和结合剂混合而成的型料经过压制成型,随后将压制成型的砂轮毛坯件焙烧以及精加工后最终制成砂轮产品。
技术实现思路
1、本发明的目的在于提供高速钢轧辊磨砂轮及其制造工艺,旨在解决背景技术中的问题。
2、为实现上述目的,本发明提供如下技术方案:
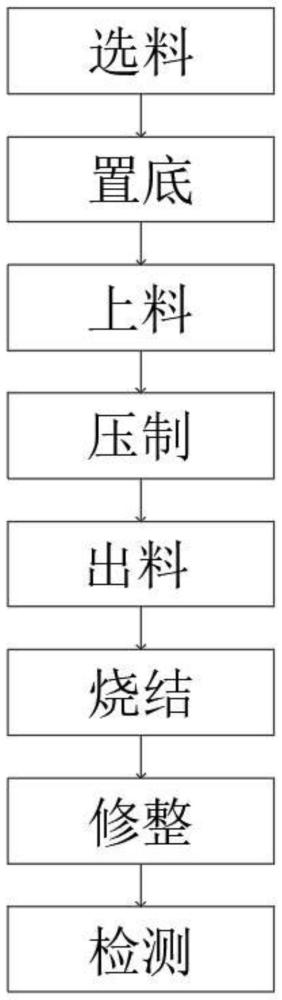
3、高速钢轧辊磨砂轮及其制造工艺,其包括如下步骤:
4、s1、选料:选用磨料和结合剂搅拌混合得到原材料,将原材料加入原料箱内;
5、s2、置底:在下模具内放置加固膜;
6、s3、上料:通过原料箱移动至下模具的上侧,原材料自动落入下模具内并位于加固膜的上侧,然后控制原料箱回到原位,下模具内的原材料复位的原料箱抹平,然后下模具内中心处放置钢圈;
7、s4、压制:通过压制机构上模具向下移动,上模具进入下模具内压制原材料形成砂轮体;
8、s5、出料:通过顶出机构推动砂轮体向上移动,使砂轮体与下模具分离,将砂轮体取出;
9、s6、烧结:将砂轮体放入高温窑中,在高温下进行烧结,使结合剂与磨料紧密结合,形成坚固的砂轮体;
10、s7、修整:通过磨削和抛光方式,对烧结后的砂轮体进行修整,修正其外形,使砂轮体的外形达到所需的尺寸精度和形状;
11、s8、检测:对修整后的砂轮体进行硬度测试、平衡测试和回转测试,确保砂轮体的质量。
12、作为本发明一种优选的方案,在s1步骤中,所述原料箱下侧设置有辅助架,所述辅助架的一侧设置有第二滑槽,所述原料箱滑动连接于第二滑槽内,原料箱的底部镂空结构,所述辅助架的顶部固定连接有电动推杆,所述电动推杆的伸长端固定连接于原料箱的侧部。
13、作为本发明一种优选的方案,所述原料箱的侧部固定连接有振捣器,所述振捣器的输出端固定连接有振捣杆,所述振捣杆位于原料箱内。
14、作为本发明一种优选的方案,在步骤s2中,所述下模具设置有多个并设置于转盘的顶部,所述转盘的下侧设置有工作台,所述工作台的中心处设置有定位柱,所述转盘转动连接于定位柱的圆周表面,所述转盘的顶部设置有多个第一滑槽,每个所述下模具对应设置于第一滑槽内,所述加固膜堆叠于第一物料架内,所述第一物料架靠近工作台的外侧,所述工作台内设置有旋转机构,通过旋转机构可驱动转盘转动,每个所述下模具内均滑动连接有垫盘。
15、作为本发明一种优选的方案,所述旋转机构包括伺服电机、定位套和第二锥齿轮,所述伺服电机固定连接于工作台的下内壁,所述伺服电机输出端固定连接有第一锥齿轮,所述定位套转动连接于定位柱的圆周表面,所述转盘固定连接于定位套的顶部,所述第二锥齿轮固定连接于定位套的圆周表面,所述第一锥齿轮与第二锥齿轮相啮合。
16、作为本发明一种优选的方案,在s3步骤中,所述辅助架与转盘的圆周表面紧密贴合,所述原料箱可由第二滑槽滑动至第一滑槽内,所述工作台的一侧设置有第二物料架,所述钢圈叠放于第二物料架内。
17、作为本发明一种优选的方案,在s4步骤中,所述压制机构包括顶架、液压缸、钢板、第二伸缩杆和第二弹簧,所述顶架固定连接于定位柱的顶部,所述液压缸固定连接于顶架的顶部,所述钢板固定连接于液压缸的伸长端,所述上模具位于钢板的下侧,所述第二伸缩杆固定连接于上模具和钢板之间,所述第二弹簧套设于第二伸缩杆的圆周表面。
18、作为本发明一种优选的方案,在s5步骤中,所述顶出机构包括顶出气缸和复位组件,所述顶出气缸固定连接于工作台的下内壁,所述复位组件包括三角板、直杆、第一伸缩杆和第一弹簧,所述直杆固定连接于垫盘的底部,所述直杆滑动贯穿转盘并向下延伸,所述三角板固定连接于直杆的下端,所述第一伸缩杆固定连接于三角板与转盘的底部之间,所述第一弹簧套设于第一伸缩杆的圆周表面,所述顶出气缸位于三角板的下侧。
19、作为本发明一种优选的方案,所述复位组件设置有多组,其分别设置于垫盘的下侧。
20、作为本发明一种优选的方案,高速钢轧辊磨砂轮,包括:所述磨料为碳化硅和氧化铝粉料,所述加固膜为玻璃纤维材质,所述砂轮体基于加固膜、原材料和钢圈压制而成;
21、所述砂轮体基于磨料以及结合剂采用自然膨胀法制成。
22、所述砂轮体32采用自然膨胀法制成后的砂轮膨胀体积达百分之5-8、8-12、12-15三个区域范围,最终将切削力提高2-3倍,加工效率提高百分之五十以上;
23、所述结合剂包括柔性结合剂、膨胀结合剂以及高强结合剂,所述柔性结合剂、膨胀结合剂以及高强结合剂的比例为3:3:4。
24、与现有技术相比,本发明的有益效果是:
25、1、本方案中在原料箱内储存混合后的原材料,原材料选用碳化硅、氧化铝和结合剂混合而成,具有高硬度和高耐磨性,通过控制电动推杆的伸长端推动原料箱移动,原料箱由第二滑槽移动至第一滑槽内,原材料自动落入下模具内并位于加固膜的上侧,然后控制原料箱回到原位,下模具内的原材料复位的原料箱抹平,实现自动上料工作,而且自动抹平原材料,对比传统的人工上料,效率更高,上料量更精确,无需增加抹平的设备,精简生产机械,效率更高更安全,能够连续自动化生产,降低人工成本,具有更高的精度和准确性,可以减少人为因素造成的误差,提高产品质量。
26、2、本方案中原料箱在移动至下模具的上侧时,振捣器参与工作驱动振捣杆不断振动,松动原材料能够落入下模具内,防止出现原材料在原料箱内堆积的情况,结构更加合理,无需人工上料。
技术特征:1.高速钢轧辊磨砂轮配方及其制造工艺,其特征在于,其用于实现制造高速钢轧辊磨砂轮,其包括如下步骤:
2.根据权利要求1所述的高速钢轧辊磨砂轮配方及其制造工艺,其特征在于,在s1步骤中,所述原料箱(12)下侧设置有辅助架(10),所述辅助架(10)的一侧设置有第二滑槽(11),所述原料箱(12)滑动连接于第二滑槽(11)内,原料箱(12)的底部镂空结构,所述辅助架(10)的顶部固定连接有电动推杆(16),所述电动推杆(16)的伸长端固定连接于原料箱(12)的侧部。
3.根据权利要求2所述的高速钢轧辊磨砂轮配方及其制造工艺,其特征在于,所述原料箱(12)的侧部固定连接有振捣器(14),所述振捣器(14)的输出端固定连接有振捣杆(15),所述振捣杆(15)位于原料箱(12)内。
4.根据权利要求3所述的高速钢轧辊磨砂轮配方及其制造工艺,其特征在于,在步骤s2中,所述下模具(4)设置有多个并设置于转盘(2)的顶部,所述转盘(2)的下侧设置有工作台(1),所述工作台(1)的中心处设置有定位柱(101),所述转盘(2)转动连接于定位柱(101)的圆周表面,所述转盘(2)的顶部设置有多个第一滑槽(3),每个所述下模具(4)对应设置于第一滑槽(3)内,所述加固膜(7)堆叠于第一物料架(6)内,所述第一物料架(6)靠近工作台(1)的外侧,所述工作台(1)内设置有旋转机构,通过旋转机构可驱动转盘(2)转动,每个所述下模具(4)内均滑动连接有垫盘(5)。
5.根据权利要求4所述的高速钢轧辊磨砂轮配方及其制造工艺,其特征在于,所述旋转机构包括伺服电机(21)、定位套(23)和第二锥齿轮(24),所述伺服电机(21)固定连接于工作台(1)的下内壁,所述伺服电机(21)输出端固定连接有第一锥齿轮(22),所述定位套(23)转动连接于定位柱(101)的圆周表面,所述转盘(2)固定连接于定位套(23)的顶部,所述第二锥齿轮(24)固定连接于定位套(23)的圆周表面,所述第一锥齿轮(22)与第二锥齿轮(24)相啮合。
6.根据权利要求5所述的高速钢轧辊磨砂轮配方及其制造工艺,其特征在于,在s3步骤中,所述辅助架(10)与转盘(2)的圆周表面紧密贴合,所述原料箱(12)可由第二滑槽(11)滑动至第一滑槽(3)内,所述工作台(1)的一侧设置有第二物料架(8),所述钢圈(9)叠放于第二物料架(8)内。
7.根据权利要求6所述的高速钢轧辊磨砂轮配方及其制造工艺,其特征在于,在s4步骤中,所述压制机构包括顶架(25)、液压缸(26)、钢板(28)、第二伸缩杆(29)和第二弹簧(30),所述顶架(25)固定连接于定位柱(101)的顶部,所述液压缸(26)固定连接于顶架(25)的顶部,所述钢板(28)固定连接于液压缸(26)的伸长端,所述上模具(27)位于钢板(28)的下侧,所述第二伸缩杆(29)固定连接于上模具(27)和钢板(28)之间,所述第二弹簧(30)套设于第二伸缩杆(29)的圆周表面。
8.根据权利要求7所述的高速钢轧辊磨砂轮配方及其制造工艺,其特征在于,在s5步骤中,所述顶出机构包括顶出气缸(31)和复位组件,所述顶出气缸(31)固定连接于工作台(1)的下内壁,所述复位组件包括三角板(17)、直杆(18)、第一伸缩杆(19)和第一弹簧(20),所述直杆(18)固定连接于垫盘(5)的底部,所述直杆(18)滑动贯穿转盘(2)并向下延伸,所述三角板(17)固定连接于直杆(18)的下端,所述第一伸缩杆(19)固定连接于三角板(17)与转盘(2)的底部之间,所述第一弹簧(20)套设于第一伸缩杆(19)的圆周表面,所述顶出气缸(31)位于三角板(17)的下侧。
9.根据权利要求8所述的高速钢轧辊磨砂轮配方及其制造工艺,其特征在于,所述复位组件设置有多组,其分别设置于垫盘(5)的下侧。
10.高速钢轧辊磨砂轮,其特征在于,应用于权利要求9所述的高速钢轧辊磨砂轮配方及其制造工艺中,其包括:所述磨料为碳化硅和氧化铝粉料,所述加固膜(7)为玻璃纤维材质,所述砂轮体(32)基于加固膜(7)、原材料(33)和钢圈(9)压制而成;
技术总结本发明提供高速钢轧辊磨砂轮配方及其制造工艺,属于磨砂轮制造技术领域,包括如下步骤:S1、选料;S2、置底;S3、上料;S4、压制;S5、出料;S6、烧结;S7、修整;S8、检测;实现自动上料工作,而且自动抹平原材料,对比传统的人工上料,效率更高,上料量更精确,无需增加抹平的设备,精简生产机械,效率更高更安全,能够连续自动化生产,降低人工成本,具有更高的精度和准确性,可以减少人为因素造成的误差,提高产品质量。技术研发人员:朱茂春,王立新,赵存弘,王超,朱小军,朱赞柳受保护的技术使用者:卓茂砂轮科技(江苏)有限公司技术研发日:技术公布日:2024/6/2本文地址:https://www.jishuxx.com/zhuanli/20240619/9448.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表