异形件精准自动组装机构的制作方法
- 国知局
- 2024-07-17 13:48:10
本技术涉及电子精密配件制造安装,尤其涉及一种异形件精准自动组装机构。
背景技术:
1、在产品两端的螺杆上组装异形件时,通常采用人工装配的方式,螺杆的结构如图1所示,组装时需要首先将o型圈套入螺杆下部内凹的组装位中,再将e型卡簧卡入o型圈的下方,成品如图2所示。而实际操作时,由于o型圈和e型卡簧的尺寸规格都较小,手动组装操作不便,且两端螺杆需依次进行组装,产品整体的装配效率低,不能进行大规模的生产作业。
技术实现思路
1、本实用新型要解决的技术问题是提供一种异形件精准自动组装机构,旨在解决现有技术中存在的人工手动组装操作不便,产品整体装配效率较低,不能进行大规模生产作业的技术问题。
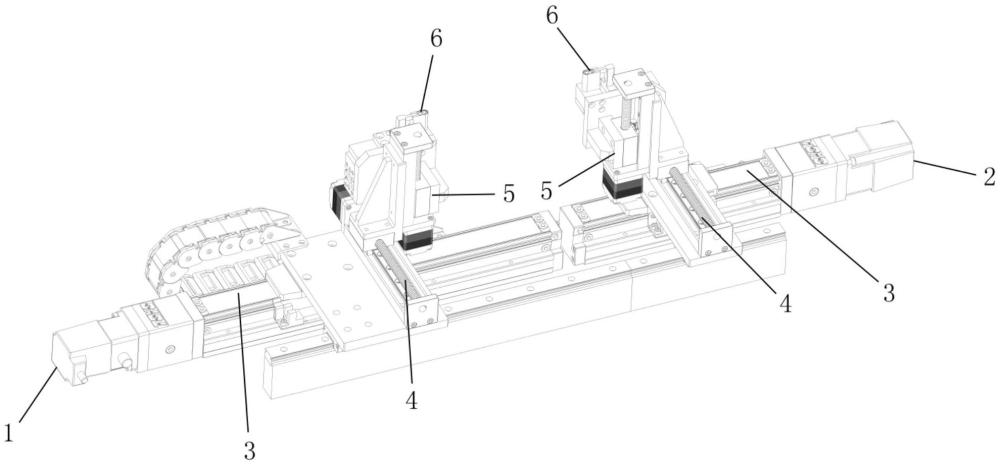
2、本实用新型的技术方案是:一种异形件精准自动组装机构,包括左右布置的第一组装机构和第二组装机构,所述第一组装机构和第二组装机构均包括x向横移模组、与x向横移模组连接的y向横移模组、与y向横移模组连接的z向升降模组、与z向升降模组连接的组装组件;所述组装组件包括组装底座,组装底座的顶部设有异形件放置槽,异形件放置槽内设有升降弹柱、与所述升降弹柱衔接配合的承接部,升降弹柱弹性安装在组装底座上且一端伸出异形件放置槽的底部,o型圈能够放置在升降弹柱上并通过承接部与e型卡簧上下相错的分别放置在异形件放置槽的两端,异形件放置槽的底部还设有用于吸附定位e型卡簧的多个真空吸附孔;组装底座上还滑动安装有推入杆,推入杆能够伸入异形件放置槽内推动e型卡簧卡入螺杆的组装位中。
3、进一步的,本实用新型中所述x向横移模组包括由x向直线驱动机构驱动的x向滑台、设于x向直线驱动机构一侧与x向滑台连接的x向直线导轨,y向横移模组安装在所述x向滑台上。
4、进一步的,本实用新型中所述y向横移模组包括由y向电机驱动的y向丝杠机构、与y向丝杠机构连接的y向滑板,z向升降模组安装在所述y向滑板上。
5、进一步的,本实用新型中所述z向升降模组包括由z向电机驱动的z向丝杠机构、与z向丝杠机构连接的z向升降板,组装组件安装在所述z向升降板上。
6、进一步的,本实用新型中所述推入杆通过连接支座安装在移动架上,移动架由气缸驱动移动。
7、进一步的,本实用新型中所述组装底座上设有与异形件放置槽连通的开口槽,推入杆滑动安装在所述开口槽内。
8、本实用新型与现有技术相比具有以下优点:本实用新型可同时对产品两端的螺杆进行异形件组装,左右两个组装组件上可分别放置一个e型卡簧和一个o型圈,组装底座的结构特殊设计,能够实现e型卡簧与o型圈在异形件放置槽内的上下相错放置,并有利于通过升降弹柱与推入杆的配合一步到位的实现o型圈与e型卡簧的快速组装,无需手动操作,精准高效,大大提高了产品的装配效率,能够实现大规模自动生产作业。
技术特征:1.一种异形件精准自动组装机构,其特征在于:包括左右布置的第一组装机构(1)和第二组装机构(2),所述第一组装机构(1)和第二组装机构(2)均包括x向横移模组(3)、与x向横移模组(3)连接的y向横移模组(4)、与y向横移模组(4)连接的z向升降模组(5)、与z向升降模组(5)连接的组装组件(6);所述组装组件(6)包括组装底座(61),组装底座(61)的顶部设有异形件放置槽(61a),异形件放置槽(61a)内设有升降弹柱(61b)、与所述升降弹柱(61b)衔接配合的承接部(61c),升降弹柱(61b)弹性安装在组装底座(61)上且一端伸出异形件放置槽(61a)的底部,o型圈(8)能够放置在升降弹柱(61b)上并通过承接部(61c)与e型卡簧(7)上下相错的分别放置在异形件放置槽(61a)的两端,异形件放置槽(61a)的底部还设有用于吸附定位e型卡簧(7)的多个真空吸附孔(10);组装底座(61)上还滑动安装有推入杆(62),推入杆(62)能够伸入异形件放置槽(61a)内推动e型卡簧(7)卡入螺杆(9)的组装位(9a)中。
2.根据权利要求1所述的异形件精准自动组装机构,其特征在于:所述x向横移模组(3)包括由x向直线驱动机构(31)驱动的x向滑台(32)、设于x向直线驱动机构(31)一侧与x向滑台(32)连接的x向直线导轨(33),y向横移模组(4)安装在所述x向滑台(32)上。
3.根据权利要求2所述的异形件精准自动组装机构,其特征在于:所述y向横移模组(4)包括由y向电机(41)驱动的y向丝杠机构(42)、与y向丝杠机构(42)连接的y向滑板(43),z向升降模组(5)安装在所述y向滑板(43)上。
4.根据权利要求3所述的异形件精准自动组装机构,其特征在于:所述z向升降模组(5)包括由z向电机(51)驱动的z向丝杠机构(52)、与z向丝杠机构(52)连接的z向升降板(53),组装组件(6)安装在所述z向升降板(53)上。
5.根据权利要求1所述的异形件精准自动组装机构,其特征在于:所述推入杆(62)通过连接支座(63)安装在移动架(64)上,移动架(64)由气缸(65)驱动移动。
6.根据权利要求1所述的异形件精准自动组装机构,其特征在于:所述组装底座(61)上设有与异形件放置槽(61a)连通的开口槽,推入杆(62)滑动安装在所述开口槽内。
技术总结本技术公开了一种异形件精准自动组装机构,包括左右布置的两个组装机构,各组装机构均包括X向横移模组、连接X向横移模组的Y向横移模组、连接Y向横移模组的Z向升降模组、连接Z向升降模组的组装组件;组装组件包括组装底座,组装底座上设有异形件放置槽,异形件放置槽内设有衔接配合的升降弹柱和承接部,升降弹柱弹性安装在组装底座上且一端伸出异形件放置槽底部,O型圈能够放置在升降弹柱上通过承接部与E型卡簧上下相错的放置在异形件放置槽两端,异形件放置槽底部设有用于吸附定位E型卡簧的真空吸附孔,组装底座上设有能够伸入异形件放置槽内推动E型卡簧的推入杆。本技术能够提高装配效率,实现大规模精准高效自动化生产。技术研发人员:谢瑜,明振川,武凯琴受保护的技术使用者:易至泰精密电子配件(无锡)有限公司技术研发日:20231031技术公布日:2024/7/9本文地址:https://www.jishuxx.com/zhuanli/20240711/111627.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表