压延玻璃溢流口唇砖的制作方法
- 国知局
- 2024-07-17 13:09:20
本技术涉及一种压延玻璃溢流口成型工艺,尤其涉及的是一种压延玻璃溢流口唇砖。
背景技术:
1、唇砖,是压延玻璃成型的重要部分,位于熔窑支通路的溢流口尾端,它起到承上启下的作用,将熔融的高温玻璃液从溢流口承接到上下压延辊之间,压延辊的相对转动将玻璃液挤压成厚度和花纹均匀的玻璃带,成型的玻璃带再通过接应辊进一步冷却并输送至过渡辊台和退火窑,属于压延玻璃成型的关键部分。
2、压延辊前玻璃液温度要求1080℃,成品玻璃板厚薄差小于0.15mm;若中间温度高,较容易压制,两边温度低,玻璃液流动性差,更难于压制。目前在溢流口宽度2500~2600mm情况下,使用压延机生产3.2mm及以下厚度的玻璃原片时,溢流口玻璃液的横向温差相对较小,玻璃板厚薄差比较容易控制,也容易达到标准要求;但溢流口的宽度较宽3600~3700mm时,溢流口玻璃液的横向温差相对较大,中间温度高,两边的温度相对低,此时对于生产3.2mm及以下厚度玻璃时,玻璃板的厚薄差难于控制。在压制中,上辊和下辊受到热影响不同,上辊受到与之接触玻璃液的热传导,辊前玻璃液和辊后玻璃板的热辐射。因需要在上辊的两侧加装烧边火枪,加热边部玻璃液,其火焰对上辊也产生了较强的热辐射作用。下辊主要受到与之接触玻璃液的热传导作用。上辊接受的热量较大,下辊接受的热量较小,导致上辊受热膨胀变形量比下辊大,辊间隙不均匀,造成了玻璃板厚薄差。
3、溢流口玻璃液的横向温差是成型的关键因素,一般要求要小于10℃;而宽板线溢流口玻璃液的横向温差一般在30~40℃,对于成型及控制玻璃厚薄差增加了困难。为了解决这个问题,考虑改变唇砖的形状结构,让溢流口唇砖上的玻璃液面两边比中间高,减小唇砖面上玻璃液的横向温差,这样利于压延成型及玻璃板厚薄差的控制。
4、公开于该背景技术部分的信息仅仅旨在增加对本实用新型的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息已构成为本领域一般技术人员所公知的现有技术。
技术实现思路
1、本实用新型所要解决的技术问题在于:如何解决目前对于溢流口宽度较宽的情况下,溢流口玻璃液的横向温差相对较大,玻璃板的厚薄差难于控制的问题。
2、本实用新型通过以下技术手段实现解决上述技术问题的:
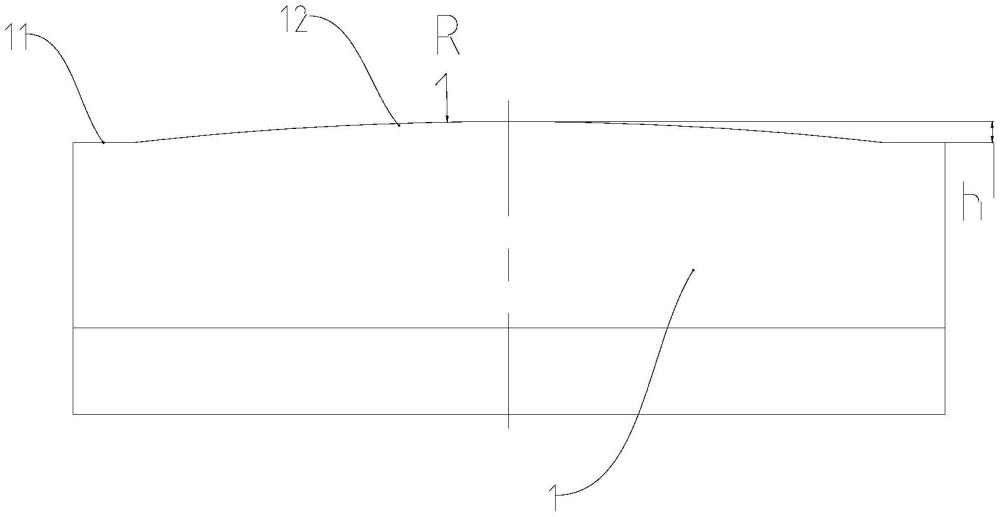
3、压延玻璃溢流口唇砖,包括挡边砖连接部、玻璃液承接部,所述挡边砖连接部位于所述玻璃液承接部的两侧,所述挡边砖连接部与所述玻璃液承接部均位于唇砖的顶面;所述玻璃液承接部的中部高,由中部向边缘处呈倾斜过渡。
4、本实用新型中唇砖的玻璃液承接部的中部高,由中部向边缘处呈倾斜过渡,使溢流口玻璃液两侧与中间的液面产生高差,使得玻璃液流过唇砖时,位于中部的玻璃液厚度较薄、位于边缘处的玻璃液厚度较厚,从而使得玻璃液在中部与边缘位置处的温差较小,改善溢流口两侧玻璃液温差,解决成型及玻璃板厚薄差的问题。
5、优选的,所述玻璃液承接部的中部为平面,平面区域的四周呈倾斜。
6、优选的,所述玻璃液承接部的顶面为弧面,且弧面的最高位置处位于所述玻璃液承接部的中部。
7、优选的,所述玻璃液承接部的顶面为凸型面,且凸型面的最高位置处位于所述玻璃液承接部的中心位置。
8、本实施例中唇砖可以是多种形式的中部高、边缘低的形式,可以根据企业工艺选择加工,结构简单,加工方便。
9、优选的,所述挡边砖连接部为平面,所述挡边砖连接部与挡边砖焊接或螺栓连接。
10、优选的,唇砖的底部为弧形面。
11、优选的,唇砖的背面为尾砖连接部。
12、优选的,唇砖靠近压延下辊的一端与压延下辊预留间隙。
13、优选的,所述玻璃液承接部中部最高处与边缘处最低处的在唇砖的高度方向上的高度差小于15mm。
14、优选的,所述玻璃液承接部中部最高处与边缘处最低处的在唇砖的高度方向上的高度差为8-12mm。
15、本实施例的玻璃液承接部中部最高处与边缘处最低处的在唇砖的高度方向上的高度差能够满足溢流口的宽度较宽3600~3700mm时的使用要求。
16、本实用新型的优点在于:
17、(1)本实用新型中唇砖的玻璃液承接部的中部高,由中部向边缘处呈倾斜过渡,使溢流口玻璃液两侧与中间的液面产生高差,使得玻璃液流过唇砖时,位于中部的玻璃液厚度较薄、位于边缘处的玻璃液厚度较厚,从而使得玻璃液在中部与边缘位置处的温差较小,改善溢流口两侧玻璃液温差,解决成型及玻璃板厚薄差的问题;
18、(2)本实施例中唇砖可以是多种形式的中部高、边缘低的形式,可以根据企业工艺选择加工,结构简单,加工方便;
19、(3)本实施例的玻璃液承接部中部最高处与边缘处最低处的在唇砖的高度方向上的高度差能够满足溢流口的宽度较宽3600~3700mm时的使用要求。
技术特征:1.压延玻璃溢流口唇砖,其特征在于,包括挡边砖连接部、玻璃液承接部,所述挡边砖连接部位于所述玻璃液承接部的两侧,所述挡边砖连接部与所述玻璃液承接部均位于唇砖的顶面;所述玻璃液承接部的中部高,由中部向边缘处呈倾斜过渡。
2.根据权利要求1所述的压延玻璃溢流口唇砖,其特征在于,所述玻璃液承接部的中部为平面,平面区域的四周呈倾斜。
3.根据权利要求1所述的压延玻璃溢流口唇砖,其特征在于,所述玻璃液承接部的顶面为弧面,且弧面的最高位置处位于所述玻璃液承接部的中部。
4.根据权利要求1所述的压延玻璃溢流口唇砖,其特征在于,所述玻璃液承接部的顶面为凸型面,且凸型面的最高位置处位于所述玻璃液承接部的中心位置。
5.根据权利要求1所述的压延玻璃溢流口唇砖,其特征在于,所述挡边砖连接部为平面,所述挡边砖连接部与挡边砖焊接或螺栓连接。
6.根据权利要求1所述的压延玻璃溢流口唇砖,其特征在于,唇砖的底部为弧形面。
7.根据权利要求1所述的压延玻璃溢流口唇砖,其特征在于,唇砖的背面为尾砖连接部。
8.根据权利要求1所述的压延玻璃溢流口唇砖,其特征在于,唇砖靠近压延下辊的一端与压延下辊预留间隙。
9.根据权利要求1所述的压延玻璃溢流口唇砖,其特征在于,所述玻璃液承接部中部最高处与边缘处最低处的在唇砖的高度方向上的高度差小于15mm。
10.根据权利要求1所述的压延玻璃溢流口唇砖,其特征在于,所述玻璃液承接部中部最高处与边缘处最低处的在唇砖的高度方向上的高度差为8-12mm。
技术总结本技术公开压延玻璃溢流口唇砖,包括挡边砖连接部、玻璃液承接部,所述挡边砖连接部位于所述玻璃液承接部的两侧,所述挡边砖连接部与所述玻璃液承接部均位于唇砖的顶面;所述玻璃液承接部的中部高,由中部向边缘处呈倾斜过渡。本技术的有益效果:改善溢流口两侧玻璃液温差,解决成型及玻璃板厚薄差的问题。技术研发人员:孙建国,夏鹏华,梁超帝,赵意,王凯,常乐受保护的技术使用者:蚌埠凯盛工程技术有限公司技术研发日:20231130技术公布日:2024/7/11本文地址:https://www.jishuxx.com/zhuanli/20240716/108389.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表