一种轨道交通复合材料横扶手及其制造工艺的制作方法
- 国知局
- 2024-08-01 08:31:19
本发明涉及轨道交通制造,尤其涉及一种轨道交通复合材料横扶手及其制造工艺。
背景技术:
1、本发明背景技术中公开的信息仅仅旨在增加对本发明的总体背景的理解,而不必然被视为承认或以任何形式暗示该信息构成已经成为本领域一般技术人员所公知的现有技术。
2、高速列车、地铁和磁浮列车等车辆的轻量化可以促使车辆承载更大的有效载荷,提高铁路行业的竞争力,持续增加铁路运输的吸引力,提高能源效率,进而降低成本,同时在一定程度上能使环境得到改善。
3、目前,车辆中的扶手杆一般是以金属管为主体,而金属扶手杆面临重量大、制造工序繁多、生产效率低等问题。为了减重实现车辆扶手的轻量化,cn 116279626a(公开日:2023.06.23)采用不锈钢与碳纤维复合结构,即,表面为碳纤维层、内部为不锈钢管,该结构可以弥补扶手管整体强度不足问题,整体复合材料重量轻,实现了轻量化设计要求,可满足多种场合使用。然而,其仍旧是以金属管为主体,轻量化程度仍有待提高。
技术实现思路
1、有鉴于此,本发明提供了一种轨道交通复合材料横扶手及其制造工艺,可实现与原有金属结构成本持平的情况下,扶手杆减重60%以上,解决原有金属扶手重量大,生产效率低,工序繁杂等问题。
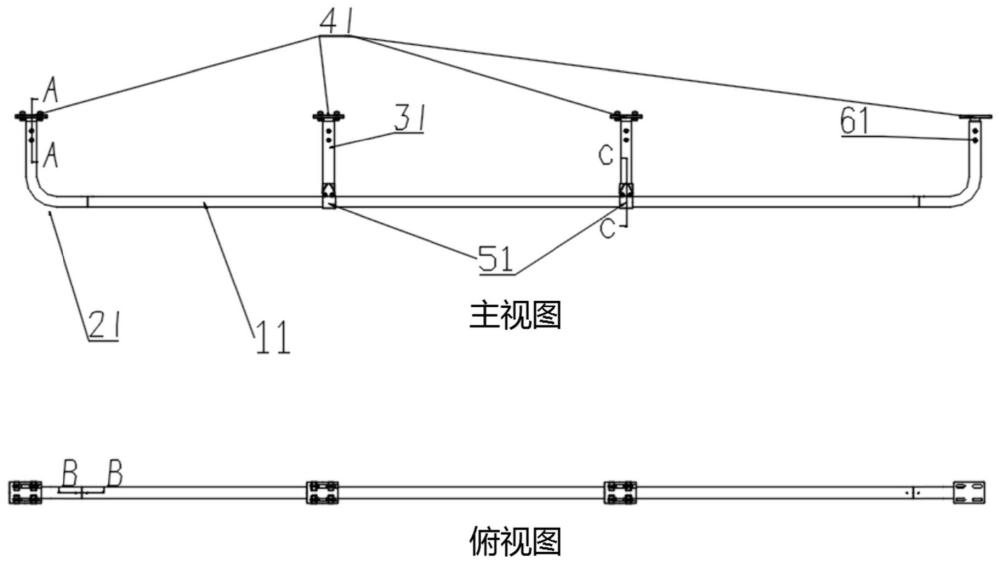
2、第一方面,本发明提供了一种轨道交通复合材料横扶手,包括横扶手直管以及与横扶手直管两端固定连接的横扶手弯管;所述横扶手弯管通过连接支座与车顶连接;
3、所述横扶手直管沿截面方向的最外层为第一抗剪层,最内层为第二抗剪层,中间层包括抗弯层和抗压均衡层;第一抗剪层和第二抗剪层由编织纤维复合材料构成,抗弯层由0度铺层纤维复合材料构成,抗压均衡层由90度铺层纤维复合材料构成;第一抗剪层、第二抗剪层、抗弯层和抗压均衡层的纤维复合材料包括纤维和树脂。
4、优选的,所述抗弯层的厚度占比为50~80%,第一抗剪层和第二抗剪层的总厚度占比为10~30%,抗压均衡层的厚度占比为10~20%。
5、优选的,所述抗弯层包括第一抗弯层和第二抗弯层,所述抗压均衡层位于第一抗弯层和第二抗弯层之间。
6、优选的,第一抗剪层、第二抗剪层、抗弯层和抗压均衡层的纤维复合材料中的树脂选自酚醛树脂、环氧树脂或聚氨酯树脂中的一种,进一步优选为聚氨酯树脂;所述纤维选自碳纤维或玻璃纤维与碳纤维的混合纤维。
7、优选的,所述横扶手直管还包括加热组件。进一步的,所述加热组件为碳纤维加热丝缠绕层,其位于第一抗剪层和第二抗剪层之间;或,所述加热组件包括石英管以及置于石英管内部的加热元件,所述加热元件包括碳纤维加热丝、pi加热片、碳纤维电热膜,所述加热组件通过固定支座固定于横扶手直管内。
8、优选的,所述横扶手弯管的弯曲角度为90度;所述横扶手弯管与横扶手直管之间通过金属连接块连接;所述横扶手弯管与连接支座之间通过螺栓连接。
9、优选的,所述横扶手弯管为金属弯管或碳纤维复合材料弯管。
10、优选的,所述复合材料横扶手还包括多个间隔设置的竖直扶手管,所述竖直扶手管顶部与连接支座连接,竖直扶手管底部通过三通与横扶手直管连接;优选的,所述竖直扶手管与横扶手直管材质相同。
11、第二方面,本发明提供了一种上述轨道交通复合材料横扶手的制造方法,包括如下步骤:
12、准备设计尺寸的横扶手弯管和连接支座;通过连续成型设备制造横扶手直管;将连接支座、横扶手弯管、横扶手直管依次连接;将连接支座固定于车顶的设定位置;
13、所述横扶手直管的连续成型设备包括模具芯模、第一编织单向纱环形纱架、内层编织机、单向纱分纱板、双层缠绕机、第二编织单向纱环形纱架、外层编织机、固化模具、牵引装置和切割装置;
14、所述横扶手直管的成型工艺为:通过第一编织单向纱环形纱架和内层编织机将纤维紧贴模具芯模制备第一抗剪层的编织纤维,然后通过单向纱分纱板制备抗弯层的0度铺层纤维,通过双层缠绕机制备抗压均衡层的90度铺层纤维;随后通过第二编织单向纱环形纱架和外层编织机制备第二抗剪层的编织纤维;各层纤维纱预成型后进入固化模具,与树脂混合并在设定的温度压力下进行一体固化成型,固化成型后进行牵引、脱模、切割,即得横扶手直管。
15、优选的,所述固化模具设置三个分区,沿模具芯模行进方向依次为一区、二区和三区,一区的温度为70-100℃,二区的温度为110-150℃,三区的温度为150-195℃;行进速度优选为0.2-1.2m/min。
16、与现有技术相比,本发明取得了以下有益效果:
17、(1)本发明制备的轨道交通复合材料横扶手能充分发挥轻量化减重效果,在制造成本与现有金属扶手相当的情况下,可以减重65%以上,具有良好的减重效果;同时,通过本发明的设计,复合材料横扶手具有良好的力学性能,能够满足轨道交通横扶手的承力要求;
18、(2)本发明的复合材料扶手采用分段设计,可进行多材料多工艺的混合,充分发挥不同材料的优势;
19、(3)本发明的横扶手直管的成型工艺可实现纤维的纵向拉挤、环向缠绕、编织一体化成型,能够与树脂浸润共固化,实现一体化成型,工序少,成型效率高,同时成型原材料采用纤维纱相较于预浸料等复合材料成本更低。
技术特征:1.一种轨道交通复合材料横扶手,其特征在于,包括横扶手直管以及与横扶手直管两端固定连接的横扶手弯管;所述横扶手弯管通过连接支座与车顶连接;
2.如权利要求1所述的轨道交通复合材料横扶手,其特征在于,所述抗弯层的厚度占比为50~80%,第一抗剪层和第二抗剪层的总厚度占比为10~30%,抗压均衡层的厚度占比为10~20%。
3.如权利要求1所述的轨道交通复合材料横扶手,其特征在于,所述抗弯层包括第一抗弯层和第二抗弯层,所述抗压均衡层位于第一抗弯层和第二抗弯层之间。
4.如权利要求1所述的轨道交通复合材料横扶手,其特征在于,第一抗剪层、第二抗剪层、抗弯层和抗压均衡层的纤维复合材料中的树脂选自环氧树脂或聚氨酯树脂中的一种,所述纤维选自碳纤维或玻璃纤维与碳纤维的混合纤维。
5.如权利要求1所述的轨道交通复合材料横扶手,其特征在于,所述横扶手直管还包括加热组件;进一步的,所述加热组件为碳纤维加热丝缠绕层,其位于第一抗剪层和第二抗剪层之间;或者,所述加热组件包括石英管以及置于石英管内部的加热元件,所述加热元件包括碳纤维加热丝、pi加热片、碳纤维电热膜,所述加热组件通过固定支座固定于横扶手直管内。
6.如权利要求1所述的轨道交通复合材料横扶手,其特征在于,所述横扶手弯管的弯曲角度为90度;所述横扶手弯管与横扶手直管之间通过金属连接块连接;所述横扶手弯管与连接支座之间通过螺栓连接。
7.如权利要求1所述的轨道交通复合材料横扶手,其特征在于,所述横扶手弯管为金属弯管或碳纤维复合材料弯管。
8.如权利要求1所述的轨道交通复合材料横扶手,其特征在于,包括:所述复合材料横扶手还包括多个间隔设置的竖直扶手管,所述竖直扶手管顶部与连接支座连接,竖直扶手管底部通过三通与横扶手直管连接;所述竖直扶手管与横扶手直管材质相同。
9.如权利要求1~8任一项所述轨道交通复合材料横扶手的制造方法,其特征在于,包括如下步骤:
10.如权利要求9所述的轨道交通复合材料横扶手的制造方法,其特征在于,所述固化模具设置三个分区,沿模具芯模行进方向依次为一区、二区和三区,一区的温度为70-100℃,二区的温度为110-150℃,三区的温度为150-195℃;模具芯模行进速度为0.2-1.2m/min。
技术总结本发明公开了一种轨道交通复合材料横扶手及其制造工艺,所述轨道交通复合材料横扶手,包括横扶手直管以及与横扶手直管两端固定连接的横扶手弯管;所述横扶手弯管通过连接支座与车顶连接;所述横扶手直管沿截面方向的最外层为第一抗剪层,最内层为第二抗剪层,中间层包括抗弯层和抗压均衡层;第一抗剪层和第二抗剪层由编织纤维复合材料构成,抗弯层由0度铺层纤维复合材料构成,抗压均衡层由90度铺层纤维复合材料构成。本发明制备的轨道交通复合材料横扶手能充分发挥轻量化减重效果,在制造成本与现有金属扶手相当的情况下,可以减重65%以上,具有良好的减重效果;同时满足轨道交通横扶手的承力要求。技术研发人员:侯帅昌,赵英男,李慧颖,邓文超,李福海受保护的技术使用者:中车成型科技(青岛)有限公司技术研发日:技术公布日:2024/1/25本文地址:https://www.jishuxx.com/zhuanli/20240718/232095.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表