一种轨道车辆通道处扶手结构及加工方法与流程
- 国知局
- 2024-08-01 08:31:13
:本发明涉及机械加工,特别是涉及一种组装式挤压模具及制作方法。
背景技术
0、背景技术:
1、地铁是城市上班组不可缺少的交通工具,在上下班高峰期时地铁车厢内拥挤不堪,乘车安全是不容忽视的重要问题,所以设计方在车厢内设计的都有扶手和吊环。因车顶结构原因,在相邻车厢连接的通道处没有可防护的扶手,存在安全隐患。
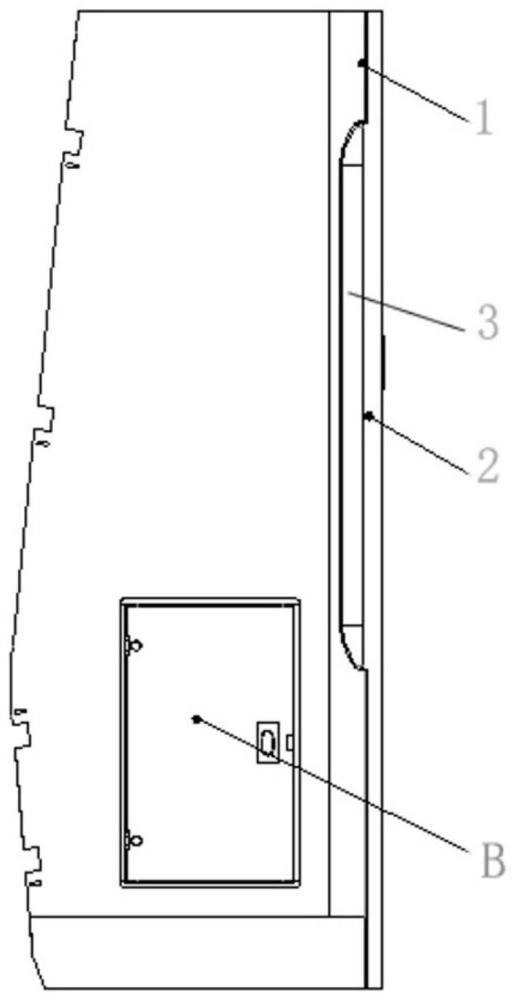
2、同时,由于轨道车辆相邻车厢的通道处安装有端板,端板内主要装配控制电器,端板上开设有检查门、格栅、灭火器等,导致扶手不能随意安装,因此通道处扶手安装位置的选择是个亟待解决的问题。
技术实现思路
0、技术实现要素:
1、本发明所要解决的技术问题是:在相邻车厢的通道处端板的拐角处增设扶手结构,从而解决现有技术中相邻车厢连接的通道处没有可防护的扶手,存在安全隐患的问题。
2、为解决上述技术问题,本发明提供的一种技术方案是:一种轨道车辆通道处扶手结构,包括立柱型材和扶手杆,所述立柱型材整体为直角板材,所述立柱型材两边设置有便于连接的扣合结构,且其设置在相邻车厢连接通道处的端板拐角处,其特征是:所述立柱型材的突出侧,沿所述立柱型材的直角边同轴设置有三段弧形槽,处于两端的两段弧形槽的直径与所述扶手杆的直径相匹配,处于中间的一段弧形槽的直径处于所述扶手的直径和所述立柱型材的最短边长之间,所述扶手杆的两端嵌入处于两端的两段弧形槽内,且通过设置在所述扶手杆两端的螺杆与所述立柱型材可拆卸连接。
3、进一步的,所述螺杆的一端伸入所述扶手杆并与所述扶手杆内的垫块连接,所述螺杆的另一端贯穿处于两端的两段弧形槽后螺接有螺母。
4、进一步的,所述处于中间的一段所述弧形槽的槽底向所述立柱型材的凹陷侧凸出,且其两端并向处于两端的两段所述弧形槽延伸,形成延伸部,并一直延伸到所述立柱型材的端部。
5、进一步的,所述立柱型材和三段所述弧形槽为一体结构,且所述延伸部上与所述螺母对应的位置开设有操作窗。
6、进一步的,所述处于中间的一段所述弧形槽的槽底与另外两段所述弧形槽的槽底之间连接有弧形板,并形成用于连接中间所述弧形槽和两端所述弧形槽的缓冲槽。
7、为解决上述技术问题,本发明提供的另一种技术方案是:基于上述所述扶手结构的一种轨道车辆通道处扶手结构的加工方法,其步骤是:步骤一、将立柱型材固定在机床的工作台上进行待机加工操作;
8、步骤二、采用切削工序对立柱型材突出侧的中部进行切削,对沿所述立柱型材的直角边设置的弧形槽进行切断处理,完成三段所述弧形槽的制作;
9、步骤三、采用切割工序在所述延伸部上开设所述操作窗;
10、步骤四、对处于两端的两段所述弧形槽进行钻孔处理,完成第一固定孔的制作;
11、步骤五、根据所述立柱型材的长度裁剪所述扶手杆,并根据所述固定孔的位置在所述扶手杆的对应位置进行钻孔处理,获得第二固定孔;
12、步骤六、所述垫块装入所述扶手杆内,并与伸入第二固定孔内的螺杆连接;
13、步骤七、所述扶手杆嵌入处于两端的两段弧形槽内,且所述螺杆的另一端通过第一固定孔贯穿所述立柱型材后与螺母螺接,完成扶手结构的制作。
14、进一步的,所述步骤一中,所述立柱型材为采用挤压工序生产。
15、进一步的,所述步骤二中,所述处于中间的一段弧形槽的直径处于所述扶手的直径和所述立柱型材的最短边长之间。
16、进一步的,所述步骤二中,所述处于中间的一段弧形槽与另外两端弧形槽的连接处进行圆弧处理,并焊接冲压成型弧形板形成连通三段弧形槽的缓冲槽。
17、进一步的,所述切削部位和焊接部位均进行打磨抛光处理。
18、本发明的有益效果为:
19、1、本申请在相邻车厢的连接通道处端板的拐角处通过立柱型材进行连接,并在立柱型材上安装扶手杆,从而实现扶手结构的安装,解决现有技术中相邻车厢连接的通道处没有可防护的扶手,存在安全隐患的问题。
20、2、本申请中立柱型材为一体结构,强度高,且立柱型材处于端板的拐角处,不改变端板内部的空间结构,同时扶手杆固定在立柱型材上后处在拐角上,便于两侧人员对扶手进行抓握,形成为乘客提供的抓握扶手且不影响通道宽度,能提高乘车的安全性。
21、3、本申请中处于两端的两段弧形槽的直径与所述扶手杆的直径相匹配,在扶手杆嵌入该弧形槽并与之固定,保证美观的同时,在弧形槽的限位下保证连接强度,况且,处于中间的一段弧形槽的直径处于所述扶手的直径和所述立柱型材的最短边长之间,增加了扶手杆与立柱型材之间的距离,便于人员手伸入并对扶手杆进行抓握。
22、4、本申请中扶手杆通过螺杆和螺母的配合实现与立柱型材的可拆卸连接,便于进行拆装更换,且扶手杆内设置有与螺杆一端连接的垫块,从而实现螺杆与扶手杆的连接,仅需对扶手杆进行钻孔处理即可,操作简单,防止对扶手杆进行过度加工发生形变。
23、5、本申请中处于中间的一段所述弧形槽的槽底向两端延伸形成的延伸部与立柱型材为一体结构,在对中间的弧形槽进行加工时,只需要对立柱型材外部的两边进行切割,露出槽底,同时由于槽底和延伸部处于立柱型材的凹陷部,实现对立柱型材两边进行支撑,增加立柱型材的强度。
24、6、本申请中延伸部上操作窗的设置使螺母和螺杆露出,不影响立柱型材强度的情况下便于对扶手杆进行拆装操作。
25、7、本申请中由于对立柱型材的中部两边进行切割后虽然完成了中部弧形槽的制作,但是中部弧形槽与两端弧形槽连接处形成空洞,为了安全和美观,在连接处焊接弧形板从而形成用于连接中间所述弧形槽和两端所述弧形槽的缓冲槽,美观的同时还对空洞进行封堵,防止杂物进入及避免对人员手部的伤害。
26、为了让本发明的上述和其他目的、特征和优点更能明显易懂,下文特举较佳实施例,并配合所附图示,做详细说明如下。
技术特征:1.一种轨道车辆通道处扶手结构,包括立柱型材和扶手杆,所述立柱型材整体为直角板材,所述立柱型材两边设置有便于连接的扣合结构,且其设置在相邻车厢连接通道处的端板拐角处,其特征是:所述立柱型材的突出侧,沿所述立柱型材的直角边同轴设置有三段弧形槽,处于两端的两段弧形槽的直径与所述扶手杆的直径相匹配,处于中间的一段弧形槽的直径处于所述扶手的直径和所述立柱型材的最短边长之间,所述扶手杆的两端嵌入处于两端的两段弧形槽内,且通过设置在所述扶手杆两端的螺杆与所述立柱型材可拆卸连接。
2.根据权利要求1所述的一种轨道车辆通道处扶手结构,其特征是:所述螺杆的一端伸入所述扶手杆并与所述扶手杆内的垫块连接,所述螺杆的另一端贯穿处于两端的两段弧形槽后螺接有螺母。
3.根据权利要求1所述的一种轨道车辆通道处扶手结构,其特征是:所述处于中间的一段所述弧形槽的槽底向所述立柱型材的凹陷侧凸出,且其两端并向处于两端的两段所述弧形槽延伸,形成延伸部,并一直延伸到所述立柱型材的端部。
4.根据权利要求1所述的一种轨道车辆通道处扶手结构,其特征是:所述立柱型材和三段所述弧形槽为一体结构,且所述延伸部上与所述螺母对应的位置开设有操作窗。
5.根据权利要求1所述的一种轨道车辆通道处扶手结构,其特征是:所述处于中间的一段所述弧形槽的槽底与另外两段所述弧形槽的槽底之间连接有弧形板,并形成用于连接中间所述弧形槽和两端所述弧形槽的缓冲槽。
6.基于上述权利要求1-5任一项所述扶手结构的一种轨道车辆通道处扶手结构的加工方法,其步骤是:步骤一、将立柱型材固定在机床的工作台上进行待机加工操作;
7.根据权利要求6所述的一种组装式挤压模具的制作方法,其特征是:所述步骤一中,所述立柱型材为采用挤压工序生产。
8.根据权利要求7所述的一种组装式挤压模具的制作方法,其特征是:所述步骤二中,所述处于中间的一段弧形槽的直径处于所述扶手的直径和所述立柱型材的最短边长之间。
9.根据权利要求8所述的一种组装式挤压模具的制作方法,其特征是:所述步骤二中,所述处于中间的一段弧形槽与另外两端弧形槽的连接处进行圆弧处理,并焊接冲压成型弧形板形成连通三段弧形槽的缓冲槽。
10.根据权利要求9所述的一种组装式挤压模具的制作方法,其特征是:所述切削部位和焊接部位均进行打磨抛光处理。
技术总结本发明公开了一种轨道车辆通道处扶手结构及加工方法,包括立柱型材和扶手杆,立柱型材整体为直角板材,立柱型材两边设置有便于连接的扣合结构,且其设置在相邻车厢连接通道处的端板拐角处,立柱型材的突出侧,沿立柱型材的直角边同轴设置有三段弧形槽,处于两端的两段弧形槽的直径与扶手杆的直径相匹配,处于中间的一段弧形槽的直径处于扶手的直径和立柱型材的最短边长之间,扶手杆的两端嵌入并固定在处于两端的两段弧形槽内;本申请在相邻车厢的连接通道处端板的拐角处通过立柱型材进行连接,并在立柱型材上安装扶手杆,从而实现扶手结构的安装,解决现有技术中相邻车厢连接的通道处没有可防护的扶手,存在安全隐患的问题。技术研发人员:宋泓莹,陈少谦,柴文亚,苏娟,张辉,蒋雅君受保护的技术使用者:郑州明泰交通新材料有限公司技术研发日:技术公布日:2024/1/25本文地址:https://www.jishuxx.com/zhuanli/20240718/232088.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表