一种飞机机翼深度修理定位保型工装的制作方法
- 国知局
- 2024-08-01 05:46:34
本技术涉及航空保障装备制造领域,具体涉及一种飞机机翼深度修理定位保型工装。
背景技术:
1、早期飞机采用传统的模线样板工作法通过模拟量传递进行制造,无三维数字模型,其中外翼是由前后大梁、翼肋、长桁和外蒙皮等构件铆装而成的框梁式结构,与中央翼和外翼对接安装的内外分离面均为多孔分布的分段非整体式结构,在开展结构深度修理工作时,需分解蒙皮,翼肋,缘条等主体结构,易发生结构变形和构件错位等故障,存在修复后无法装机甚至出现整体报废的隐患和风险,传统的采用简易工装夹具对其进行局部定位保型的方式不能控制整体结构变形,定位精度差、已无法满足深度修理的工艺需求。
技术实现思路
1、本实用新型的目的是克服现有技术不足,提供一种飞机机翼深度修理定位保型工装,此工装通过对翼面气动外形和对接安装面进行精确定位和保形,按工艺规程将下翼面6个水平测量点的高度差控制在公差范围之内,确保对接安装面的空间位置和翼面外形在修复过程中不发生变化。
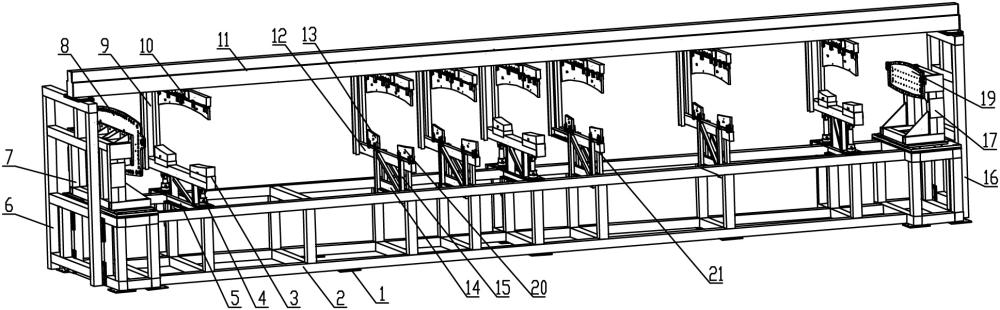
2、为了实现上述的技术特征,本实用新型的目的是这样实现的:一种飞机机翼深度修理定位保型工装,它包括位于底部的主体骨架,主体骨架的其中一个端头固定有第一侧端支撑架,主体骨架的另一个端头固定有第二侧端支撑架;主体骨架的顶端并位于第一侧端支撑架所在侧固定有第一支撑底座,第一支撑底座的外壁上固定有第一分离面定位组板,主体骨架的顶端并位于第二侧端支撑架所在侧固定有第二支撑底座,第二支撑底座的外壁上固定有第二分离面定位板;第一侧端支撑架和第二侧端支撑架的顶端安装有能够拆卸的上横梁;上横梁的底端固定有多组用于对机翼顶面进行贴合卡紧的上翼面定位卡板组件,主体骨架的顶端通过多组升降丝杆升降支撑有对机翼底面进行贴合支撑的底托组件,相邻的底托组件之间安装有下翼面定位卡板组件。
3、所述主体骨架的底端对称固定有多根用于和地面固定相连的锚固螺栓底板。
4、所述上横梁的两端通过螺栓底座可拆卸的安装在第一侧端支撑架和第二侧端支撑架的顶端。
5、所述第一支撑底座包括第一底板,第一底板的顶部固定有第一立柱,第一立柱的顶端外侧通过第一加筋板固定有第一侧端板。
6、所述第一分离面定位组板的两侧对称设置有第一吊耳孔,第一分离面定位组板的外围加工有多个第一定位孔,第一定位孔的内部设置有第一定位衬套,第一分离面定位组板的端面中间部位设置有加强横梁;所述第一分离面定位组板上对称加工有便于采用激光跟踪仪进行高精度数字化装配和测量的第一激光测量孔。
7、所述第二支撑底座包括第二底板,第二底板的顶部通过第二加筋板固定有第二立柱。
8、所述第二分离面定位板的两侧对称设置有第二吊耳孔,第二分离面定位板的外围加工有多个第二定位孔,第二分离面定位板的背部设置有多组对称布置的背部定位衬套。
9、所述底托组件包括第一滑架,第一滑架滑动设置在对称布置的第一限位横杆之间,第一限位横杆固定在主体骨架之间,第一滑架的顶端固定有托架横梁,托架横梁的顶端对称布置有弧形托块。
10、所述上翼面定位卡板组件包括顶卡板横梁,顶卡板横梁的底端通过连接侧板固定安装有顶部弧形卡板;
11、托架横梁和顶卡板横梁的其中一个端头通过侧连接板固定相连。
12、所述下翼面定位卡板组件包括底卡板横梁,底卡板横梁的底部两侧对称布置有底部限位侧架,底部限位侧架滑动限位支撑在第二限位横杆两侧,底卡板横梁的顶端固定有对称布置的底部弧形卡板,底部弧形卡板上加工有便于采用激光跟踪仪进行高精度数字化装配和测量的第二激光测量孔。
13、本实用新型有如下有益效果:
14、1.本实用新型提供一种飞机机翼深度修理定位保型工装,通过对翼面气动外形和对接安装面进行精确定位和保形,按工艺规程将下翼面6个水平测量点的高度差控制在公差范围之内,确保对接安装面的空间位置和翼面外形在修复过程中不发生变化。
15、2.通过对分解前的中外翼实物进行三维扫描和逆向建模,结合相关二维制造图纸对数模进行修正,以此作为工装设计依据,进而保证了后续对机翼的保形精度。
16、3.通过采用可升降调节托架,端肋标准固定平板,外形定位保形卡板,连接固定耳片等多种结构进行定位和保形。
17、4.通过数字量传递和模拟量传递相结合并综合应用,理论定位和实物定位相结合的方式,针对端肋平板的角度按理论值进行修正和设计进行数字量传递,内侧端肋的定位孔位采用模拟量传递以对接带板作为标准样件通过实物定位后采用环氧树脂浇铸衬套的方法,最大限度消除测绘和制造误差。
18、5.通过数字化制造装配等先进工艺手段控制和提高制造装配精度。
19、6.对组焊式刚性框架在焊后经整体去应力热处理,充分消除焊接应力,保证整体框架的尺寸稳定性。
20、7.主要机加件均按数模统一加工基准采用数控编程加工,确保加工精度。
21、8.型架各部件采用激光跟踪仪进行高精度数字化装配,各调整部位采用增减垫片进行装调到位后采用定位销进行定位,确保型架的整体强度和装配精度。
22、9.各翼面外形卡板采用激光跟踪仪粗调、与实物匹配精调精修的方式,最大限度消除测绘和制造误差,提高定位保形精度。
23、10. 在产品深度修理工艺实施过程中采用激光跟踪仪、水准仪等多种测量设备多次测量监测下翼面的6个水平测量点,确保工艺过程中的定位保型精度。
24、11.具有定位精度高,工作稳定性好,安全可靠,操作简单,使用方便等优点。
技术特征:1.一种飞机机翼深度修理定位保型工装,其特征在于:它包括位于底部的主体骨架(2),主体骨架(2)的其中一个端头固定有第一侧端支撑架(6),主体骨架(2)的另一个端头固定有第二侧端支撑架(16);主体骨架(2)的顶端并位于第一侧端支撑架(6)所在侧固定有第一支撑底座(7),第一支撑底座(7)的外壁上固定有第一分离面定位组板(8),主体骨架(2)的顶端并位于第二侧端支撑架(16)所在侧固定有第二支撑底座(17),第二支撑底座(17)的外壁上固定有第二分离面定位板(19);第一侧端支撑架(6)和第二侧端支撑架(16)的顶端安装有能够拆卸的上横梁(11);上横梁(11)的底端固定有多组用于对机翼顶面进行贴合卡紧的上翼面定位卡板组件(10),主体骨架(2)的顶端通过多组升降丝杆(4)升降支撑有对机翼底面进行贴合支撑的底托组件(3),相邻的底托组件(3)之间安装有下翼面定位卡板组件(21)。
2.根据权利要求1所述一种飞机机翼深度修理定位保型工装,其特征在于:所述主体骨架(2)的底端对称固定有多根用于和地面固定相连的锚固螺栓底板(1)。
3.根据权利要求1所述一种飞机机翼深度修理定位保型工装,其特征在于:所述上横梁(11)的两端通过螺栓底座可拆卸的安装在第一侧端支撑架(6)和第二侧端支撑架(16)的顶端。
4.根据权利要求1所述一种飞机机翼深度修理定位保型工装,其特征在于:所述第一支撑底座(7)包括第一底板(701),第一底板(701)的顶部固定有第一立柱(702),第一立柱(702)的顶端外侧通过第一加筋板(704)固定有第一侧端板(703)。
5.根据权利要求4所述一种飞机机翼深度修理定位保型工装,其特征在于:所述第一分离面定位组板(8)的两侧对称设置有第一吊耳孔(801),第一分离面定位组板(8)的外围加工有多个第一定位孔(804),第一定位孔(804)的内部设置有第一定位衬套(803),第一分离面定位组板(8)的端面中间部位设置有加强横梁(805);所述第一分离面定位组板(8)上对称加工有便于采用激光跟踪仪进行高精度数字化装配和测量的第一激光测量孔(802)。
6.根据权利要求1所述一种飞机机翼深度修理定位保型工装,其特征在于:所述第二支撑底座(17)包括第二底板(1701),第二底板(1701)的顶部通过第二加筋板(1702)固定有第二立柱(1703)。
7.根据权利要求1所述一种飞机机翼深度修理定位保型工装,其特征在于:所述第二分离面定位板(19)的两侧对称设置有第二吊耳孔(1901),第二分离面定位板(19)的外围加工有多个第二定位孔(1902),第二分离面定位板(19)的背部设置有多组对称布置的背部定位衬套(1903)。
8.根据权利要求1所述一种飞机机翼深度修理定位保型工装,其特征在于:所述底托组件(3)包括第一滑架(301),第一滑架(301)滑动设置在对称布置的第一限位横杆(5)之间,第一限位横杆(5)固定在主体骨架(2)之间,第一滑架(301)的顶端固定有托架横梁(302),托架横梁(302)的顶端对称布置有弧形托块(303)。
9.根据权利要求8所述一种飞机机翼深度修理定位保型工装,其特征在于:所述上翼面定位卡板组件(10)包括顶卡板横梁(1001),顶卡板横梁(1001)的底端通过连接侧板(1002)固定安装有顶部弧形卡板(1003);
10.根据权利要求1所述一种飞机机翼深度修理定位保型工装,其特征在于:所述下翼面定位卡板组件(21)包括底卡板横梁(12),底卡板横梁(12)的底部两侧对称布置有底部限位侧架(15),底部限位侧架(15)滑动限位支撑在第二限位横杆(14)两侧,底卡板横梁(12)的顶端固定有对称布置的底部弧形卡板(13),底部弧形卡板(13)上加工有便于采用激光跟踪仪进行高精度数字化装配和测量的第二激光测量孔(20)。
技术总结本技术提供了一种飞机机翼深度修理定位保型工装,主体骨架的其中一个端头固定有第一侧端支撑架,主体骨架的另一个端头固定有第二侧端支撑架;主体骨架的顶端并位于第一侧端支撑架所在侧固定有第一支撑底座,第一支撑底座的外壁上固定有第一分离面定位组板,主体骨架的顶端并位于第二侧端支撑架所在侧固定有第二支撑底座,第二支撑底座的外壁上固定有第二分离面定位板;第一侧端支撑架和第二侧端支撑架的顶端安装有能够拆卸的上横梁。此工装通过对翼面气动外形和对接安装面进行精确定位和保形,按工艺规程将下翼面6个水平测量点的高度差控制在公差范围之内,确保对接安装面的空间位置和翼面外形在修复过程中不发生变化。技术研发人员:高双全,胡徐洋,王江成,刘欣荣,胡涛,鲁光涛,邹友才,王师明受保护的技术使用者:凌云(宜昌)航空装备工程有限公司技术研发日:20231121技术公布日:2024/5/29本文地址:https://www.jishuxx.com/zhuanli/20240722/221380.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表