一种船舶大曲面分段无码装配工装的制作方法
- 国知局
- 2024-08-01 06:31:24
本技术涉及船舶建造,尤其涉及一种船舶大曲面分段无码装配工装。
背景技术:
1、船舶分段通常分为平面分段、曲面分段和半立体分段等等,曲面分段即曲面板列上装有骨材等纵向结构的曲面板架。
2、在传统的船舶建造工艺中,大曲面分段通常采用反造法。即首先制作相应分段外板线型的专用胎架,胎架主要作用是保证有足够的结构刚性和强度,以此为工作台,保证大曲面分段的整体线型,控制其装焊变形。
3、在装焊壳板环节,请参照图1,为使大曲面壳板30与胎架20线型紧密贴合,保证大曲面分段的整体线型,需要使用大量的马板40将胎架20与大曲面分段的外壳板30焊接固定,然后进行分段结构的装配焊接,待整个分段建造完工后割除所有的马板,再将分段吊装下胎架翻面,使用碳弧气刨对大曲面分段外壳板面的几百个马板残根进行处理,再进行修磨、补焊、二次修磨处理。
4、以上整个施工过程操作繁琐,要耗费大量时间,大大增加了建造周期和生产成本;在另一方面,壳板面存在大量的修磨痕迹,影响了产品的美观性。
技术实现思路
1、为解决上述问题,本申请提供一种船舶大曲面分段无码装配工装。
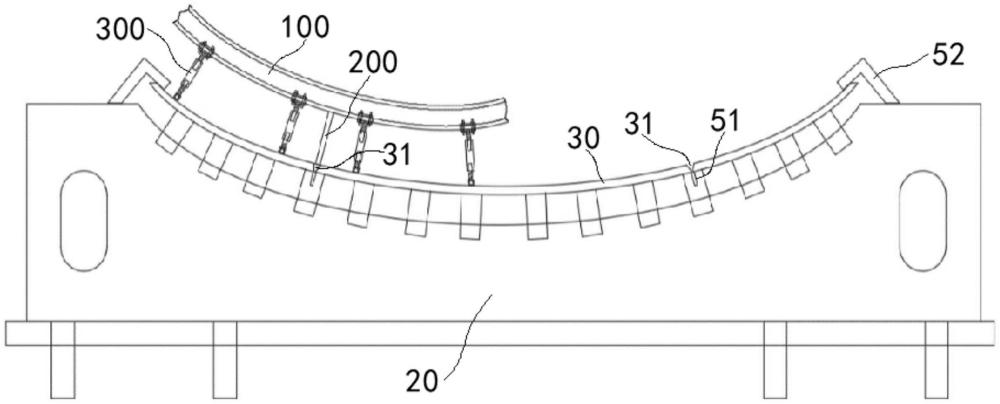
2、本申请提供一种船舶大曲面分段无码装配工装,包括弧形基座、固定加强机构和多个螺旋顶,弧形基座包括弧外侧和弧内侧,固定加强机构和螺旋顶均位于弧形基座的弧外侧,固定加强机构的长度一端与弧形基座固定连接、长度另一端与大曲面分段的壳板固定连接,多个螺旋顶沿弧外侧间隔布置,螺旋顶一端与弧形基座固定连接、另一端撑在大曲面分段的壳板上,以将壳板抵紧在胎架上,确保壳板与胎架线型紧密贴合。
3、在一些实施方式中,船舶大曲面分段无码装配工装设置有4至6个螺旋顶。
4、在一些实施方式中,螺旋顶与弧形基座通过螺栓连接。
5、在一些实施方式中,螺旋顶在弧形基座上的安装位置呈可调整设置。
6、在一些实施方式中,弧形基座包括弧形工字钢制成。
7、在一些实施方式中,固定加强机构与壳板焊接连接。
8、在一些实施方式中,壳板存在对接焊缝,固定加强机构焊接在对接焊缝的位置处。
9、在一些实施方式中,船舶大曲面分段无码装配工装配合辅助马板和7字型码板;在大曲面分段的壳板的对接缝的外壳板面用辅助马板将壳板与胎架进行焊接固定;用7字型码板将壳板的边缘勾住,以加强壳板与胎架的固定。
10、在一些实施方式中,固定加强机构采用板材制成。
11、在一些实施方式中,多个船舶大曲面分段无码装配工装配合使用,多个船舶大曲面分段无码装配工装沿着壳板的对接焊缝位置依次间隔布置。
12、本申请有益效果如下:提供一种船舶大曲面分段无码装配工装,包括弧形基座、固定加强机构和多个螺旋顶,在进行装焊壳板环节时,通过固定加强机构使弧形基座与大曲面分段的壳板相对固定,通过布置多个螺旋顶,螺旋顶固定在弧形基座上,同时螺旋顶抵压壳板,将壳板抵紧在胎架上,确保大曲面分段的壳板与胎架线型紧密贴合,在壳板线型得到保证后,安装上面的t型肋骨、肋板等结构,安装完毕后再拆除本工装;采用本申请的工装,确保整个大曲面分段线型的准确性,相较于原先大量马板施工的方案,能够简化施工过程,减少施工时间,减少建造周期和生产成本,相较于原先大量马板施工而导致的大量的修磨痕迹,采用本工装有效保证了大曲面分段外观完好性,产品外观质量提升明显,本工装还具有精巧实用、重量很轻和使用灵活的优点。
技术特征:1.一种船舶大曲面分段无码装配工装,其特征在于,包括弧形基座、固定加强机构和多个螺旋顶,所述弧形基座包括弧外侧和弧内侧,所述固定加强机构和所述螺旋顶均位于所述弧形基座的弧外侧,所述固定加强机构的长度一端与所述弧形基座固定连接、长度另一端与大曲面分段的壳板固定连接,多个所述螺旋顶沿所述弧外侧间隔布置,所述螺旋顶一端与所述弧形基座固定连接、另一端撑在所述大曲面分段的壳板上,以将所述壳板抵紧在胎架上,确保所述壳板与所述胎架线型紧密贴合。
2.如权利要求1所述的船舶大曲面分段无码装配工装,其特征在于,所述船舶大曲面分段无码装配工装设置有4至6个所述螺旋顶。
3.如权利要求1所述的船舶大曲面分段无码装配工装,其特征在于,所述螺旋顶与所述弧形基座通过螺栓连接。
4.如权利要求3所述的船舶大曲面分段无码装配工装,其特征在于,所述螺旋顶在所述弧形基座上的安装位置呈可调整设置。
5.如权利要求1所述的船舶大曲面分段无码装配工装,其特征在于,所述弧形基座包括弧形工字钢制成。
6.如权利要求1所述的船舶大曲面分段无码装配工装,其特征在于,所述固定加强机构与所述壳板焊接连接。
7.如权利要求6所述的船舶大曲面分段无码装配工装,其特征在于,所述壳板存在对接焊缝,所述固定加强机构焊接在所述对接焊缝的位置处。
8.如权利要求1-7中任一项所述的船舶大曲面分段无码装配工装,其特征在于,所述船舶大曲面分段无码装配工装配合辅助马板和7字型码板;
9.如权利要求1所述的船舶大曲面分段无码装配工装,其特征在于,所述固定加强机构采用板材制成。
10.如权利要求7所述的船舶大曲面分段无码装配工装,其特征在于,多个所述船舶大曲面分段无码装配工装配合使用,多个所述船舶大曲面分段无码装配工装沿着所述壳板的对接焊缝位置依次间隔布置。
技术总结本技术公开一种船舶大曲面分段无码装配工装,涉及船舶建造技术领域,包括弧形基座、固定加强机构和多个螺旋顶,弧形基座包括弧外侧和弧内侧,固定加强机构和螺旋顶均位于弧形基座的弧外侧,固定加强机构的长度一端与弧形基座固定连接、长度另一端与大曲面分段的壳板固定连接,多个螺旋顶沿弧外侧间隔布置,螺旋顶一端与弧形基座固定连接、另一端撑在大曲面分段的壳板上,以将壳板抵紧在胎架上,确保壳板与胎架线型紧密贴合。确保整个大曲面分段线型的准确性,相较于原先大量马板施工的方案,能够简化施工过程,减少施工时间,减少建造周期和生产成本,有效保证了大曲面分段外观完好性,产品外观质量提升明显。技术研发人员:邵锦辉,吴振武受保护的技术使用者:武昌船舶重工集团有限公司技术研发日:20231009技术公布日:2024/4/24本文地址:https://www.jishuxx.com/zhuanli/20240722/224047.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表