一种船舶艏柱密闭空间建造方法及艏柱密闭空间与流程
- 国知局
- 2024-08-01 06:39:35
本发明涉及船舶建造领域,具体涉及一种船舶艏柱密闭空间建造方法及艏柱密闭空间。
背景技术:
1、船体结构设计中,艏柱区域空间较为狭窄,为了确保后续装配生产的顺利进行,在结构设计阶段将该区域设计为密闭空间,俗称“死空间”,此密闭空间一般由水密小平台、水密肋板、外板和艏柱圆钢围成,其中外板设计的合理与否直接影响装配工艺的优劣。
2、艏柱密闭空间一般设计为左右舷对称的形式,此方法需要的板缝和板块较少,外板放样工作量相对减少,但是会给施工造成极大的不便。左右舷外板的散贴都需要按照常规的装配工艺进行,包括密闭空间处外板对接采用的二氧化碳单面衬垫焊接工艺、构件与外板的双面角焊,艏柱圆钢焊接等都需要在狭小的船体内进行,导致装焊极其困难。
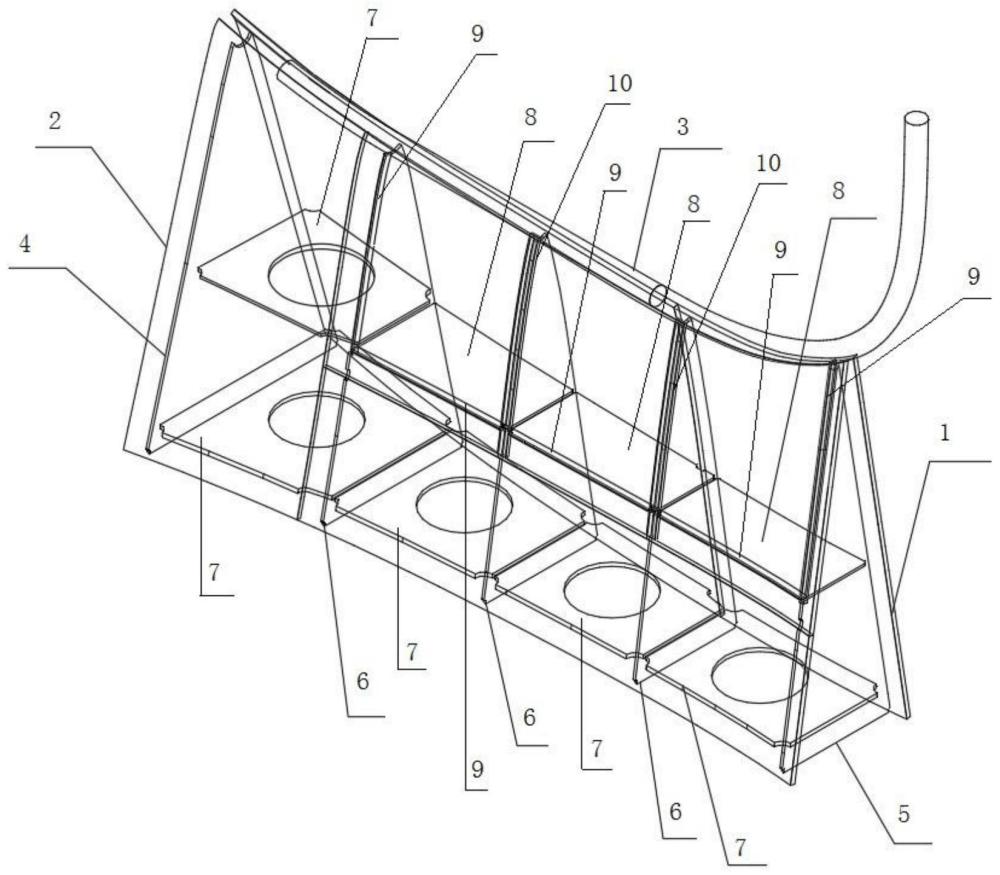
3、现有的建造工艺如图1所示,以上部平台板4为基面进行建造,然后安装非水密肋板7和其他平台(中部平台板6和下部平台板5)组成的平台小部件,再散贴一侧的外板1(或2),待艏柱圆钢3完成后散贴另外一侧的外板2(或1),最后安装内部的水密肋板8。按照此方法进行建造,存在以下问题:
4、1、对艏柱区域线型依赖较大,如果线型进一步收窄可能导致无法进行焊接;
5、2、另外散贴外板只能在密闭空间内进行,空间狭窄导致施工难度大;
6、3、需要将水密肋板提前安放到位,等外板散贴完成再安装,一旦忽略装配顺序则容易影响装配的顺利进行。
技术实现思路
1、为了解决上述技术问题,本发明提供了一种船舶艏柱密闭空间建造方法及艏柱密闭空间,采用左右舷外板不对称的设计,先安装一侧的外板,在另一侧封装外板盖贴前,进行所有构件与一侧外板的双面角接焊,另外一侧处于密闭区域的封装外板在平台厚度中心线位置设置分割板缝,配合单面衬垫焊进行该侧外板的散贴安装。
2、本发明的技术目的是通过以下技术方案实现的:
3、一种船舶艏柱密闭空间的建造方法,该船舶艏柱密闭空间包括第一外板、第二外板、艏柱圆钢、上部平台板、下部平台板和若干中部平台板;第一外板和第二外板向船艏逐步靠拢,艏柱圆钢设置在第一外板和第二外板向船艏靠拢的位置;上部平台板、若干中部平台板、下部平台板依次设置在第一外板和第二外板之间;上部平台板和靠近上部平台板的中部平台板之间设置非水密肋板;相邻的中部平台之间设置水密肋板和非水密肋板;下部平台板和靠近下部平台板的中部平台板之间设置水密肋板和非水密肋板;第一外板、第二外板、艏柱圆钢、中部平台板、下部平台板和水密肋板围合形成密闭空间;将第二外板划分为密闭区域外板和非密闭区域外板,密闭区域外板对应密闭空间设置,密闭区域外板沿密闭空间延伸至密闭空间以外的非密闭区域,密闭区域外板和非密闭区域外板在非密闭区域进行坡口焊焊接;密闭区域外板在密闭空间内设置衬垫并在密闭空间外部进行与密闭空间内构件的焊接。
4、进一步地,该方法包括以下步骤:
5、步骤1、分别以上部平台板、中部平台板和下部平台板为基面建造上部平台小部件、中部平台小部件和下部平台小部件;
6、上部平台小部件以上部平台板为基面安装非水密肋板;
7、下部平台小部件以下部平台板为基面安装水密肋板和非水密肋板;
8、中部平台小部件以一块中部平台板为基面安装水密肋板、非水密肋板和若干平行于基面的中部平台板的中部平台板;
9、步骤2、各平台小部件翻身至肋板水平设置,将上部平台小部件、中部平台小部件和下部平台小部件装焊一体形成中间组件;在中间组件的一侧安装第一外板;
10、步骤3、在第一外板靠近艏部的位置安装艏柱圆钢,所述第一外板与艏柱圆钢在内侧进行角焊缝焊接,所述第一外板与艏柱圆钢在向舷侧进行坡口焊;
11、步骤4、在中间组件的另外一侧安装第二外板,先安装密闭区域外板,然后再安装非密闭区域外板,最后将密闭区域外板与非密闭区域外板在非密闭区域采用坡口焊。
12、进一步地,密闭区域外板在密闭空间内对应中部平台板设置分割板缝;
13、衬垫包括反面衬垫和对接衬垫;
14、在密闭空间内,最靠近上部平台板的中部平台板靠近密闭区域外板的一侧的边缘、下部平台板靠近密闭区域外板的一侧的边缘以及水密肋板靠近密闭区域外板的一侧的边缘分别设有反面衬垫,所述反面衬垫分别与最靠近上部平台板的中部平台板、下部平台板以及水密肋板进行单侧角焊缝焊接;最靠近上部平台板的中部平台板与密闭区域外板之间、下部平台板与密闭区域外板之间以及水密肋板与密闭区域外板之间分别预留焊接间隙用以反面衬垫在密闭空间外侧进行坡口焊接;
15、对接衬垫设置在分割板缝对应的中部平台板处,对接衬垫沿中部平台板的边缘分中设置,对接衬垫与中部平台板的两侧角焊缝焊接;密闭区域外板在分割板缝处预留焊接间隙并进行坡口焊接。
16、进一步地,中间组件与第一外板之间采取双面角焊缝焊接,非密闭区域外板与中间组件之间采取双面角焊缝焊接。
17、进一步地,所述艏柱圆钢与密闭区域外板之间在密闭空间内设置圆钢衬垫,在密闭空间以外区域不设置圆钢衬垫,艏柱圆钢与密闭区域外板沿圆钢衬垫向第二外板所在舷侧进行坡口焊焊接;艏柱圆钢与非密闭区域外板在内侧进行角焊缝焊接,艏柱圆钢与非密闭区域外板在向第二外板所在舷侧进行坡口焊焊接。
18、本发明还提供了一种船舶艏柱密闭空间,其按照上述的方法建造而成。
19、相比与现有技术,本发明的有益效果在于,通过本发明的建造方法进行艏柱密闭空间建造,使封装外板能在密闭空间的外部进行盖贴施焊,不再受艏柱线型、内部装配空间及装配工序等因素的影响,有效的降低了艏柱密闭空间的装配难度,提高了装配效率。
技术特征:1.一种船舶艏柱密闭空间的建造方法,其特征在于,该船舶艏柱密闭空间包括第一外板、第二外板、艏柱圆钢、上部平台板、下部平台板和若干中部平台板;所述第一外板和第二外板向船艏逐步靠拢,所述艏柱圆钢设置在第一外板和第二外板向船艏靠拢的位置;所述上部平台板、若干中部平台板、下部平台板依次设置在第一外板和第二外板之间;所述上部平台板和靠近上部平台板的中部平台板之间设置非水密肋板;相邻的中部平台之间设置水密肋板和非水密肋板;所述下部平台板和靠近下部平台板的中部平台板之间设置水密肋板和非水密肋板;第一外板、第二外板、艏柱圆钢、中部平台板、下部平台板和水密肋板围合形成密闭空间;将第二外板划分为密闭区域外板和非密闭区域外板,所述密闭区域外板对应密闭空间设置,所述密闭区域外板沿密闭空间延伸至密闭空间以外的非密闭区域,所述密闭区域外板和非密闭区域外板在非密闭区域进行坡口焊焊接;所述密闭区域外板在密闭空间内设置衬垫并在密闭空间外部进行与密闭空间内构件的焊接。
2.根据权利要求1所述的一种船舶艏柱密闭空间的建造方法,其特征在于,该方法包括以下步骤:
3.根据权利要求2所述的一种船舶艏柱密闭空间的建造方法,其特征在于,所述密闭区域外板在密闭空间内对应中部平台板设置分割板缝;
4.根据权利要求2所述的一种船舶艏柱密闭空间的建造方法,其特征在于,所述中间组件与第一外板之间采取双面角焊缝焊接,非密闭区域外板与中间组件之间采取双面角焊缝焊接。
5.根据权利要求3所述的一种船舶艏柱密闭空间的建造方法,其特征在于,所述艏柱圆钢与密闭区域外板之间在密闭空间内设置圆钢衬垫,在密闭空间以外区域不设置圆钢衬垫,艏柱圆钢与密闭区域外板沿圆钢衬垫向第二外板所在舷侧进行坡口焊焊接;艏柱圆钢与非密闭区域外板在内侧进行角焊缝焊接,艏柱圆钢与非密闭区域外板在向第二外板所在舷侧进行坡口焊焊接。
6.一种船舶艏柱密闭空间,其特征在于,其按照权利要求1-5任意一项所述的方法建造而成。
技术总结本发明涉及一种船舶艏柱密闭空间建造方法及艏柱密闭空间,该方法包括:步骤1、以各小平台为基面组装肋板形成平台小部件;步骤2、各平台小部件翻身至肋板面并作部件间的装焊形成中间组件,在中间组件的一侧安装平台一侧的第一外板;步骤3、在第一外板靠近艏部的位置安装艏柱圆钢;步骤4、安装中间组件另外一侧的第二外板,将第二外板划分为密闭区域外板和非密闭区域外板,密闭区域外板在密闭空间内设置衬垫并在密闭空间外部进行与密闭空间内构件的焊接。本发明使艏柱密闭结构能在密闭空间的外部进行封装外板的盖贴施焊,不再受艏柱线型、内部装配空间及装配工序等因素的影响,降低了艏柱密闭空间的装配难度,提高了装配效率。技术研发人员:唐惠红,胡芳,张伟,韩嵘,丁健,徐辉,崔智,陈祖凯受保护的技术使用者:沪东中华造船(集团)有限公司技术研发日:技术公布日:2024/5/12本文地址:https://www.jishuxx.com/zhuanli/20240722/224664.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表