一种不锈钢平台及其建造方法与流程
- 国知局
- 2024-08-01 07:08:15
本发明涉及船舶建造,特别是涉及一种不锈钢平台及其建造方法。
背景技术:
1、现有生产设计工艺中对于液化气体船安装不锈钢平台片体是以正态建造方式在大组阶段刚性胎架上组装成结构性片体,在船坞搭载阶段散吊不锈钢平台片体,对于斜甲板、主甲板所对应的不锈钢肘板与管子进行散装现配安装而成,不锈钢平台片体在与斜甲板总段倾斜面、舷侧主甲板总段倾斜面涉及到三角肘板对应前后与高低方向位置调整、圆管与圆管支撑点相贯线修割、圆管与主甲板垂直度与高低调整以及圆管下口端相贯线与主甲板抛势斜坡面修割等生产吊装安装作业项目,最终完成不锈钢平台片体建造工艺技术方案。
2、对于上述建造方式,其主要缺陷表现在:
3、1)不锈钢片体结构较薄弱,经过刚性胎架上安装结构焊接,在生产作业完工翻身易产生扭曲变形状况,影响到不锈钢平台片体精度平整度;
4、2)在船坞搭载阶段散吊不锈钢平台片体安装定位时,利用高吊起重设备拉住不锈钢平台片体,由施工人员根据舷侧总段主甲板至不锈钢平台高度理论数据对圆管支撑柱进行现配作业,待剩余零部件散装满足精度要求后焊接。在该过程中不锈钢平台片体产生扭曲变形会对主船舶建造效果造成搭载返修的严重后果,而不锈钢平台片体与主甲板对应的圆管支撑柱安装需现配作业,大量占用高吊起重设备等待资源,其生产效率非常低下。
5、因此,现有的生产建造工艺技术会影响到大型液化气体船在船坞阶段搭载周期,由于整个生产进程中产品重复返修未满足质量精度、设备资源占用浪费以及不同工种人员作业等待现象因素是无法满足船舶建造快速化发展的趋势。
技术实现思路
1、鉴于以上所述现有技术的缺点,本发明提供一种不锈钢平台,所述不锈钢平台包括:
2、主甲板;
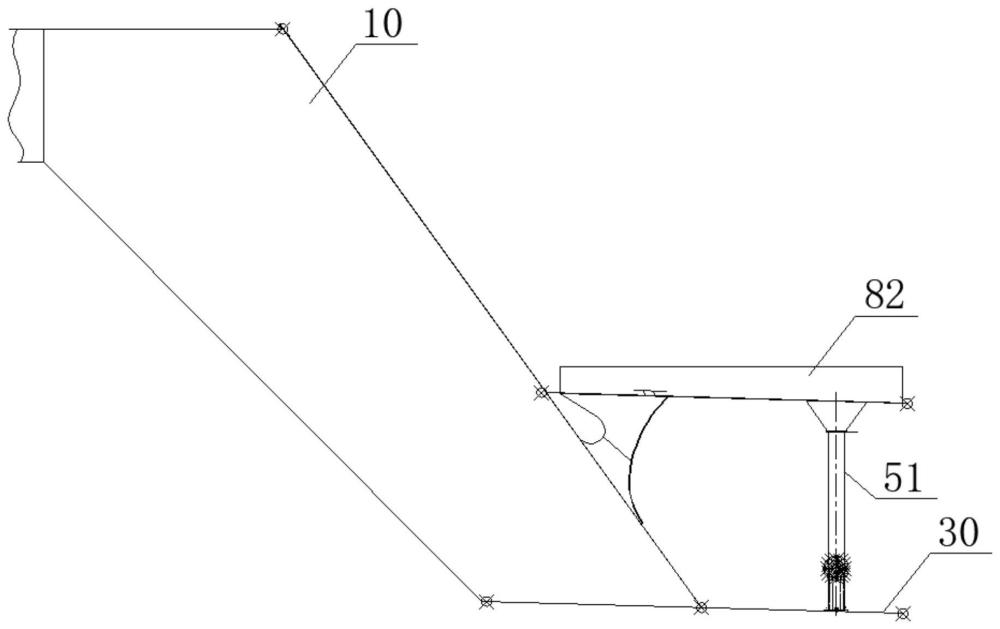
3、斜甲板,所述斜甲板位于主甲板上,斜甲板的表面与主甲板表面呈一钝角;
4、不锈钢平台片体,所述不锈钢平台片体水平设置,并通过支撑柱组合件固定于主甲板上;所述支撑柱组合件包括至少四根圆管支撑柱,第一、第二、第三圆管支撑柱为竖直设置并相互平行排布,第四圆管支撑柱斜置于第二圆管支撑柱与第三圆管支撑柱之间,第四圆管支撑柱与第二圆管支撑柱中心线成60°夹角;所述圆管支撑柱的底端与主甲板表面固定连接,顶端通过支墩与不锈钢平台片体连接。
5、优选地,所述第二圆管支撑柱与第三圆管支撑柱彼此相对的半个柱面分别开设有第一侧洞及第二侧洞,以分别连接第四圆管支撑柱的下端口及上端口,第一侧洞及第二侧洞在圆管支撑柱的圆周方向上占据半周的弧长。
6、优选地,所述不锈钢平台片体的靠近斜甲板的边缘下方固定有三角肘板,三角肘板的两条边分别连接至斜甲板及不锈钢平台片体的下表面。
7、本发明还提供一种不锈钢平台的建造方法,包括如下步骤:
8、s1、根据图纸模型中圆管支撑柱中心线顶端及底端相距基线的距离确定圆管支撑柱的号料高度,确定各圆管支撑柱所处的肋位号;圆管支撑柱的所用数量至少为四根,第一、第二、第三圆管支撑柱为竖直设置并相互平行排布,第四圆管支撑柱斜置于第二圆管支撑柱与第三圆管支撑柱之间;所述第二圆管支撑柱与第三圆管支撑柱彼此相对的半个柱面分别开设有第一侧洞及第二侧洞,以分别连接第四圆管支撑柱的下端口及上端口,第一侧洞及第二侧洞在圆管支撑柱的圆周方向上占据半周的弧长;
9、s2、在图纸模型中,于第二圆管支撑柱与第四圆管支撑柱的相交处做出第一交线,第二圆管支撑柱在水平面的投影为第一圆弧,第一交线在水平面的投影为第一半圆弧,将该第一圆弧进行2n等分,得到2n个等分点,其中,第一半圆弧占据n个等分点,自第一半圆弧的n个等分点竖直向上在第二圆管支撑柱表面形成n条第一素线,n条第一素线共与第一交线形成2n个第一交点,自第一交点沿第四圆管支撑柱的长度方向在第四圆管支撑柱表面形成2n条第四素线;
10、于第三圆管支撑柱与第四圆管支撑柱的相交处做出第二交线,第三圆管支撑柱在水平面的投影为第二圆弧,第二交线在水平面的投影为第二半圆弧,将该第二圆弧进行2n等分,得到2n个等分点,其中,第二半圆弧占据n个等分点,自第二半圆弧的n个等分点竖直向上在第三圆管支撑柱表面形成n条第二素线,n条第二素线共与第二交线形成2n个第二交点,每条第四素线各经过一个第二交点。
11、优选地,所述n取值为6,所述第四圆管支撑柱的倾斜角度为60°。
12、优选地,还包括如下步骤:
13、s3、根据第四圆管支撑柱的立体模型得到第四圆管展开图,首先确定第四圆管展开图的宽度为第四圆管支撑柱的周长,然后将各条第四素线按序依次对应绘制在第四圆管展开图中,对各条第四素线的线端部用光滑曲线进行连接,得到第四圆管展开图;
14、s4、与第四圆管支撑柱类似,根据第二圆管支撑柱、第三圆管支撑柱的立体模型分别得到第二圆管展开图、第三圆管展开图。
15、s5、根据步骤s3中得到的展开图进行主尺寸的切割作业,在铁平台作业工装上勘划基准线,在基准线上划出对应的肋位号各点,在以肋位号各点作基准线的角尺线即为各个圆管支撑柱的中心线,第二、第四圆管支撑柱在第一侧洞处连接,然后将第三圆管支撑柱与第四圆管支撑柱靠拢,并在第二侧洞对应各点连接,控制其60°夹角后,在各圆管支撑柱上下边缘线处用小铁板进行临时固定,并用辅材角钢在各圆管空旷区域进行连接固定成圆管支撑柱组合件;
16、s6、在大组立阶段吊装不锈钢主板至刚性胎架上,用辅材槽钢在不锈钢主板下面进行加固成长方体结构,用不锈钢小卡板对不锈钢主板进行支撑点的定位焊接,安装内部纵横结构,形成不锈钢平台片体;
17、s7、对刚性胎架与槽钢连接处进行切割,使不锈钢平台片体与刚性胎架分离,将整个不锈钢平台片体翻身至水泥坞墩上,结合水泥坞墩与不锈钢平台片体之间的顶升工装件调整不锈钢平台片体的水平度控制;
18、然后吊装圆管支撑柱组合件、三角肘板零部件,控制好圆管支撑柱组合件与不锈钢平台片体横向倾斜角度和纵向垂直面精度控制;所述圆管支撑柱通过支墩与不锈钢平台片体连接。
19、s8、对翻身后的不锈钢平台片体拆除剩余的槽钢与刚性胎架组成的构架工装件,在船坞阶段液化气体船建造所构建的主货舱中,利用起重高吊设备吊装不锈钢平台片体至斜甲板总段与舷侧主甲板总段所对应的肋位号的安装位置处的定位基准线洋冲印记上,并调整不锈钢平台片体整体高度及水平度,满足精度控制技术要求后进行焊接。
20、如上所述,本发明提供一种不锈钢平台及其建造方法,该建造方法先根据图纸模型对圆管支撑柱进行放样展开求出交线与开孔实样后,把圆管精确下料切割拼接组装成组合件,再对平台以正态建造方式下增设辅材槽钢构建成长方体箱子形状,平台片体完工由箱体结构翻身防止扭曲变形,翻身搁置于固定的简易胎架上安装部分三角肘板和圆管支撑柱组合件来完成大组立阶段生产工艺技术;最后在船坞阶段吊装前拆除辅助型槽钢工装件,把不锈钢平台片体完整性吊装至气体船主货舱斜甲板总段、舷侧主甲板总段上进行快速定位与安装的生产建造工艺技术。这种创新的建造工艺技术促进了不锈钢平台片体完整性精确的吊装模式,有效避免多次翻身与运输产生精度的扭曲变形,并减少搭载定位时对圆管支撑柱现配安装所占用高吊起重设备作业等待的时间,促进船坞阶段生产效率提升与保证精度数据良好的效果,最终实现船坞快速化搭载。
本文地址:https://www.jishuxx.com/zhuanli/20240722/226339.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种减阻节能双体式无人船
下一篇
返回列表