一种大口径通舷件的制作方法与流程
- 国知局
- 2024-08-01 07:14:59
本申请涉及造船,尤其是涉及一种大口径通舷件的制作方法。
背景技术:
1、大口径通舷件是指公称直径大于或等于350毫米的通舷件,大口径通舷件是指由船级钢板板材卷制而成并焊接至船体外板上使之成为船体结构的一部分。利用通舷件可实现船外符合工作条件海水的吸入及已满足排放标准废水的排出,实现船舶内外物质和热量的交换。
2、传统大口径通舷件通常在船舶分段组立搭载后安装,因为此阶段便于通舷件确定基准面后定位安装,安装时需要在通舷件定位完成并同船体外板焊接后对伸出船体外板的多余圆筒部分进行手工气焊切除,由于切割过程存在仰面作业,作业效率低且作业环境影响人员安全,焊接完成后还需要对通舷件内部因为焊接过程中损坏的油漆进行补涂,影响分段搭载周期,且由于狭小空间内油漆施工质量难以保证,补涂面存在后期剥落的风险。
技术实现思路
1、为了克服现有技术中存在的问题,本申请提供一种大口径通舷件的制作方法。
2、本申请提供的一种大口径通舷件的制作方法采用如下的技术方案:
3、一种大口径通舷件的制作方法,包括以下步骤:步骤一:am12软件内选定目标通舷件模型和船体外板模型;步骤二:利用am12软件自带vitesse程序捕捉通舷件模型和船体外板型线相交曲线,并且以通舷件外径圆周长为横轴坐标展开,横坐标轴和相交曲线之间包围的区域即为通舷件放样图纸;步骤三:以通舷件法兰部两螺栓孔之间的中心线上顶点做冲印标记;步骤四:使用nc切割机按照通舷件放样图纸完成钢板切割并将所切割钢板经过设备冷轧卷管后切边开坡口焊接加工成圆筒形状的通舷件圆筒部;步骤五:将通舷件法兰部和通舷件圆筒部按照冲印标记对齐后组装焊接成一体形成完整通舷件;步骤六:在船体组立阶段将通舷件焊接至分段船体外板开孔处,随同分段一起接受车间喷砂和车间底漆。
4、通过采用上述技术方案,采用am12软件自带vitesse程序捕捉通舷件模型和船体外板型线相交曲线的方式可以延长沿轴测量点的跨度,从而实现更精确的测量,不需要分段组立搭载后安装,可以实现简易施工。
5、优选的,步骤二中包括通舷件法兰部基准点的确认和与之对应的船体外板上目标点的确认,并且通过vitesse程序分别量取每个基准点到船体外板目标点间的垂直距离并输出若干个具体数值,并通过具体数值拟合成相交曲线。
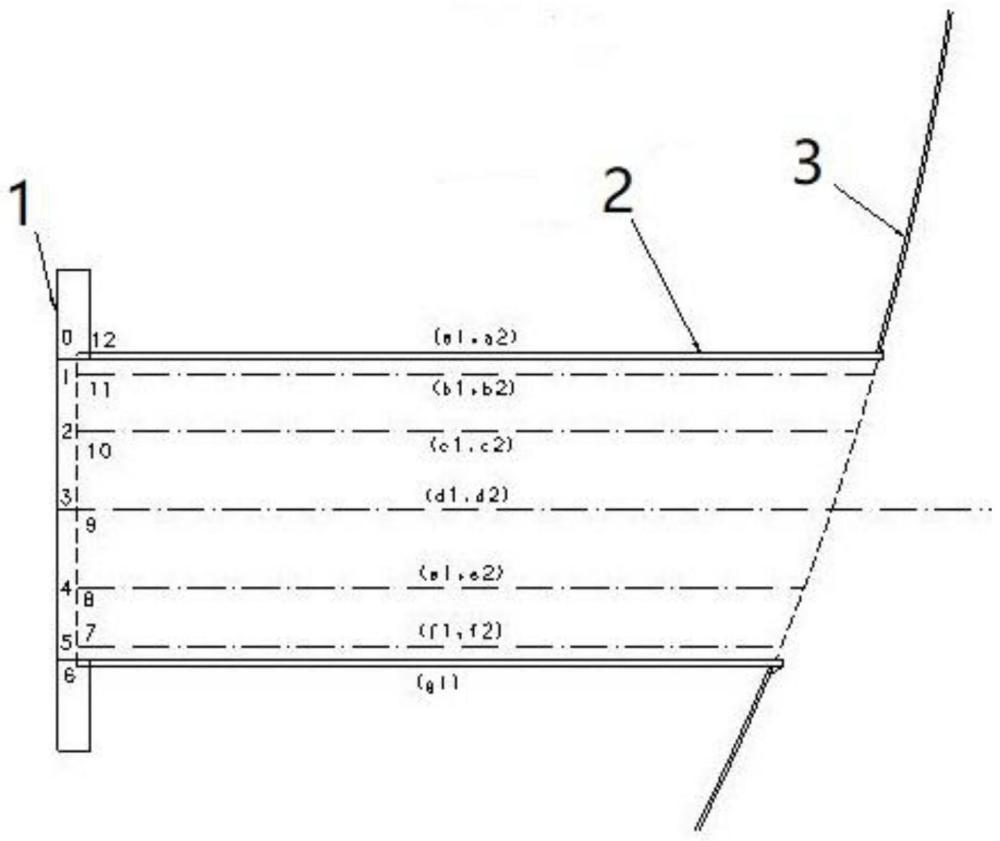
6、优选的,步骤二中按照从右舷向左舷剖视视角选择通舷件法兰部圆心截面作为基准面,将基准面通舷件外径圆上以12点时钟位置作为零点,按顺时针方向对该圆进行12等分并将等分点选取为12个基准点,每个基准点沿通舷件圆筒部方向分别投影至船体外板上并获取到对应的12个目标点,通过vitesse程序分别量取每个基准点到船体外板目标点间的垂直距离并输出12个具体数值。
7、优选的,步骤二中以通舷件外径圆周长为横轴坐标展开并等分为12份,以各基准点到目标点之间量取的垂直距离作为纵坐标赋值并标注在坐标轴上,最后将12个目标点连接拟合成相交曲线。
8、优选的,步骤四中焊接加工时将0点和12点重合基准点处冲印标记为上顶点。
9、综上所述,本申请包括以下至少一种有益技术效果:
10、1.本申请提供的大口径通舷件的零余量加工安装方法,过程简单可靠,能够进一步确保通舷件切割弧面贴合船体外板弧面精度,避免仰面手工切焊,提升生产效率并提高施工安全性;
11、2.本申请在焊接完成后不需要对通舷件内部因为焊接损坏的油漆进行补漆,提高了油漆施工效率,保证了油漆施工质量,并进一步缩短了船舶建造周期。
技术特征:1.一种大口径通舷件的制作方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种大口径通舷件的制作方法,其特征在于:步骤二中包括通舷件法兰部(1)基准点的确认和与之对应的船体外板(3)上目标点的确认,并且通过vitesse程序分别量取每个基准点到船体外板(3)目标点间的垂直距离并输出若干个具体数值,并通过具体数值拟合成相交曲线。
3.根据权利要求2所述的一种大口径通舷件的制作方法,其特征在于:步骤二中按照从右舷向左舷剖视视角选择通舷件法兰部(1)圆心截面作为基准面,将基准面通舷件外径圆上以12点时钟位置作为零点,按顺时针方向对该圆进行12等分并将等分点选取为12个基准点,每个基准点沿通舷件圆筒部(2)方向分别投影至船体外板(3)上并获取到对应的12个目标点,通过vitesse程序分别量取每个基准点到船体外板(3)目标点间的垂直距离并输出12个具体数值。
4.根据权利要求3所述的一种大口径通舷件的制作方法,其特征在于:步骤二中以通舷件外径圆周长为横轴坐标展开并等分为12份,以各基准点到目标点之间量取的垂直距离作为纵坐标赋值并标注在坐标轴上,最后将12个目标点连接拟合成相交曲线。
5.根据权利要求3所述的一种大口径通舷件的制作方法,其特征在于:步骤四中焊接加工时将0点和12点重合基准点处冲印标记(5)为上顶点。
技术总结本申请涉及造船技术领域,一种大口径通舷件的制作方法,包括步骤:选定目标通舷件模型和船体外板模型;捕捉通舷件模型和船体外板型线相交曲线,以通舷件外径圆周长为横轴坐标展开,横坐标轴和相交曲线之间包围的区域即为通舷件放样图纸;以通舷件法兰部两螺栓孔之间的中心线上顶点做冲印标记;钢板切割并将所切割钢板经过设备冷轧卷管后切边开坡口焊接加工成圆筒形状的通舷件圆筒部;通舷件法兰部和通舷件圆筒部按照冲印标记对齐后组装焊接成一体形成完整通舷件后喷砂和底漆。本申请简单可靠,避免了仰面手工切焊打磨并提高打磨效率,不会因为油漆补涂影响分段搭载工期,确保通舷件切割弧面贴合船体外板弧面精度,提升生产效率并提高施工安全性。技术研发人员:周刚,许新启,章杰,顾正伟,季永生,周井华,顾栋林,郑斐,曹佳斌受保护的技术使用者:南通中远海运川崎船舶工程有限公司技术研发日:技术公布日:2024/7/4本文地址:https://www.jishuxx.com/zhuanli/20240722/226715.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表