一种汽车发动机盖锁体模拟装配工装的制作方法
- 国知局
- 2024-08-01 07:58:03
本发明属于汽车制造领域,具体涉及一种汽车发动机盖锁体模拟装配工装。
背景技术:
1、汽车的分总成零件大多数都是在焊装的白车身上进行装配的,装配的分总成零件包括汽车的翼子板、发动机盖、前门、后门等各部件。在装配初期就需要安装好各个白车身分总成零件,各个零件之间的装配尺寸需要精准装配到位,且各个分总成零件之间的尺寸匹配关系需严格按整车设计的精致工艺要求调配。
2、但白车身个别的分总成零件是需要在后道工序(总装车间)装完内饰件以及外购件,利用外购件的功能实现分总成装配尺寸的测量以及评估,才能判断分总成零件装配工艺尺寸的合格性。如有装配尺寸不符合设计要求的分总成,还需要进行调整,极大风险破坏车身的漆面,补漆不良的情况下引发售后车辆的钣金伤漆锈蚀。
3、现有v348(l536)车型的发动机盖与翼子板的匹配间隙、段差问题。因发动机盖结构设计,只能装配后再进行尺寸调整匹配。但在白车身上无法安装总装的外购件(锁体、锁扣),而发动机该缺少外购件,发动机舱不能支撑发动机盖的z面高度,就不能达到整车上发动机盖的理论关闭状态。从而影响判断发动机盖的安装尺寸以及与翼子板的匹配尺寸,造成了后道工序(总装车间)经常出现翼子板干涉伤漆、发动机盖左右两侧间隙不均等质量问题的关键因子。如图1所示,为正常情况下发动机盖的装配示意图;配后状态,发动机盖因无锁体支撑,无法借用翼子板为参照,无法测量调整尺寸;发动机盖下落,锁杆位置无锁体,干涉钣金,无法达到设计的关闭状态;发动机盖与右翼子板y向段差,无参照无法调整;发动机盖与左翼子板x向错位,无法参照测量。如图2所示。
技术实现思路
1、本发明为了解决焊装白车身发动机盖未装锁体时,无法判断发动机盖装配尺寸是否符合设计要求,同时无法进行发动机盖装配尺寸调整的问题。本发明提供一种汽车发动机盖锁体模拟装配工装,具体技术方案如下:
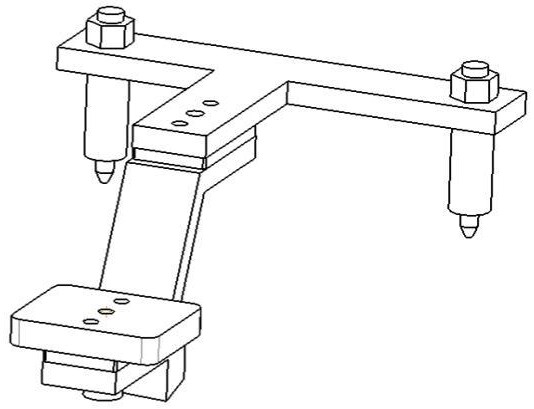
2、一种汽车发动机盖锁体模拟装配工装,该工装由包括工装主板、主板连接板和支撑基准块;所述工装主板为t形支撑板,在工装主板的t形横板的两端设置有定位孔,主板定位销通过定位孔和定位销紧固螺母固定在所述定位孔上,t形竖板上设置有定位安装孔;所述主板连接板为z形支撑板,在主板连接板两水平板上分别设置有定位安装孔,一水平板侧与工装主板的t形竖板对应,之间设置有工装主板调整片,另一水平板侧上通过基准块紧固螺栓固定有支撑基准块,支撑基准块与该主板连接板的水平板之间设置有基准块调整片。
3、进一步的,所述工装主板的t形横板的两端的定位孔位置与发动机室内前上横梁固化的冲压孔位置对应,主板定位销穿过冲压孔和定位孔固定工装;所述支撑基准块位置对应发动机盖落锁杆;工装主板调整片调整工装主板垂直方向上位置,基准块调整片调整支撑基准块垂直方向上位置。
4、进一步的,工装主板调整片和基准块调整片设置为多个不同厚度以适用不同车型。
5、进一步的,本发明提供装配工装的使用方法:在装配完成发动机盖后,将装配工装定位放置在发动机舱的前上横梁上,通过主板定位销固定于前上横梁固化的冲压孔位置,关闭发动机盖,利用发动机盖自重让发动机盖的锁杆落在装配工装的支撑基准块上;届时,发动机盖在发动机舱内达到安装锁体或锁扣的理论关闭状态,白车身的调整操作工即可实现发动机盖整车设计状态尺寸的调整,匹配发动机盖与翼子板、大灯的相对位置。
6、本发明通过白车身发动机室内的前上横梁作为基准,根据发动机盖的产品特点设计属于发动机盖z向支撑工装,该工装用前上横梁固化的冲压孔作为器具的y向定位点,同时按零件造型设计x向支撑面稳定该发明的安放位置。在工装器具上,设计有按总装外购件理论装配位置的可调式z面支撑基准块。
7、本发明工装作为白车身不被安装的总装外购件(发动机盖锁体、锁扣)的装配替代器具。使用本发明工装器具,可以使发动机盖在白车身上缺少外购件的情况下,让发动机盖在发动机舱内保持在整车上的理论关闭状态的位置。让白车身的装配调整操作工有调整参照依据,能对发动机盖与翼子板等零部件进行有效尺寸匹配调整。消除整车调整工位调整发动机盖尺寸后带来的伤漆、发动机盖干涉翼子板等影响。 工装外观设计新颖、定位功能稳定,工装使用轻便简单,并可适用多状态车型,循环使用,同时还兼顾白车身装配零件的装配检测校正功能。杜绝白车身装配零件无参照调整造成的多余工作量以及后道工序多次调整导致伤漆缺陷产生,完美达到工装模拟外购件的发明初衷。
技术特征:1.一种汽车发动机盖锁体模拟装配工装,其特征在于:该工装由包括工装主板、主板连接板和支撑基准块;所述工装主板(3)为t形支撑板,在工装主板的t形横板的两端设置有定位孔,主板定位销(2)通过定位孔和定位销紧固螺母固定在所述定位孔上,t形竖板上设置有定位安装孔;所述主板连接板(5)为z形支撑板,在主板连接板(5)两水平板上分别设置有定位安装孔,一水平板侧与工装主板的t形竖板对应,之间设置有工装主板调整片(4),另一水平板侧上通过基准块紧固螺栓(8)固定有支撑基准块(7),支撑基准块(7)与该主板连接板的水平板之间设置有基准块调整片(6)。
2.根据权利要求1所述的一种汽车发动机盖锁体模拟装配工装,其特征在于:所述工装主板的t形横板的两端的定位孔位置与发动机室内前上横梁固化的冲压孔位置对应,主板定位销(2)穿过冲压孔和定位孔固定工装;所述支撑基准块(7)位置对应发动机盖落锁杆;工装主板调整片(4)调整工装主板(3)垂直方向上位置,基准块调整片(6)调整支撑基准块(7)垂直方向上位置。
3.根据权利要求2所述的一种汽车发动机盖锁体模拟装配工装,其特征在于:工装主板调整片(4)和基准块调整片(6)设置为多个不同厚度以适用不同车型。
4.根据权利要求1-3任一所述汽车发动机盖锁体模拟装配工装的使用方法,其特征在于:在装配完成发动机盖后,将装配工装定位放置在发动机舱的前上横梁上,通过主板定位销(2)固定于前上横梁固化的冲压孔位置,关闭发动机盖,利用发动机盖自重让发动机盖的锁杆落在装配工装的支撑基准块(7)上;届时,发动机盖在发动机舱内达到安装锁体或锁扣的理论关闭状态,白车身的调整操作工即可实现发动机盖整车设计状态尺寸的调整,匹配发动机盖与翼子板、大灯的相对位置。
技术总结本发明属于汽车制造领域,具体涉及一种汽车发动机盖锁体模拟装配工装。该工装由包括工装主板、主板连接板和支撑基准块;本发明工装作为白车身不被安装的总装外购件(发动机盖锁体、锁扣)的装配替代器具,在白车身上缺少外购件的情况下,让发动机盖在发动机舱内保持在整车上的理论关闭状态的位置。让白车身的装配调整操作工有调整参照依据,能对发动机盖与翼子板等零部件进行有效尺寸匹配调整。消除整车调整工位调整发动机盖尺寸后带来的伤漆、发动机盖干涉翼子板等影响。工装外观设计新颖、定位功能稳定,工装使用轻便简单,并可适用多状态车型,循环使用,同时还兼顾白车身装配零件的装配检测校正功能。技术研发人员:艾军,叶海亮,丁琦,曾名昆,古春明,殷明明,熊瑛,熊鹏受保护的技术使用者:江铃汽车股份有限公司技术研发日:技术公布日:2024/7/9本文地址:https://www.jishuxx.com/zhuanli/20240722/229686.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表