一种仪表横梁及其制造方法与流程
- 国知局
- 2024-08-01 08:18:45
本发明涉及汽车零部件,尤其涉及一种仪表横梁及其制造方法。
背景技术:
1、仪表横梁主要用于支撑人机界面控制设备及装饰件, 同时与其他安全结构共同构成安全系统。仪表横梁安装在驾驶室前端,隐藏在仪表板下方,用于固定仪表板及其附属件;因此通常会把仪表横梁作为汽车内外饰的一部分进行开发。同时,仪表横梁多为金属结构,横跨车身左右两侧,对整个驾驶室有加强作用,所以,仪表横梁同时作为一种结构承载件进行设计。仪表横梁作为前端仪表面板下的支撑件,担当着安装及安全支撑的重要责任。
2、现有仪表横梁广泛采用钢材、铝合金冲压焊接或者混合材料制造或者铝镁合金一体化压铸制造。上述工艺有如下缺点:
3、1)钢材冲压焊接制造,由于基材为钢,整体总量较大,同时采用弧焊连接,夹具投入较多,焊接后仪表横梁变形很大,尺寸很难满足装车要求,后期人工返修成本高。
4、2)铝合金冲压焊接制造,虽然减轻了质量,但还是采用传统的弧焊连接,整体零件较多,焊接时变形较大;同时支架由于采取铝合金材质,整体强度不及钢制焊接仪表横梁。
5、3)铝镁合金一体化压铸制造,模具成本较高,同时由于压铸后,零件存在变形,需要增加整形工序,会导致单件成本较高,应用范围小。
技术实现思路
1、有鉴于此,有必要提供一种仪表横梁及其制造方法,用以解决现有技术中仪表横梁生产成本较高的技术问题。
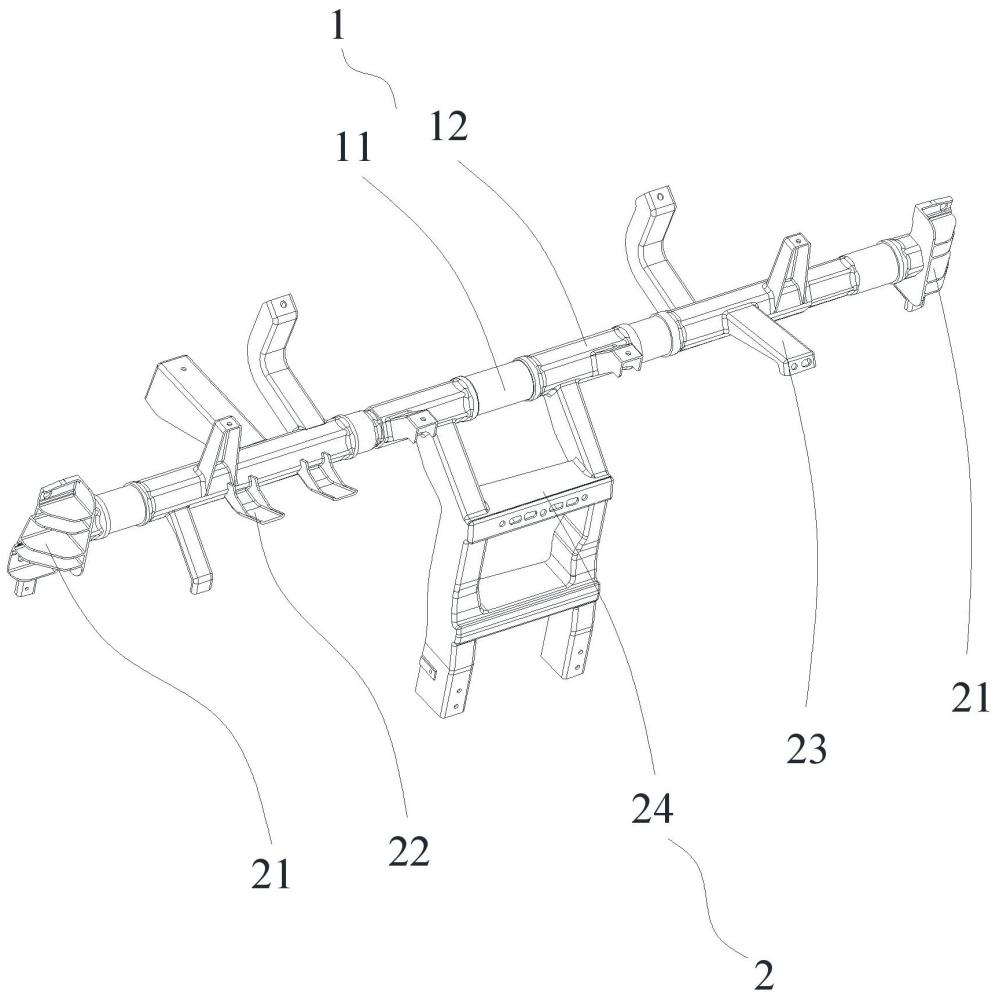
2、本发明提供一种仪表横梁,该仪表横梁包括:管梁和若干安装支架,多个所述安装支架沿所述管梁的长度方向依次设置于所述管梁上并与所述管梁一体成型连接。
3、进一步的,所述管梁包括多段交替分布的圆形段和多边形段,所述安装支架均与所述多边形段连接。
4、进一步的,所述安装支架包括车身安装支架、转向柱安装支架、手套箱安装支架以及中通道安装支架中的一种或多种。
5、进一步的,所述车身安装支架有两个,分别位于所述管梁的两端。
6、进一步的,所述中通道支架位于所述管梁的中部,所述转向柱安装支架和所述手套箱安装支架分别位于所述中通道支架的两侧。
7、进一步的,所述管梁沿其长度方向中空。
8、本发明提供一种仪表横梁的制造方法,用于制造上述仪表横梁,其包括如下步骤:s1、将圆管胚放入模具中,加热至所需温度并合膜;s2、向所述圆管胚内注入高压液体介质,使所述圆管胚内高压成型得到所述管梁,同时向所述模具内注入液态原材料,压铸成型得到所述安装支架;s3、冷却并脱模。
9、进一步的,所述管梁和所述安装支架的材质均为镁合金,步骤s2中注入镁合金液体。
10、进一步的,还包括使用镁合金原材料挤压成型得到所述圆管胚。
11、进一步的,步骤s1中,所述圆管胚加热至300℃。
12、与现有技术相比,本发明提供的仪表横梁采用内高压及压铸复合成型的制造方法,工艺简单,结构牢固,尺寸控制精度高,能够抑制零件变形或者扭曲,并且相较于钢制仪表横梁减重达30%左右。
13、上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,并可依照说明书的内容予以实施,以本发明的较佳实施例并配合附图详细说明如下。本发明的具体实施方式由以下实施例及其附图详细给出。
技术特征:1.一种仪表横梁,其特征在于,其包括:管梁和若干安装支架,多个所述安装支架沿所述管梁的长度方向依次设置于所述管梁上并与所述管梁一体成型连接。
2.根据权利要求1所述的仪表横梁,其特征在于,所述管梁包括多段交替分布的圆形段和多边形段,所述安装支架均与所述多边形段连接。
3.根据权利要求1所述的仪表横梁,其特征在于,所述安装支架包括车身安装支架、转向柱安装支架、手套箱安装支架以及中通道安装支架中的一种或多种。
4.根据权利要求3所述的仪表横梁,其特征在于,所述车身安装支架有两个,分别位于所述管梁的两端。
5.根据权利要求3所述的仪表横梁,其特征在于,所述中通道支架位于所述管梁的中部,所述转向柱安装支架和所述手套箱安装支架分别位于所述中通道支架的两侧。
6.根据权利要求1所述的仪表横梁,其特征在于,所述管梁沿其长度方向中空。
7.一种仪表横梁的制造方法,其特征在于,其用于制造权利要求1-6中任意一项所述的仪表横梁,其包括如下步骤:
8.一种仪表横梁的制造方法,其特征在于,所述管梁和所述安装支架的材质均为镁合金,步骤s2中注入镁合金液体。
9.根据权利要求8所述的仪表横梁的制造方法,其特征在于,还包括使用镁合金原材料挤压成型得到所述圆管胚。
10.根据权利要求7所述的仪表横梁的制造方法,其特征在于,步骤s1中,所述圆管胚加热至300℃。
技术总结本发明涉及一种仪表横梁及其制造方法,该仪表横梁包括:管梁和若干安装支架,多个所述安装支架沿所述管梁的长度方向依次设置于所述管梁上并与所述管梁一体成型连接。该仪表横梁的制造方法包括如下步骤:S1、将圆管胚放入模具中,加热至所需温度并合模;S2、向所述圆管胚内注入高压液体介质,使所述圆管胚内高压成型得到所述管梁,同时向所述模具内注入液态原材料,压铸成型得到所述安装支架。S3、冷却并脱模。与现有技术相比,本发明提供的仪表横梁采用内高压及压铸复合成型的制造方法,工艺简单,结构牢固,尺寸控制精度高,能够抑制零件变形或者扭曲,并且相较于钢制仪表横梁减重达30%左右。技术研发人员:刘俊,廖洋,汪泓吉,肖伟,冯启成,付泽东受保护的技术使用者:东实(武汉)汽车零部件有限公司技术研发日:技术公布日:2024/7/18本文地址:https://www.jishuxx.com/zhuanli/20240722/231113.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表