一种风电叶片叶尖试验段连接结构以及其成型方法与流程
- 国知局
- 2024-08-01 03:13:08
本发明属于风电叶片试验装置的领域,涉及一种风电叶片叶尖的试验装置,尤其涉及一种风电叶片叶尖试验段连接结构以及其成型方法。
背景技术:
1、风电叶片作为风力机的重要组成部件,在风场的实际运行中承受着不断变化的风载荷作用,恶劣的气候环和叶片长年累月的不断运行,使得风电叶片的疲劳寿命备受人们关注。叶片通常分叶根、叶身和叶尖三部分。而叶尖部分是推动风机旋转出力最大的部分,因此叶尖的承受载荷能力也相对较重要。叶片在含有缺陷和缺陷维修后的运行下抗疲劳载荷能力如何无从知晓,往往会在某个叶型取叶尖一段作为试验对象进行验证和数据搜集来检验风电叶片缺陷修复后的疲劳使用寿命是否能达到设计要求,国内在这方面的研究和试验相对较少。为保证更好的叶尖与试验台的连接,需要高强度的连接件和连接方案来支撑。现有技术常采用手糊成型增设螺栓套,造成布层浸润存在大面积手糊气泡,手糊质量无法有效保证,螺栓套数量少,套与套之间的间隙大,受力不均匀,不能保障叶尖试验顺利完成,因此,就需要叶尖连接位置由增强纤维、树脂、预埋金属螺栓套、玻璃钢预制件等材料经真空吸注、固化而成,常规的预埋方式会产生预埋件松动、移位等问题。
2、专利文件《一种用于预埋型风电叶片叶根的灌注系统及灌注成型工艺》(cn109968689b)公开了一种用于预埋型风电叶片叶根的灌注系统,具体的是说在叶根布层上方导流网表面设有真空袋膜,导流网与真空袋膜之间设有相交且垂直布置的展向注胶欧姆管和弦向注胶欧姆管,展向注胶欧姆管和弦向注胶欧姆管相交处设有注胶口。本发明对叶根的灌注系统进行了详细的说明,解决了叶根多个注胶孔灌注的风险。但该灌注工艺只适用于叶根预埋型叶片生产,对于叶片试验用叶尖段不能满足连接位置成型,不利于大型叶片叶尖试验段与试验台的连接。
3、对于真空灌注技术,在常温状态下由于树脂在导流网当中的流动速度过快,超出了树脂向纤维中进行渗透的速度,因此,在灌注的过程中使树脂在纤维表面的流动速度同向纤维里面的流动速度形成的比值增大,从而导致了灌注以后产生白斑或干纤维。对于上述问题目前采取的解决措施主要包括:利用铺设多层相同的导流网,按照环境条件开启模具预热,准备部分注射管形成包围以后开始抽气或者是进行注射。但是树脂注射的速度会有逐渐损失,如果将多层导流网均布,虽然会使树脂的流动速度降下来了,但是却会存在在材料后端出现灌注树脂停留的时间太长,从而导致了后期的粘度非常大、流动性较低等问题的出现。
技术实现思路
1、(一)发明目的
2、针对现有技术中叶尖试验段与试验台连接结构中存在的缺陷和不足,本发明提出一种风电叶片叶尖试验段连接结构以及其成型方法,通过在叶尖壳体外侧设置螺栓套、玻璃钢楔形条、pvc斜角、玻纤布利用真空灌注的技术为风电叶片叶尖试验段与试验台提供了可靠的连接结构;将玻璃钢楔形条和芯材共同填充在螺栓套之间,以保证螺栓套的连接强度以及支撑强度;将导流网设置为复合导流网,内侧导流网和外侧导流网之间的网格分布方向不相同,实现对于树脂更快速、更均匀的导流;将外侧导流网的网格设置为沿叶尖壳体长度方向由密变疏,可以避免树脂在注入初期由于流动速度过快产生的白斑或干纤维,也可以避免后段产生流动性较低、树脂堆积等问题;此外,在芯材上设置有具有s型路径的s型槽,s型路径的s型槽由密变疏通过这种流道设计方式,树脂在流动过程中可以逐步稳定并均匀分布,有助于提高灌胶效果。
3、(二)技术方案
4、为实现该发明目的,本发明采用如下技术方案:
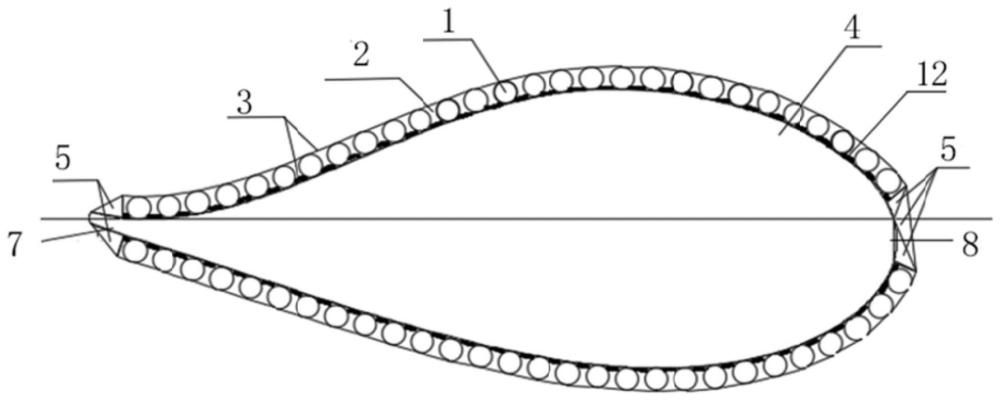
5、一种风电叶片叶尖试验段连接结构,该风电叶片叶尖试验段连接结构包括结构层和灌注层,其中结构层包括螺栓套、玻璃钢楔形条、玻纤布、叶尖壳体,灌注层包括注胶管道、注胶口、复合导流网,在叶尖壳体外侧铺设位于内侧的玻纤布,位于内侧的玻纤布外侧设置芯材、螺栓套、玻璃钢楔形条,其中螺栓套均布设置在叶尖壳体切割位置,玻璃钢楔形条设置在两个相邻的螺栓套之间;芯材沿叶尖壳体切割位置开始铺设,在玻璃钢楔形条、螺栓套、芯材外侧铺设位于外侧的玻纤布,外侧的玻纤布外侧铺设复合导流网,所述复合导流网外侧布置注胶管道、注胶口,在灌注层外侧设置真空袋,
6、复合导流网包括叠放的外侧导流网和内侧导流网,内侧导流网相对于外侧导流网更靠近叶尖壳体,将内侧导流网和外侧导流网之间的网格沿不相同的方向分布,内侧导流网的网格为均匀分布的,外侧导流网的网格的密度沿水平方向逐渐降低;
7、芯材在叶尖壳体切割位置的一端在长度方向上形成有凹槽,螺栓套设置在该凹槽中,并将芯材在叶尖壳体切割位置的一端在厚度方向上切削掉一部分,玻璃钢楔形条设置在芯材切削掉的一部分处,玻璃钢楔形条设置在芯材的外侧,两个相邻的螺栓套之间的空隙处由玻璃钢楔形条和芯材填充。
8、优选地,芯材包括在厚度方向上的上表面和下表面,在芯材的上表面和下表面分别开设有若干条沿长度方向延伸的浅槽,浅槽均为直线型槽,在上表面和下表面中还设有s型路径的s型槽,沿长度方向单位长度内s型路径的s型槽的数量由多变少。
9、优选地,叶尖壳体外侧距离叶尖壳体切割位置2m范围内铺设位于内侧的玻纤布。
10、优选地,内侧的玻纤布和外侧的玻纤布均具有25层。
11、优选地,芯材的铺设长度与内侧的玻纤布和外侧的玻纤布的铺设长度相同。
12、优选地,结构层还包括pvc斜角,在叶尖壳体的尾缘处和前缘处分别设置pvc斜角,pvc斜角分别与叶尖的尾缘和前缘贴合,并使pvc斜角外表面在叶尖的尾缘处和前缘处形成与叶尖的尾缘和前缘相同的流线形状。
13、优选地,内侧导流网和外侧导流网之间的网格分布方向不相同,形成内侧导流网的经线和纬线的延伸方向均与水平方向成45度夹角,外侧导流网的纬线沿水平方向。
14、优选地,内侧导流网的各相邻的经线之间以及各相邻的纬线之间的间隔距离是相同的;外侧导流网的各相邻的纬线之间的间隔距离是相同的,沿叶尖壳体的长度方向外侧导流网的各相邻的经线之间的间隔距离逐渐变大。
15、一种风电叶片叶尖试验段连接结构的成型方法,该方法包含以下步骤:
16、步骤1:在叶尖壳体外侧铺设形成连接位置的结构层,依次设置所述内侧的玻纤布、芯材、螺栓套、玻璃钢楔形条、外侧的玻纤布;
17、步骤2:在所述的结构层上方布置灌注层,依次铺设复合导流网、注胶管道;
18、步骤3:布置真空袋,为结构层和灌注层提供真空环境;
19、步骤4:真空注胶;
20、步骤5:固化去除辅材;
21、步骤6:安装法兰通过安装螺栓与螺栓套进行连接将叶尖壳体安装至试验台。
22、优选地,注胶管道设置为3条,注胶管道独立存在,注胶管道上各开设1个注胶口。
23、(三)技术效果
24、同现有技术相比,本发明的风电叶片叶尖试验段连接结构以及其成型方法,具有以下有益且显著的技术效果:
25、(1)本发明提出了一种风电叶片叶尖试验段连接结构,要求真空灌注成型,树脂浸润性好,连接位置布层灌注质量高,使螺栓套布置均匀,数量充足,保证受力均匀;本发明操作简单,易于控制,成本较低。
26、(2)本发明在芯材上设置有具有s型路径的s型槽,s型路径的s型槽由密变疏通过这种流道设计方式,树脂在流动过程中可以逐步稳定并均匀分布,有助于提高灌胶效果。
27、(3)将导流网设置为复合导流网,内侧导流网和外侧导流网之间的网格分布方向不相同,能够使得在不增加单个导流网网格密度和加工成本的基础上,实现对于树脂更快速、更均匀的导流;将外侧导流网的网格设置为沿叶尖壳体长度方向由密变疏,可以避免树脂在注入初期由于流动速度过快产生的白斑或干纤维,也可以避免后段产生流动性较低、树脂堆积等问题。
28、(4)本发明将玻璃钢楔形条和芯材共同填充在螺栓套之间,保证了螺栓套的连接强度以及支撑强度。
本文地址:https://www.jishuxx.com/zhuanli/20240723/212032.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。