一种管材生产提速用定径套的制作方法
- 国知局
- 2024-08-01 03:16:04
本技术涉及管材制备领域,尤其涉及一种管材生产提速用定径套。
背景技术:
1、在塑料管材生产中,定径套在管材成型中是至关重要的,它直接影响管材的内在质量和外观质量。真空定径是塑料管材定型的主要方法之一,定径套功能主要是用定径套为挤出成型模具的管坯冷却降温,同时固定管坯的外径尺寸和修整管表面的光洁度。其原理是通过建立管材内腔与壁面之间的压差使管材外表面被吸附在定径套内壁,得到外径及壁厚符合要求的各种规格的管材。真空定径方法通常适用于生产线速度较高的小规格的管材。定径套安装在真空箱的输入端,水透过真空槽形成一层膜,帮助管材在定径套中滑动和冷却,可使冷却面积增大。现有定径筒推荐长度是管材直径的8~10倍,如果长度太短,管材出定径筒后会变形或拉断,所以管材和定径套的接触面积比较大,熔态时有较大的摩擦,甚至粘附在定径套上,因而不能生产小管、薄壁管,且现有φ20mm的管材生产时运行产能最高只能达到450kg/h。
2、现有技术cn201510717607.6公开了一种塑料管材的水环式定径套,包括套管、连接体和安装法兰,套管贯穿安装法兰和连接体,且和连接体固定,安装法兰则和连接体固定连接,还包括套盖,所述套盖固定在所述连接体一端,且所述套盖下端面与对应的连接体端面间存在空隙;所述套盖对应套管设置有进料通孔,所述进料通孔为倒立的截顶圆锥体状;所述连接体的侧壁设置有入水孔。该发明的定径套虽然能防止堆料,但是仍存在以下问题:
3、1、采用该定径套产能由420kg/h提速至560kg/h时,线管有发白且发白处管径偏小的情况发生。
4、2,现有定径套的长度均是管材直径是8-10倍,当提速生产时,由于速度加快,定径管对管材的冷却时间降低,容易导致材料粘附在定径套上,影响生产效率。
技术实现思路
1、有鉴于此,本实用新型的目的在于提供一种管材生产提速用定径套,通过减小真空槽之间的间距来增加管材生产时定型冷却效果,并通过调节定径管的长度来增加定型时能够进行冷却的时间,从而提高管材的生产效率。
2、本实用新型解决其技术问题所采用的技术方案是:
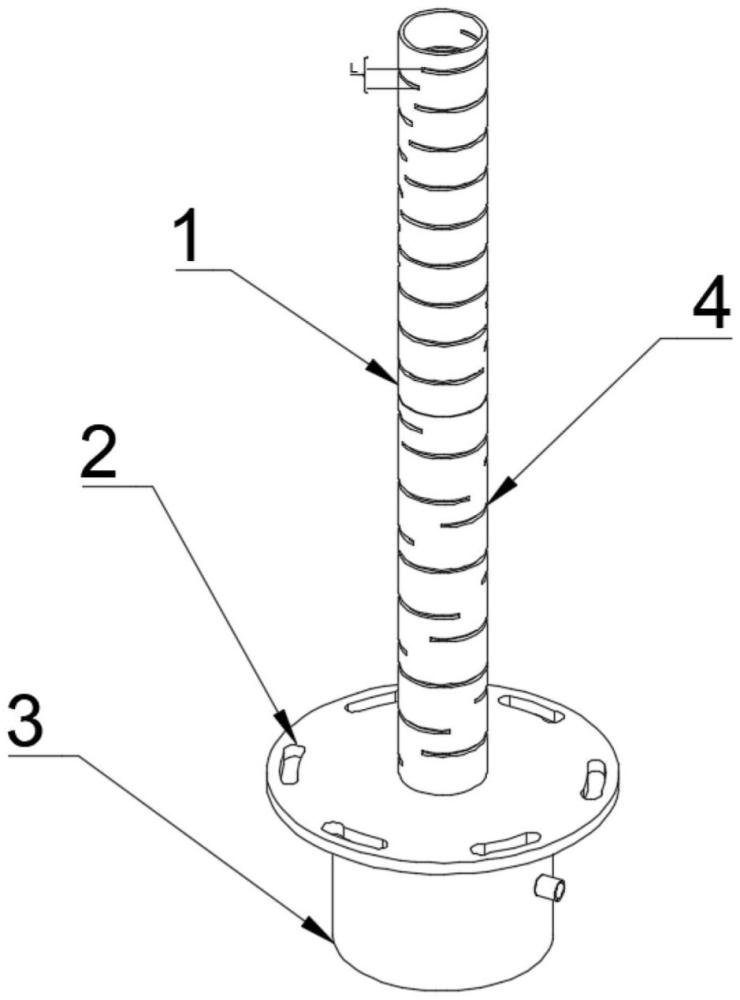
3、提供一种管材生产提速用定径套,包括:定径管、连接法兰和冷却水环;所述冷却水环通过连接法兰与定径管同轴连接,所述冷却水环上设有能够与循环水管连通的连接孔;
4、所述定径管包括固定筒和调节筒,所述固定筒一端与冷却水环连接,另一端与调节筒可拆卸连通;所述定径管上设置有能够在外壁上形成水膜的真空槽,所述真空槽之间的间隔距离l为8-12mm。
5、需要说明的是,现有φ20的中型线管的真空槽的间距为21mm,产能由420kg/h提速至560kg/h时,线管有发白且发白处管径偏小的情况发生,因此本方案通过减小真空槽之间的间距,即增加管胚与水直接接触的面积,提高冷却效果;又利用水的润滑减小管胚与定径套的摩擦,加速管胚冷却定型,并通过调节定径管的长度使管坯能够有充分距离进行冷却,进一步提高了管材生产的合格率。
6、优选地,所述真空槽为间隔设置在定径管上的环形通槽,且相邻环形通槽之间的间隔距离为10.5mm。
7、需要说明的是,环形通槽为现有定径管上常用的结构,可以通过环形通槽在定径管外侧面形成水膜,从而对管坯进行冷却。
8、优选地,所述真空槽为螺旋设置在定径管上的螺旋槽,所述螺旋槽的螺距为10.5mm。
9、需要说明的是,通过采用螺旋设置的螺旋槽来形成水膜进行冷却,能够更好的利用水流来吸收热量,使冷却效果更加均匀,管材的形成更加稳定。
10、优选地,还包括增压水泵,所述增压水泵与冷却水环的连接孔连通。
11、需要说明的是,通过增设增压水泵来提高水流的流动速度,从而提高管坯与水流之间的热交换效率,提高冷却效果。
12、优选地,所述真空槽的宽度为1mm。
13、需要说明的是,通过控制真空槽的宽度可以起到控制水膜厚度的作用,现有真空槽的宽度在1mm以下,水膜较薄,在提高生产速度时容易导致管坯的冷却效果不足,影响管坯生产的合格率;因此通过增加真空槽的宽度来增加水膜厚度,水膜厚度增加可以增加热交换面积,但过厚的水膜可能会导致冷却不均,因此需要合理控制真空槽的宽度。
14、优选地,所述定径管内部为空心结构。
15、需要说明的是,定径管内部为空心结构,可以减轻重量,减小占用空间,便于运输和安装。
16、优选地,所述固定筒和调节筒通过螺纹连接。
17、需要说明的是,可以实现定径管的灵活组装与拆卸,方便日常维护和保养。同时,这种连接方式也可以根据需求调整定径套的长度。
18、本实用新型的有益效果:
19、本实用新型提供的一种管材生产提速用定径套,通过减小真空槽之间的间距即增加管胚与水直接接触的面积,提高冷却效果;又利用水的润滑减小管胚与定径套的摩擦,加速管胚冷却定型,并通过调节定径管的长度使管坯能够有充分距离进行冷却,进一步提高了管材生产的合格率。
技术特征:1.一种管材生产提速用定径套,包括:定径管(1)、连接法兰(2)和冷却水环(3);所述冷却水环(3)通过连接法兰(2)与定径管(1)同轴连接,所述冷却水环(3)上设有能够与循环水管连通的连接孔;其特征在于:所述定径管(1)包括固定筒(11)和调节筒(12),所述固定筒(11)一端与冷却水环(3)连接,另一端与调节筒(12)可拆卸连通;所述定径管(1)上设置有能够在外壁上形成水膜的真空槽(4),所述真空槽(4)之间的间隔距离l为8-12mm。
2.如权利要求1所述的一种管材生产提速用定径套,其特征在于:所述真空槽(4)为间隔设置在定径管(1)上的环形通槽(41),且相邻环形通槽(41)之间的间隔距离为10.5mm。
3.如权利要求1所述的一种管材生产提速用定径套,其特征在于:所述真空槽(4)为螺旋设置在定径管(1)上的螺旋槽(42),所述螺旋槽(42)的螺距为10.5mm。
4.如权利要求1所述的一种管材生产提速用定径套,其特征在于:还包括增压水泵(5),所述增压水泵(5)与冷却水环(3)的连接孔连通。
5.如权利要求1所述的一种管材生产提速用定径套,其特征在于:所述真空槽(4)的宽度为1mm。
6.如权利要求1所述的一种管材生产提速用定径套,其特征在于:所述定径管(1)内部为空心结构。
7.如权利要求1所述的一种管材生产提速用定径套,其特征在于:所述固定筒(11)和调节筒(12)通过螺纹(6)连接。
技术总结本技术提供了一种管材生产提速用定径套,包括:定径管、连接法兰和冷却水环;所述冷却水环通过连接法兰与定径管同轴连接,所述冷却水环上设有能够与循环水管连通的连接孔;所述定径管包括固定筒和调节筒,所述固定筒一端与冷却水环连接,另一端与调节筒可拆卸连通;所述定径管上设置有能够在外壁上形成水膜的真空槽,所述真空槽之间的间隔距离L为8‑12mm。本技术通过减小真空槽之间的间距来增加管材生产时定型冷却效果,并通过调节定径管的长度来增加定型时能够进行冷却的时间,从而提高管材的生产效率。技术研发人员:彭文飞,王建军,彭育辉,王志斌受保护的技术使用者:湖南爱康新型建材有限公司技术研发日:20231122技术公布日:2024/7/4本文地址:https://www.jishuxx.com/zhuanli/20240723/212259.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表