一种适用于注塑机的同步控制系统及方法与流程
- 国知局
- 2024-08-01 03:30:17
本发明属于电机控制,涉及一种适用于注塑机的同步控制系统及方法。
背景技术:
1、注塑机射胶对伺服电机的同步控制精度要求高,对注射精度的控制需求精度高和稳定,其次需要对丝杆和射胶电机做好保护的作用。但是当前在注塑机控制中,由于注塑机在使用塑胶注塑时,往往会由于两个伺服电机在运行过程中产生的偏差,进而导致的丝杆不平衡断裂无法有效的保证注塑机射胶的稳定性。
2、目前,人们通过检测两个电机之间的位置偏差对电机的位置进行调整,以实现注塑机对伺服电机的同步控制。然而,通过位置检测往往需要通过多个程序进行确定,且由于电机工作时的位置变化量较为细微难以被识别,导致工作效率大大降低。
技术实现思路
1、为解决现有技术中存在的上述问题,本发明提供了一种适用于注塑机的同步控制系统及方法。
2、本发明的目的可以通过以下技术方案实现:
3、第一方面,本申请提供了一种适用于注塑机的同步控制系统,包括速度检测模块、数据分析模块和智能控制模块,其中:
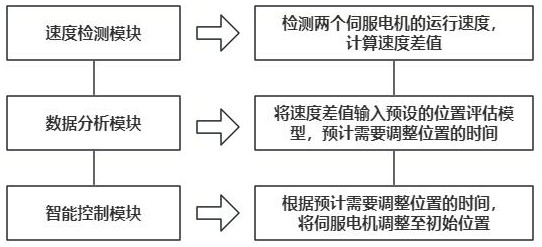
4、所述速度检测模块,用于检测至少两个伺服电机的运行速度,得到第一速度和第二速度;基于第一速度和第二速度,计算当前两个伺服电机的速度差值;
5、所述数据分析模块,连接速度检测模块,将所述速度差值输入预设的位置评估模型,以输出预计需要调整位置偏差的时间;
6、所述智能控制模块,连接所述数据分析模块,用于根据所述预计需要调整位置偏差的时间,将两个伺服电机调整至初始位置。
7、进一步地,所述速度检测模块中,所述速度差值,当第一速度大于第二速度时,为正数;当第一速度小于第二速度时,为负数。
8、进一步地,所述数据分析模块中,所述预设的位置评估模型,包括以下构建步骤:
9、s1、数据收集:收集历史时期的工作数据,所述工作数据包括两个伺服电机的运行速度、运行时间及其在运行时间内产生的累计位置偏差量;
10、s2、数据处理:根据两个伺服电机的运行速度,获得两个伺服电机的速度差值,再将所述速度差值乘以运行时间,获得累计速度差值;
11、s3、模型构建:以累计速度差值为自变量,对应的累计位置偏差量为因变量,构建二者之间的函数关系模型。
12、进一步地,步骤s3中,所述函数关系模型,配置为线性关系函数或者非线性关系函数,具体如下:
13、当累计速度差值与累计位置偏差量之间的相关系数大于等于0.7时,采用线性关系函数;
14、当累计速度差值与累计位置偏差量之间的相关系数小于0.7时,采用非线性关系函数。
15、进一步地,所述数据分析模块中,所述将所述速度差值输入预设的位置评估模型,以输出预计需要调整位置偏差的时间,包括以下步骤:
16、t1、设定位置偏差阈值;
17、t2、将所述位置偏差阈值减去当前的累计位置偏差量,获得允许的累计位置偏差量,将所述允许的累计位置偏差量代入预设的位置评估模型中,得到允许的累计速度差值;
18、t3、将允许的累计速度差值除以当前两个伺服电机的速度差值,获得预计需要调整位置偏差的时间。
19、进一步地,所述智能控制模块中,所述根据所述预计需要调整位置偏差的时间,将两个伺服电机调整至初始位置,具体如下:
20、当预计需要调整位置偏差的时间为1时,即允许的累计速度差值等于当前两个伺服电机的速度差值时,将两个伺服电机调整至初始位置。
21、第二方面,本申请提供了一种适用于注塑机的同步控制方法,应用于如上所述的一种适用于注塑机的同步控制系统。
22、本发明的有益效果:
23、通过收集历史时期的工作数据,所述工作数据包括两个伺服电机的运行速度、运行时间及其在运行时间内产生的累计位置偏差量;根据两个伺服电机的运行速度,获得两个伺服电机的速度差值,再将所述速度差值乘以运行时间,获得累计速度差值;以累计速度差值为自变量,对应的累计位置偏差量为因变量,构建二者之间的函数关系模型;将所述函数关系模型对检测的伺服电机速度差值进行评估,以预计需要调整位置偏差的时间。本发明通过建立伺服电机速度差值与位置偏差之间的关系,从而使伺服电机的同步控制只需检测运行速度而不用再检测电机位置即可调整位置偏差,该过程减少了检测程序,提高了工作效率。
技术特征:1.一种适用于注塑机的同步控制系统,其特征在于:包括速度检测模块、数据分析模块和智能控制模块,其中:
2.根据权利要求1所述的一种适用于注塑机的同步控制系统,其特征在于:所述速度检测模块中,其特征在于:所述速度差值,当第一速度大于第二速度时,为正数;当第一速度小于第二速度时,为负数。
3.根据权利要求1所述的一种适用于注塑机的同步控制系统,其特征在于:步骤s3中,所述函数关系模型,配置为线性关系函数或者非线性关系函数,具体如下:
4.根据权利要求1所述的一种适用于注塑机的同步控制系统,其特征在于:所述智能控制模块中,所述根据所述预计需要调整位置偏差的时间,将两个伺服电机调整至初始位置,具体如下:
5.一种适用于注塑机的同步控制方法,其特征在于:应用于如权利要求1-4任一项所述的一种适用于注塑机的同步控制系统。
技术总结本发明涉及一种适用于注塑机的同步控制系统及方法,通过收集历史时期的工作数据,所述工作数据包括两个伺服电机的运行速度、运行时间及其在运行时间内产生的累计位置偏差量;根据两个伺服电机的运行速度,获得两个伺服电机的速度差值,再将所述速度差值乘以运行时间,获得累计速度差值;以累计速度差值为自变量,对应的累计位置偏差量为因变量,构建函数关系模型;将所述函数关系模型对检测的速度差值进行评估,以预计需要调整位置偏差的时间。本发明通过建立伺服电机速度差值与位置偏差之间的关系,从而使伺服电机的同步控制只需检测运行速度而不用再检测电机位置即可调整位置偏差,减少了检测程序,提高了工作效率。技术研发人员:朱燕志,李尊,朱康建,孙晓波,杨双降,蒋泳超,黄志锋,袁中华,杜呈表,刘媛受保护的技术使用者:博创智能装备股份有限公司技术研发日:技术公布日:2024/7/9本文地址:https://www.jishuxx.com/zhuanli/20240723/212771.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表