一种绝热封头用纤维预成型体及其制备方法与流程
- 国知局
- 2024-08-01 03:37:57
本发明属于固体火箭发动机,具体涉及一种绝热封头用纤维预成型体及其制备方法。
背景技术:
1、在飞行器快速飞行的状态下,固体火箭发动机壳体后封头暴露在高温中,结构和性能均容易发生破坏。而发动机封头绝热层作为发动机壳体后封头的组成部分,主要作用是防止高温燃气烧坏发动机后封头,防止过热降低后封头强度和危及结构的完整性,同时,绝热层还承担发动机后封头在贮存、运输、飞行和工作过程中所引起的各种应力的作用。
2、目前,作为绝热层的主要有三元乙丙橡胶、丁腈橡胶和高硅氧/酚醛复合材料,前两者耐烧蚀性和刚性较差,后者柔韧性和工艺性较差。随着飞行器飞行速度和飞行精度的不断提高,飞行环境越来越恶劣,对绝热层的要求也不断提高。传统的绝热层已经不能满足现在的使用需求,纤维增强树脂基复合材料绝热层可兼具耐烧蚀、低密度、一定刚性和柔性,是非常具有潜力的绝热层材料。复合材料绝热层是由纤维增强体与树脂基体复合而成。
3、公开号为cn115534356a的中国专利文献公开了一种纤维缠绕发动机封头绝热层成型方法,采用缠绕成型的方式在凸模表面设置绝热层胶片。但是,缠绕成型纤维之间结构没有交织,复合材料的抗冲击等性能低。由于发动机封头绝热层属于异形体,三维异形编织物复合材料的理想的成型方式是首先制备出三维纤维编织物预成型体,然后将三维预成型体与树脂复合成型,得到复合材料。相比于缠绕成型,三维预成型体整体性好,纤维连续性强,力学性能较高。公开号为cn110656425a的中国专利文献公开了一种发动机壳体封头仿形回转体补强织物的制备方法,采用自动织机进行整体仿形回转体增强织物织造,可解决纤维缠绕成型存在的纤维之间结构没有交织问题,但是,仿形织造过程中需要根据产品形状进行加减纱随时调整参数,织造工艺复杂,织造成本高,织造尺寸受限。
技术实现思路
1、本发明解决的技术问题是提供一种绝热封头用纤维预成型体及其制备方法,采用先织造多个单层纤维针织织物,将多个单层纤维针织织物依次在异形的绝热封头模具阳模上铺展贴合平整,再进行层间缝合的方法,无需仿形织造进行加减纱,制备方法简单、成本低、周期短,适用于尺寸大、形状复杂的产品生产;制备得到的纤维预成型体整体性能好、质量轻、变形性好。
2、为了解决上述问题,本发明的一个方面提供一种绝热封头用纤维预成型体的制备方法,包括以下步骤:
3、s1.采用纤维材料进行针织组织结构织造,得到与待制备的绝热封头用纤维预成型体展开结构一致的单层纤维针织织物;
4、s2.根据绝热封头用纤维预成型体的尺寸和纤维体积含量要求,得到所需的单层纤维针织织物的层数,采用纤维材料对多个单层纤维织物结构分别进行针织组织结构织造,得到多个单层纤维针织织物;
5、s3.将多个单层纤维针织织物依次铺展在绝热封头模具的阳模上;
6、s4.采用纤维材料将多个单层纤维针织织物进行层间缝合,得到所述绝热封头用纤维预成型体。
7、优选地,所述采用纤维材料进行针织组织结构织造,得到与待制备的绝热封头用纤维预成型体展开结构一致的单层纤维针织织物,具体包括以下步骤:
8、采用纤维材料先织造单层的平板状的纤维针织织物,所述平板状的纤维针织织物与待制备的异形的绝热封头用纤维预成型体的展开形状的尺寸接近;然后根据所述绝热封头模具的阳模,对多个所述平板状的纤维针织织物进行裁剪。
9、优选地,所述纤维针织织物的针织结构为纬编基本组织或纬编基本组织的变化组织。
10、优选地,所述将多个单层纤维针织织物依次铺展在绝热封头模具的阳模上时,所述纤维针织织物的铺层方向按照每层依次偏移30°-120°的角度进行叠层铺层。
11、优选地,所述纤维材料为碳纤维;所述碳纤维为t300-1k、t300-3k、t700-12k、t1000-12k中的一种或几种的混合;所述碳纤维的线密度为66tex、198tex、396tex、800tex、1600tex中的一种或者几种;所述碳纤维的股数为单股或几种不同线密度碳纤维的合股。
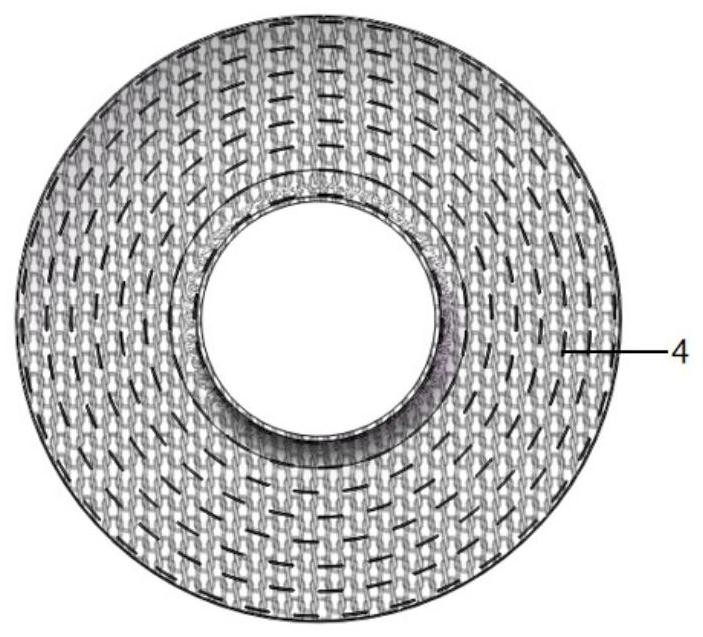
12、优选地,所述层间缝合的缝合轨迹包括多个依次连接的弧线段,所述弧线段的一端位于最上层单层纤维针织织物的上表面上方,另一端向下穿透多个单层纤维针织织物后向上延伸至穿出最上层单层纤维针织织物的上表面。
13、优选地,相邻的所述弧线段之间还设有直线段,所述直线段位于最上层单层纤维针织织物的上表面上方,所述直线段的两端分别与两端的所述弧线段的端部连接。
14、优选地,所述采用纤维材料将多个单层纤维针织织物进行层间缝合时,沿所述绝热封头模具的阳模的圆周方向进行层间缝合,并且由内至外缝制多个圆周;相邻的圆周的半径差为5-10mm;缝合针距为5-10mm。
15、优选地,所述绝热封头用纤维预成型体的纤维体积含量为35%-60%。
16、本发明的另一方面提供一种采用上述的制备方法制备得到的绝热封头用纤维预成型体。
17、本发明与现有技术相比,具有以下有益效果:
18、本发明的绝热封头用纤维预成型体的制备方法,利用纤维针织织物多孔、延展性好、变形性好的特点,先织造多个单层纤维针织织物,将多个单层纤维针织织物依次在异形的绝热封头模具阳模上铺展贴合平整,再进行层间缝合,由于相比于其他织物,例如平纹织物(平纹织物通过经纱和纬纱相互交织而成,经纱和纬纱组成一个织物的完整结构单元,平纹织物的浮长线最短,交织次数最多,结构最紧密,交织点多,延展性差,在铺覆异形时会产生褶皱),针织织物是一种由纱线通过相互串套形成的具有线圈结构的织物,具有多孔、延展性好的特点,具有很好的变形性,利用其延展性好的特点,可将纤维针织织物在异形模具上铺层平整、贴合,避免产生褶皱,经多层层间缝合后,即可获得与异形的绝热封头形状一致的纤维预成型体,同时可减少因织物延展性差产生褶皱所需要的裁剪;本发明实施例的制备方法对各层纤维针织织物的缝合采用织物不脱模方式进行缝合,可进一步保证织物内外型尺寸。
19、本发明的绝热封头用纤维预成型体的制备方法,操作简单、成本低、周期短,且适用于尺寸大、形状复杂的产品生产;制备得到的绝热封头用纤维预成型体整体性能好、质量轻、变形性好;以该纤维预成型体为增强材料制备的复合材料兼具耐烧蚀、低密度并具有一定刚性和柔性。
技术特征:1.一种绝热封头用纤维预成型体的制备方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的制备方法,其特征在于:
3.根据权利要求1所述的制备方法,其特征在于:
4.根据权利要求1所述的制备方法,其特征在于:
5.根据权利要求1所述的制备方法,其特征在于:
6.根据权利要求1所述的制备方法,其特征在于:
7.根据权利要求6所述的制备方法,其特征在于:
8.根据权利要求1所述的制备方法,其特征在于:
9.根据权利要求1所述的制备方法,其特征在于:
10.一种采用如权利要求1-9中任一项所述的制备方法制备得到的绝热封头用纤维预成型体。
技术总结本发明提供一种绝热封头用纤维预成型体及其制备方法,包括:采用纤维材料进行针织组织结构织造,得到与待制备的预成型体展开结构一致的单层纤维针织织物;根据预成型体的尺寸和纤维体积含量要求,得到所需的层数,进行纤维针织织物结构织造,得到多个单层纤维针织织物;将多个单层纤维针织织物依次铺展在模具的阳模上;将多个单层纤维针织织物层间缝合。该制备方法采用先织造多个单层纤维针织织物,将多个单层纤维针织织物依次在异形的绝热封头模具阳模上铺展贴合平整,再层间缝合的方法,无需仿形织造进行加减纱,制备方法简单、成本低、周期短,适用于尺寸大、形状复杂的产品生产;制备得到的纤维预成型体整体性能好、质量轻、变形性好。技术研发人员:仇普霞,李磊,李鉴,容治军受保护的技术使用者:北京玻钢院复合材料有限公司技术研发日:技术公布日:2024/7/11本文地址:https://www.jishuxx.com/zhuanli/20240723/213380.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。