一种成型模具及防滑鞋底的制作方法
- 国知局
- 2024-08-01 03:41:24
本技术涉及鞋服生产的领域,尤其是涉及一种成型模具及防滑鞋底。
背景技术:
1、在使用etpu材料生产鞋底时,先对etpu材料造粒形成塑料颗粒,然后将塑料颗粒放入成型模具中加热形成鞋底。
2、目前,相关技术公开一种成型模具,包括上模具和下模具,上模具与下模具之间设置有型腔。上模具开设有进料口和排气孔,下模具开设有蒸汽孔。将塑料颗粒从进料口送入型腔内部,然后蒸汽从蒸汽孔进入型腔内部对塑料颗粒加热后从排气孔排出。塑料颗粒受热后表面熔化,从而使塑料颗粒相互粘连形成鞋底。在鞋底冷却成型后,将上模具和下模具分开并取出鞋底。
3、针对上述中的相关技术,发明人认为鞋底冷却后,蒸汽中水会液化后粘在型腔的内壁。每次从成型模具中取出鞋底后均需要擦拭型腔的内壁,从而降低鞋底的生产效率。
技术实现思路
1、为了提高鞋底的生产效率,本技术提供一种成型模具及防滑鞋底。
2、本技术提供的一种成型模具及防滑鞋底,采用如下的技术方案:
3、一种成型模具,包括上模具和下模具,所述上模具与下模具相互贴合形成有型腔,所述上模具远离下模具的一侧开设有与型腔连通的进料口和排气孔,所述下模具远离上模具一侧开设有与型腔连通的蒸汽孔,所述进料口用于供塑料颗粒进入型腔,所述蒸汽孔用于供蒸汽进入型腔,所述排气孔用于排出蒸汽,所述下模具的相对两侧均开设有与型腔连通的烘干孔,所述烘干孔用于向型腔通入热干风,所述热干风的温度低于塑料颗粒的熔化温度,所述蒸汽的温度大于塑料颗粒的熔化温度。
4、通过采用上述技术方案,在上模具和下模具相互贴合形成型腔后,热干风从烘干孔进入型腔。热干风会将型腔内部湿润的空气从排气孔挤出,同时让型腔内壁的水蒸发后从排气孔排出,从而降低工作人员手动擦干型腔内壁的情况出现,进而提高鞋底的生产效率。
5、在热干风进入型腔时,塑料颗粒也从进料口进入型腔内部。热干风会吹动塑料颗粒在型腔内部移动,从而方便塑料颗粒填满型腔。通过热干风吹动塑料颗粒填满型腔,从而减小向型腔内部注入塑料颗粒的时间,进而提高鞋底的生产效率。
6、热干风吹动塑料颗粒填满型腔时,热干风对塑料颗粒进行预热,从而减少蒸汽对塑料颗粒加热需要的时间,进而提高鞋底的生产效率。在蒸汽从蒸汽孔进入型腔对塑料颗粒加热时,塑料颗粒已经预热,从而使蒸汽对塑料颗粒加热后损失的热量少,进而方便蒸汽对型腔内部的塑料颗粒进行均匀加热,提高鞋底成型后的品质。
7、可选的,所述进料口朝向型腔内部的一端的内壁安装有第一封堵环,所述第一封堵环朝向型腔外部的一侧设置有第一封堵块,所述第一封堵块靠近第一封堵环的一侧固定安装有第二封堵块,所述第一封堵块安装有驱动组件,所述驱动组件用于驱动第一封堵块靠近或远离第一封堵环,所述第二封堵块用于进出第一封堵环。
8、通过采用上述技术方案,在蒸汽进入型腔时,驱动组件带动第一封堵块靠近第一封堵环,让第二封堵块进入第一封堵环内部,从而断开进料口与型腔之间的连通,进而降低蒸汽进入进料口内部的情况出现。
9、驱动组件带动第一封堵块远离第一封堵环,第二封堵块从第一封堵环拔出,从而连通进料口与型腔,进而方便向型腔内部添加塑料颗粒。
10、可选的,所述驱动组件包括第一软管和第二软管,所述上模具远离下模具的一侧开设有与进料口连通的第一安装孔,所述第一软管穿设于第一安装孔,所述第一软管的一端与第一封堵块远离第二封堵块的一侧固定连接,所述第一软管的另一端用于通入水,所述第二软管固定安装于第一封堵块与第一封堵环之间,所述第一封堵块、第二封堵块和第一封堵环均为中空结构,所述第一封堵块、第二封堵块、第一封堵环、第一软管和第二软管相互连通。
11、通过采用上述技术方案,向第一软管内部注水,水填满第一封堵块、第二封堵块、第一封堵环、第一软管和第二软管,从而使第二软管绷直后带动第一封堵块远离第一封堵环移动。将第一软管内部的水抽出,第一封堵块在塑料颗粒的挤压下向第一封堵环移动,从而方便驱动第一封堵块靠近或远离第一封堵环。
12、可选的,所述进料口内壁开设有第一滑槽和第一环槽,所述第一滑槽沿进料口的长度方向设置,所述第一环槽与第一滑槽朝向型腔内部的一端连通,所述第一封堵环的周侧固定安装有第一滑块,所述第一滑块滑移设置于第一滑槽和第一环槽,所述第一封堵块的周侧固定安装有第二滑块,所述第二滑块滑移设置于第一滑槽。
13、通过采用上述技术方案,第二滑块在第一滑槽内部滑移起到导向作用,从而方便第二封堵块进出第一封堵环。第一滑块从第一滑槽进入第一环槽,从而方便将第一封堵环安装于进料口内部。第一滑块从第一环槽进入第一滑槽后取出,从而方便将第一封堵环从进料口内部取出进行更换。
14、可选的,所述排气孔、蒸汽孔和烘干孔的内部均固定安装有封堵塞,所述封堵塞开设有多个通孔,所述通孔用于供排气孔、蒸汽孔和烘干孔连通于型腔。
15、通过采用上述技术方案,封堵塞封堵排气孔、蒸汽孔和烘干孔,从而方便将孔径大的排气孔、蒸汽孔和烘干孔转变孔径小的通孔,进而降低塑料颗粒熔化后的熔液进入排气孔、蒸汽孔和烘干孔内部的情况出现。
16、可选的,所述蒸汽孔内部安装有封堵组件,所述封堵组件用于通断烘干孔。
17、通过采用上述技术方案,在向型腔内部注入塑料颗粒时,封堵组件打开,从而方便热干风从烘干孔进入型腔内部进行烘干。在蒸汽从蒸汽孔进入型腔时,封堵组件关闭,从而降低蒸汽进入烘干孔内部的情况出现。
18、可选的,所述封堵组件包括气囊和连接管,所述气囊位于烘干孔的内部,所述下模具的侧壁开设有与烘干孔连通的第二安装孔,所述连接管穿设于第二安装孔,所述连接管的一端用于通水,所述连接管的另一端与气囊连接。
19、通过采用上述技术方案,水从连接管注入气囊,气囊膨胀后封堵烘干孔。将水冲气囊抽出,气囊收缩后打开烘干孔,从而方便控制烘干孔的通断。
20、可选的,所述封堵组件包括第二封堵环、第三封堵块、磁块、导向杆和限位块,所述第二封堵环安装于烘干孔内部,所述第三封堵块位于第二封堵环靠近封堵塞的一侧,所述导向杆的一端固定安装于第三封堵块靠近第二封堵环的一侧,所述导向杆的另一端滑移贯穿第二封堵环,所述限位块固定安装于导向杆远离第三封堵块的一侧,所述磁块嵌设于第二封堵环靠近第三封堵块的一侧,所述磁块用于吸引第三封堵块。
21、通过采用上述技术方案,在向烘干孔通入热干风时,热干风推动第三封堵块远离第二封堵环,从而方便打开烘干孔。在打开烘干孔后,热干风从通孔进入型腔。在停止向烘干孔通入热干风时,磁块吸引第三封堵块。之后第三封堵块抵贴于第二封堵环,从而方便封堵烘干孔。
22、可选的,所述烘干孔内壁开设有第二滑槽和第二环槽,所述第二滑槽沿烘干孔的长度方向设置,所述第二环槽与第二滑槽朝向型腔内部的一端连通,所述第二封堵环的周侧固定安装有第三滑块,所述第三滑块滑移设置于第一滑槽和第一环槽。
23、通过采用上述技术方案,第三滑块从第二滑槽进入第二环槽,从而方便第二封堵环安装于烘干孔内部。将第三滑块从第二环槽滑入第二滑槽后取出,从而方便将第二封堵环从烘干孔取出进行更换。
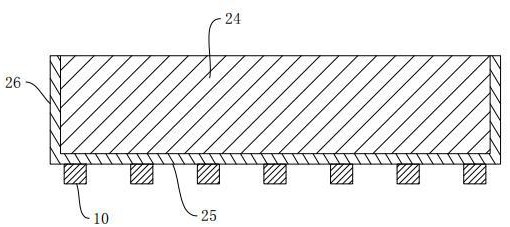
24、一种防滑鞋底,包括中底和大底,所述大底固定安装于中底的底侧,所述大底远离中底的一侧固定安装有多个防滑条,所述大底的周侧固定安装有连接框,所述连接框的内壁与中底的周侧固定连接。
25、通过采用上述技术方案,在大底与地面接触时,防滑条减少接触面积,从而增大摩擦力,进而提高鞋底的防滑性能。
26、综上所述,本技术包括以下至少一种有益技术效果:
27、将热干风从烘干孔注入型腔,热干风使型腔内部的水蒸发后从排气孔排出,从而降低工作人员手动擦干型腔内壁的情况出现,进而提高鞋底的生产效率;
28、通过驱动组件带动第一封堵块向第一封堵环移动后,第二封堵块第三第一封堵环,从而将型腔与进料口分隔,在向型腔内部通入蒸汽时,第一封堵环与第二封堵块阻挡蒸汽进入进料口,从而降低进料口内部的塑料颗粒受热熔化的情况出现。
本文地址:https://www.jishuxx.com/zhuanli/20240723/213550.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表