多针孔模具的制作方法
- 国知局
- 2024-08-01 03:41:19
本申请涉及模具领域,特别是涉及多针孔模具。
背景技术:
1、采用模具制造小型产品尤其是小型多孔产品时,遇到以下技术问题:一些绝缘体内部很多孔位,胶位壁也比较薄,出模困难,外观要求高,以致于模具使用环境苛刻。
2、且对于外形较小的小型产品,例如直径不足2毫米,或者同时高度也较低,例如不足12毫米,这种情况下没办法直接下顶针扁顶,只能在一根针上面割很多小孔,做推针顶出,但是推针里面割很多小孔,就必然存在烧针问题,导致顶出针头断掉,且推针割的小孔比较多,必然导致受力点薄弱。
技术实现思路
1、基于此,有必要提供一种多针孔模具。
2、在一个实施例中,一种多针孔模具,其包括模架及设置于所述模架中的上模仁、镶针、内镶针、推针、胶流道、模芯;
3、所述镶针设置于所述上模仁中;
4、所述内镶针设置于所述推针上,且与所述推针共同设置于所述模芯中;
5、所述上模仁与所述模芯在合模状态下共同形成目标产品的成型腔,所述镶针及所述内镶针位于所述成型腔中,且所述胶流道连通所述成型腔。
6、上述多针孔模具,采用镶针、内镶针及推针的配合设计,一方面无需在推针内部切割大量小孔,确保了多针孔模具的设计目标及使用寿命,亦保证了目标产品的生产良率;另一方面镶针与内镶针的配合,适用于为外形较小的小型产品准确地加工出较多孔位,相对于传统模具更适用于小型多孔产品的生产;再一方面内镶针与推针的配合,易于将完成生产的目标产品顶出脱模,从而提高了生产效率,尤其适合薄壁产品。
7、在其中一个实施例中,所述多针孔模具还包括设置于所述模架中的针板,所述针板设置于所述模芯下;
8、所述推针一端设置于所述针板上,且所述推针远离所述针板的一端设置于所述模芯中。
9、在其中一个实施例中,所述模架包括上模座及下模座;
10、所述上模座设有顶板及设置于所述顶板下的第一模板,且所述上模座开设有连通所述胶流道的灌胶道;
11、所述下模座设有第二模板、支撑件及底板;
12、所述第二模板通过所述支撑件设置于所述底板上,且所述第二模板与所述底板之间形成间隔区,所述针板设置于所述底板上且位于所述间隔区中;
13、所述上模仁设置于所述第一模板中或所述上模仁设置于所述顶板及所述第一模板中,所述模芯设置于所述第二模板中。
14、进一步地,所述支撑件通过固定螺丝设置于所述底板上,且通过底导柱定位安装于所述底板上。
15、进一步地,所述针板包括底针板及面针板,所述多针孔模具还包括撑头及拉杆,所述撑头设置于所述面针板上且位于所述模芯下以支撑所述模芯,所述拉杆穿过所述面针板且连接所述模芯。
16、进一步地,所述多针孔模具还包括设置于所述模架中的顶针面板、顶针底板、压针面板、压针底板、内导柱、水口顶针及顶针;所述顶针面板、所述顶针底板、所述压针面板及所述压针底板层叠设置;所述推针及所述顶针均设置于所述顶针底板上且穿过所述顶针面板而部分设置于所述模芯中;所述水口顶针设置于所述顶针底板上且穿过所述顶针面板连接所述模芯或其中的水路,所述内导柱设置于所述压针底板上且顺序穿过所述压针面板、所述顶针底板、所述顶针面板及所述模芯;所述拉杆顺序穿过所述面针板、所述压针底板及所述压针面板且连接所述顶针底板,以通过所述顶针底板、所述顶针面板及所述推针连接所述模芯。
17、进一步地,对于具有第二模板的实施例,所述撑头位于所述第二模板下以支撑所述第二模板;或者对于具有压针底板的实施例,所述撑头位于所述压针底板以支撑所述压针底板。
18、进一步地,所述上模座还包括设置于所述顶板上的挡圈,所述灌胶道顺序贯穿所述挡圈、所述顶板及所述第一模板,所述挡圈用于形成防溢围坝,且所述灌胶道于所述顶板及所述第一模板中的通过面积渐缩设置。
19、在其中一个实施例中,所述多针孔模具还包括设置于所述针板上的弹簧,所述弹簧位于所述间隔区中且弹性抵接所述第二模板。
20、在其中一个实施例中,所述多针孔模具还包括导管及导柱;所述模架包括上模座及下模座,所述上模座或其第一模板与所述下模座或其第二模板,通过所述导管及所述导柱相连接;及/或,
21、所述多针孔模具还包括上导柱,所述上导柱设置于所述上模仁中且穿出所述上模仁外,所述上模仁通过所述上导柱定位设置于所述模芯上。
22、在其中一个实施例中,所述胶流道通过流道进胶口连通所述成型腔,且所述流道进胶口设置于所述模芯中。
23、在其中一个实施例中,所述上模仁与所述模芯中分别设有水路。
24、在其中一个实施例中,所述上模仁与所述模芯在合模状态下共同形成相互分离的至少二个所述成型腔;
25、所述镶针及所述内镶针的数量均与所述成型腔的数量相同,至少一所述镶针的规格与其它所述镶针的规格相异设置,且至少一所述内镶针的规格与其它所述内镶针的规格相异设置,以使所述多针孔模具对应生产规格相异的至少二种目标产品。
26、在其中一个实施例中,所述胶流道设置于所述上模仁中、所述模芯中或者所述上模仁与所述模芯之间;或者,
27、采用所述上模仁与所述模芯在合模状态下之间的间隙作为所述胶流道的部分或全部。
28、在其中一个实施例中,所述多针孔模具于所述模芯上还设有连通所述成型腔的排气槽。
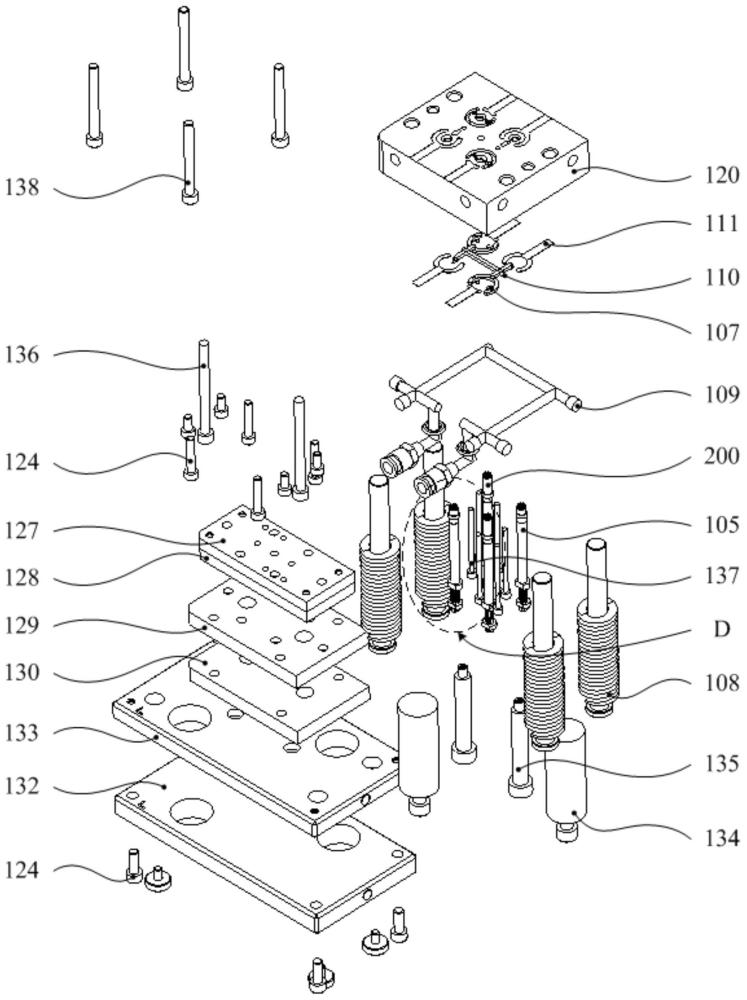
技术特征:1.一种多针孔模具(100),其特征在于,包括模架(101)及设置于所述模架(101)中的上模仁(102)、镶针(103)、内镶针(104)、推针(105)、胶流道(110)、模芯(120);
2.根据权利要求1所述多针孔模具(100),其特征在于,所述多针孔模具(100)还包括设置于所述模架(101)中的针板(106),所述针板(106)设置于所述模芯(120)下;
3.根据权利要求2所述多针孔模具(100),其特征在于,所述模架(101)包括上模座(114)及下模座(115);
4.根据权利要求3所述多针孔模具(100),其特征在于,所述多针孔模具(100)还包括设置于所述针板(106)上的弹簧(108),所述弹簧(108)位于所述间隔区(122)中且弹性抵接所述第二模板(119)。
5.根据权利要求1所述多针孔模具(100),其特征在于,所述多针孔模具(100)还包括导管(125)及导柱(126);所述模架(101)包括上模座(114)及下模座(115),所述上模座(114)或其第一模板(117)与所述下模座(115)或其第二模板(119),通过所述导管(125)及所述导柱(126)相连接;及/或,
6.根据权利要求1所述多针孔模具(100),其特征在于,所述胶流道(110)通过流道进胶口(107)连通所述成型腔,且所述流道进胶口(107)设置于所述模芯(120)中。
7.根据权利要求1所述多针孔模具(100),其特征在于,所述上模仁(102)与所述模芯(120)中分别设有水路(109)。
8.根据权利要求1所述多针孔模具(100),其特征在于,所述上模仁(102)与所述模芯(120)在合模状态下共同形成相互分离的至少二个所述成型腔;
9.根据权利要求1所述多针孔模具(100),其特征在于,所述胶流道(110)设置于所述上模仁(102)中、所述模芯(120)中或者所述上模仁(102)与所述模芯(120)之间;或者,
10.根据权利要求1至9中任一项所述多针孔模具(100),其特征在于,所述多针孔模具(100)于所述模芯(120)上还设有连通所述成型腔的排气槽(111)。
技术总结本申请涉及多针孔模具,包括模架及设置于模架中的上模仁、镶针、内镶针、推针、胶流道、模芯;镶针设置于上模仁中;内镶针设置于推针上,且与推针共同设置于模芯中;上模仁与模芯在合模状态下共同形成目标产品的成型腔,镶针及内镶针位于成型腔中,且胶流道连通成型腔。采用镶针、内镶针及推针的配合设计,一方面无需在推针内部切割大量小孔,确保了多针孔模具的设计目标及使用寿命,亦保证了目标产品的生产良率;另一方面镶针与内镶针的配合,适用于为外形较小的小型产品准确地加工出较多孔位,相对于传统模具更适用于小型多孔产品的生产;再一方面内镶针与推针的配合,易于将完成生产的目标产品顶出脱模,提高了生产效率,尤其适合薄壁产品。技术研发人员:吴先杰受保护的技术使用者:深圳市柯耐特科技有限公司技术研发日:技术公布日:2024/7/11本文地址:https://www.jishuxx.com/zhuanli/20240723/213544.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表