一种基于TPR热压技术的全浸手套无损脱模机构的制作方法
- 国知局
- 2024-08-01 03:44:16
本发明涉及手套自动包装,具体为一种基于tpr热压技术的全浸手套无损脱模机构。
背景技术:
1、全浸手套作为一种常见的手部保护装置,因其正反两面均浸粘有橡胶或pvc,因此全浸手套在防水、防油和防化学试剂等方面具有优异的性能,通常被应用与工业、医疗、清洁、化工等工作场景中,以保护工作者手部免受化学品、油脂、溶剂等危险物质的侵害;而在机械加工、石油化工和建筑等工作场景中,虽然全浸手套可提供良好的防水防油效果,但工作者作业过程中,手背和指关节等部位容易受到冲击、划伤等风险;而全浸手套表面的涂层厚度通常为0.1mm至1.5mm之间,厚的涂层具有较高的防护水平,但受浸渍工艺的限制,全浸手套的涂层加厚后会增加手套的成本,且全厚度的涂层会降低手套的灵活性和舒适度;同时全浸手套的表面通常为光面,全浸手套的表面粘附油渍后,全浸手套的表面防滑性能则会急剧下降。
2、tpr(热塑性橡胶)作为一种热塑性弹性体,因其具有良好的防滑性能、抗疲劳性能和吸振性能,且其还具有类似于塑料的可塑性和加工性,可以采用如注塑、挤出和吹塑工艺进行加工;因此,基于tpr热压技术,可在全浸手套表面的特定区域设置tpr加强结构,通过热压tpr结构来增强全浸手套的机械防护和耐磨性,同时还能保证全浸手套的灵活性和舒适性;然而,为了保证tpr加强结构的热压位置的准确性,全浸手套在热压过程中需处于紧绷状态,且全浸手套的tpr热压工艺需要在模具内进行,而压塑模具在压塑过程中处于高温状态,全浸手套外侧的涂层在高温条件下会受热软化。
3、现有的手套脱膜机构包括气流式、夹持式和吸附式,其中气流式原理为在手套模具的手腕端向指尖端喷出高速气体,从而将手套与手套模具脱离,经过热压工艺后的全浸手套容易与手套模具之间形成粘结,同时全浸手套处于紧绷状态,由此,采用气流式脱模的形式不易将经过热压后的全浸手套与手套模具进行脱膜;而夹持式和吸附式均需要接触全浸手套的外表面,由于全浸手套外侧的涂层在热压过程中受热软化,夹持或吸盘吸附容易造成全浸手套的涂层发生损坏,从而降低全浸手套的外观质量。
4、因此,本发明提供一种基于tpr热压技术的全浸手套无损脱膜机构,以解决现有脱模机构在针对基于tpr热压技术的全浸手套进行脱膜时的不足。
技术实现思路
1、本发明的目的在于提供一种基于tpr热压技术的全浸手套无损脱模机构,以解决现有的手套脱模结构在对基于tpr热压技术的全浸手套进行脱模时,容易损伤全浸手套的涂层或无法有效保证全浸手套的脱模成功率的问题。
2、为实现上述目的,本发明提供如下技术方案:
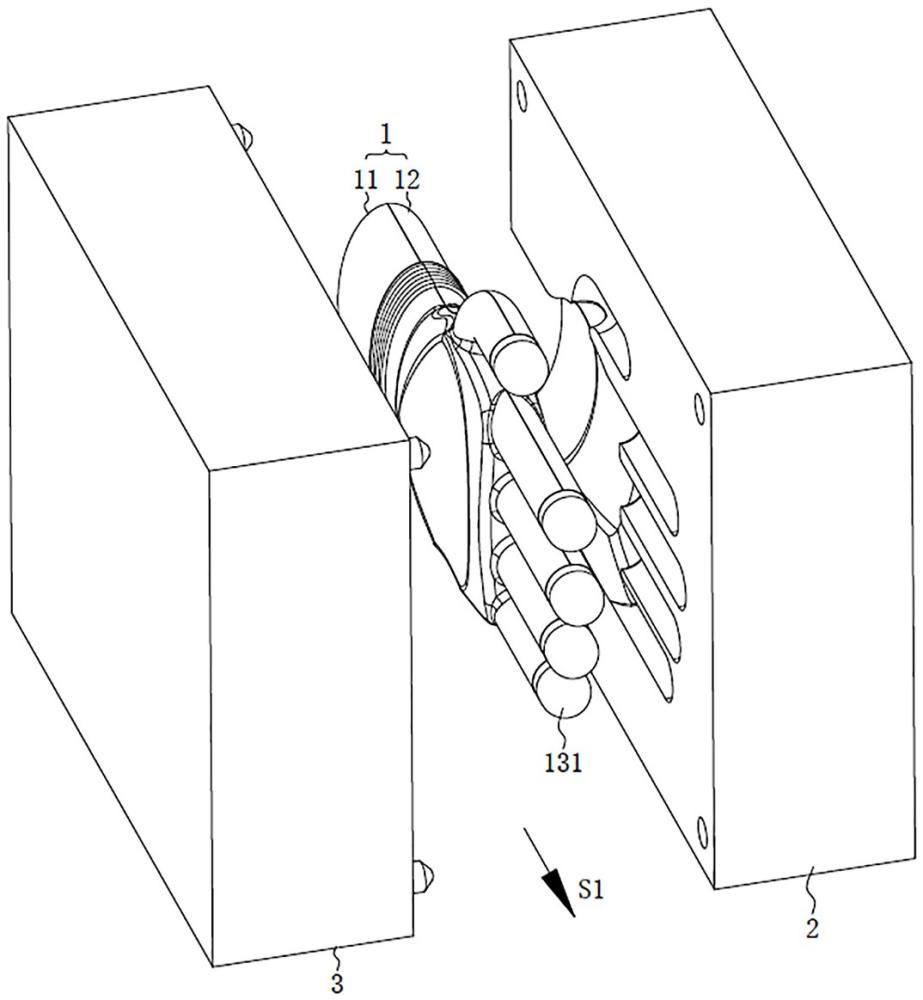
3、一种基于tpr热压技术的全浸手套无损脱模机构,包括滑动安装在手套模具上的滑块,所述手套模具包括掌心分模和掌背分模,所述掌心分模和掌背分模可拆卸连接,所述手套模具的五个指尖端均开设有滑槽,所述滑块与滑槽数量相同,五个所述滑块分别滑动安装在五个滑槽内,且五个所述滑块的右端均延伸至滑槽外,所述滑块位于手套模具内的一端连接有驱动组件,所述驱动组件用于驱动滑块在滑槽内滑行。
4、容易理解的,在全浸手套完成tpr加强结构的热压后,所述驱动组件驱动滑块向远离手套模具的方向运动,所述滑块在推出的过程中将全浸手套推离手套模具,直至滑块完全将全浸手套推离手套模具后,所述驱动组件驱动滑块向靠近手套模具的方向运动,所述滑块在收回的过程中逐渐推离全浸手套,直至滑块完全收回后,全浸手套与滑块脱离,由此完成全浸手套的脱模;由于全浸手套的脱模过程是基于滑块的推出和收回动作完成的,且滑块位于全浸手套内侧,因此,上述的全浸手套脱模过程不会损坏全浸手套外表面的涂层和tpr加强结构,同时全浸手套的基材手套具备支撑性能和抗拉伸性能,避免了全浸手套在推出过程中发生拉伸变形,保证了全浸手套的外观质量。
5、进一步的,在手套模具的五个指尖端均设置滑块,一方面,通过让全浸手套的五个指尖均受到推力作用,从而保证全浸手套的受力均匀,避免了全浸手套的单个手指受力而发生形变,保证了全浸手套的外观质量;另一方面,增大全浸手套的脱模力,保证全浸手套的脱模效率。
6、可选的,所述驱动组件可以是液压缸、直线电机、电动推杆或曲柄滑块机构,上述四种直线执行器均可以实现对滑块的直线驱动,但采用液压驱动对掌心分模和掌背分模的密封性要求较高,若出现渗液或露液的情况,则会对全浸手套造成污染,影响全浸手套的成品质量;而直线电机和电动推杆不会发生渗液、漏液的情况,但全浸手套的tpr热压工艺在高温模具内进行,容易对电机造成损伤或降低电机寿命;曲柄滑块机构需要回转空间,对手套模具的内部空间要求较高,且曲柄滑块的部件也相对较复杂;为此上述四种方案均不作为本发明的优选驱动方案。
7、优选的,所述驱动组件包括气泵、进气口、气体通道、复位弹簧和限位环,所述手套模具的手腕端的左侧壁上开设有进气口,所述进气口与气泵连接,所述手套模具内开设有气体通道,所述气体通道与进气口、滑槽连通,所述限位环固定安装于滑槽内,所述复位弹簧设于限位环与滑块之间,且所述复位弹簧的两端分别与限位环、滑块固定连接。
8、优选的,所述滑块的右端设有补偿块,所述补偿块与滑块同轴且直径相等,所述补偿块采用弹性材料制成,所述弹性材料包括聚四氟乙烯、聚酰亚胺、氟橡胶或硅橡胶中的任意一种。
9、对完成tpr热压后的全浸手套进行脱模时,所述气泵启动,压缩气体通过进气口进入手套模具内,并通过气体通道作用至滑块上,所述滑块在压缩气体的作用下向滑槽的外侧滑动,所述复位弹簧在滑块的拉力作用下被拉长,直至所述复位弹簧的拉力与压缩气体的压力相等,此时所述滑块到达右止点,并将全浸手套完全推离手套模具;所述气泵关闭,所述滑块失去压缩气体的推力作用,在复位弹簧的拉力作用下,所述滑块向靠近手套模具的方向运动,直至所述复位弹簧恢复至最初状态,所述滑块复位至左止点,此时滑块与全浸手套完全脱离,由此完成对全浸手套的无损脱模;由于采用压缩气体作为驱动力,结构简单且对手套模具的内部空间和密封性要求不高,便于加工,同时气驱动的速度快,保证了全浸手套的脱模效率。
10、进一步的,由于采用气驱动,所述滑块的初始加速度较大,为避免滑块对全浸手套的指尖推力过大造成全浸手套的指尖拉伸长度过长,而引发全浸手套指尖的涂层发生撕裂,因此在滑块的右端设置补偿块,所述滑块对全浸手套的推力过大时,补偿块受挤压力变形,从而降低全浸手套指尖的受力,避免了全浸手套指尖位置的拉伸长度过长而发生涂层撕裂,进而保证了全浸手套的外观质量。
11、优选的,所述滑块包括滑行段和导流段,所述滑行段滑动安装于滑槽内,所述导流段位于滑槽的外侧,所述补偿块安装于导流段的右侧壁上,所述滑行段的周面上开设有多个排气孔,多个所述排气孔与气体通道相连通,且所述滑块位于左止点时排气孔位于滑槽内,所述滑块位于右止点时排气孔位于滑槽外,多个所述排气孔的轴线均与滑块的轴线呈夹角,且多个所述排气孔均指向导流段,所述滑行段和导流段之间设有导流面,所述导流面呈锥台状,且导流面的大端位于导流段上。
12、在全浸手套进行脱模时,由于全浸手套的长度较长,采用长度长于全浸手套长度的滑块可以实现全浸手套的脱模,但所述滑块的长度过长会延长全浸手套的脱模时间,且占用手套模具较大的内部空间,同时对加工精度和装配精度要求较高;为此,将滑块设置成滑行段和导流段,并通过上述优选方案的设置,在对全浸手套进行脱模时,所述气泵启动,压缩气体通过进气口进入手套模具内,并通过气体通道作用至滑块上,所述滑块在压缩气体的作用下向滑槽的外侧滑动,所述复位弹簧在滑块的作用下被拉出,同时全浸手套在滑块的推动作用向脱离手套模具的方向运动,直至所述滑块运动至多个排气孔运动至滑槽外,压缩气体通过排气孔排出手套模具外,由于全浸手套的外表面均浸粘有涂层,此时全浸手套内呈正压状态,在压缩气体的作用下,全浸手套被吹离手套模具,从而完成全浸手套的脱模,由于过程中压缩气体可通过全浸手套与手套模具之间间隙排出,从而避免了全浸手套内部的压力过大造成全浸手套的过度拉伸而造成全浸手套的涂层撕裂,保证了全浸手套的外观质量;同时,该脱模动作先由滑块推动,破坏了全浸手套与手套模具之间的粘结点,再通过气体压力推动全浸手套实现脱模,避免了全浸手套在热压过程中全浸手套与手套模具形成的粘结造成气体压力无法破坏粘结点而无法有效脱模,保证全浸手套的脱模效果。
13、进一步的,由于排气孔设置于滑行段的周面上,若排气孔的轴线与滑块的轴线垂直,则排气孔排出的气体垂直作用于全浸手套的脱模方向,不利于全浸手套的脱模;因此,将多个所述排气孔倾斜设置,并在滑行段和导流段设置导流面,从而使从排气孔内排出的压缩空气的水平分力作用于全浸手套的脱模方向,同时通过导流面的导流效果将压缩空气导流至全浸手套的指尖端,从而保证全浸手套的脱模效果。
14、更进一步的,由于排气孔设置于滑行段的周面上,因此在不影响滑块受压强度的情况下,可通过增设排气孔的数量以获取更大的气体排出量,从而提升压缩空气对全浸手套的推力,因此该优选方案适用于全系列的全浸手套的无损脱模。
15、优选的,所述滑块内同轴开设有过渡孔和排气孔,所述排气孔位于过渡孔的右侧,所述过渡孔一端与气体通道连通,另一端与排气孔连通,所述排气孔的右端完全贯穿滑块和补偿块,所述限位环上同轴设有阀杆,所述阀杆、过渡孔和排气孔的直径分别为:d1、d2、d3,其中d2>d1=d3,所述滑块位于左止点时阀杆右端位于排气孔内,所述滑块位于右止点时阀杆的右端位于过渡孔内。
16、在全浸手套进行脱模时,由于全浸手套的长度较长,采用长度长于全浸手套长度的滑块可以实现全浸手套的脱模,但所述滑块的长度过长会延长全浸手套的脱模时间,且占用手套模具较大的内部空间,同时对加工精度和装配精度要求较高;为此,通过在滑块内设置过渡孔、排气孔和阀杆;在对全浸手套进行脱模时,所述气泵启动,压缩气体通过进气口进入手套模具内,并通过气体通道作用至滑块上,所述滑块在压缩气体的作用下向滑槽的外侧滑动,所述复位弹簧在滑块的作用下被拉出,同时全浸手套在滑块的推动作用向脱离手套模具的方向运动,直至所述滑块运动至阀杆的右端完全脱离排气孔并进入过渡孔内,压缩气体通过过渡孔到达排气孔,并从排气孔排出手套模具外,由于全浸手套的外表面均浸粘有涂层,此时全浸手套内呈正压状态,在压缩气体的作用下,全浸手套被吹离手套模具,从而完成全浸手套的脱模,由于过程中压缩气体可通过全浸手套与手套模具之间间隙排出,从而避免了全浸手套内部的压力过大造成全浸手套的过度拉伸而造成全浸手套的涂层撕裂,保证了全浸手套的外观质量;同时,该脱模动作先由滑块推动,破坏了全浸手套与手套模具之间的粘结点,再通过气体压力推动全浸手套实现脱模,避免了全浸手套在热压过程中全浸手套与手套模具形成粘结,造成气体压力无法破坏粘结点而无法有效脱模,保证全浸手套的脱模效果。
17、进一步的,该优选方案的排气孔与滑块同轴设置,由排气孔排出的压缩空气与全浸手套的脱模方向一致,因此压缩空气作用至全浸手套上的推力利用率最高,从而该优选方案的耗气量较上一个优选方案少,但该优选方案的排气孔通过面积受手套模具的手指直径的限制,因此该优选方案中的推力较上一优选方案小,更适用于重量在50g~150g的轻型、中型手套。
18、优选的,所述手套模具的手腕端的周面上开设有安装槽,所述安装槽内设有气囊,所述气囊与气体通道相连通。
19、在对全浸手套进行脱模时,所述气泵启动,压缩气体通过进气口进入手套模具内,并通过气体通道流入气囊内,所述气囊在压缩气体的正压作用下膨胀,直至所述气囊的外周面与全浸手套的内壁贴合,此时全浸手套的内壁和气囊之间形成一个封闭空间,当压缩空气通过排气孔排入全浸手套内时,全浸手套的内壁和气囊之间形成的封闭空气保证了全浸手套内能快速建立气体压力,使全浸手套内壁和手套模具外表面脱离,降低手套模具和全浸手套之间的摩擦力,从而保证了全浸手套的脱模效率;同时,气囊的膨胀体积有限,当全浸手套内压力达一定值时,全浸手套在压缩气体的作用下膨胀,膨胀后的全浸手套的内壁增大,直至全浸手套的内壁截面积大于气囊的截面积时,压缩气体通过全浸手套和气囊之间的缝隙排出全浸手套外,避免了全浸手套内的气体压力过大造成全浸手套的变形或涂层撕裂,从而保证了全浸手套的外观质量。
20、优选的,所述气囊的外侧壁上设有环形凸起,所述环形凸起周向封闭,所述环形凸起的截面呈锯齿形,且环形凸起的正齿方向朝向手套模具的指尖端方向。
21、通过将气囊的外侧壁设置为锯齿状的环形凸起,减少膨胀后的气囊与全浸手套内壁的接触面积,从而减小气囊与全浸手套之间的摩擦力;同时环形凸起的正齿方向朝向手套模具的指尖端方向,全浸手套脱模过程中沿着环形凸起的正齿方向运动,避免了环形凸起对全浸手套造成运动阻碍,从而保证了全浸手套的脱模效率。
22、与现有技术相比,本发明的有益效果为:
23、1、本发明通过在手套模具的五个指尖端均滑动安装滑块,且滑块的滑行轨迹与全浸手套的脱模方向相同,滑块在推出时将全浸手套推离手套模具,直至滑块完全将全浸手套推离手套模具后,滑块在收回时脱离全浸手套,直至滑块完全收回后,全浸手套与滑块脱离,全浸手套的脱膜过程为内侧受力,避免了全浸手套的涂层和tpr加强结构受到损坏,保证了全浸手套的外观质量。
24、2、本发明通过在滑块上设置排气孔,滑块推动全浸手套在脱膜方向上运动并破坏全浸手套与手套模具之间的粘结点后,再通过压缩气体将全浸手套与手套模具吹离,从而完成全浸手套的脱模,简化了全浸手套脱膜机构的结构,同时脱膜过程中全浸手套受气体压力,避免了全浸手套的涂层和tpr加强结构受到损坏,保证了全浸手套的外观质量,也保证了全浸手套的脱模效率。
25、3、本发明通过设置气囊,当压缩空气通过排气孔排入全浸手套内时,全浸手套的内壁和气囊之间形成的封闭空气保证了全浸手套内能快速建立气体压力,使全浸手套内壁和手套模具外表面脱离,降低手套模具和全浸手套之间的摩擦力,同时通过环形凸起的设置减小了气囊与全浸手套之间的摩擦力,从而保证了全浸手套的脱模效率。
本文地址:https://www.jishuxx.com/zhuanli/20240723/213769.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表