一种汽车配件用注塑成型模具及注塑方法与流程
- 国知局
- 2024-08-01 04:03:18
本发明涉及注塑成型,尤其涉及一种汽车配件用注塑成型模具及注塑方法。
背景技术:
1、随着电动汽车的不断普及,高压集线管、饰件、电池支架等汽车配件逐渐采用注塑方式成型;其中,高压集线管作为电动汽车中的关键部件,用于电动汽车中的高压线缆的走线,保护高压线缆的作用,同时也起到高压线缆意外漏电时的隔离作用;显然,如果高压集线管的绝缘性能不足,则无法起到保障安全的作用,严重时甚至引发火灾或爆炸事故。
2、对此,现有技术中的高压集线管、电池支架等汽车配件,通常会在注塑后再额外进行绝缘处理,例如,在汽车配件的表面喷涂绝缘涂层,以进一步提高绝缘性能;但在实际的生产工艺中,高压集线管呈管状,且管道弯曲程度不一,难以充分地对高压集线管的内部进行绝缘处理,同时,额外的绝缘化工艺会导致汽车配件的生产工艺被延长,最终导致汽车配件的生产效率不足。
3、因此,如何在维持生产效率的前提下提高汽车配件的绝缘性能是本领域技术人员亟待解决的技术问题。
技术实现思路
1、本发明的目的在于提供一种汽车配件用注塑成型模具及注塑方法,解决现有技术中的汽车配件生产工艺难以在高生产效率的前提下提高汽车配件绝缘性能的技术问题。
2、为达此目的,本发明采用以下技术方案:
3、一种汽车配件用注塑成型模具,包括:
4、外成型组件,所述外成型组件包括可打开的外成型腔体,所述外成型腔体的轮廓与汽车配件的外轮廓相匹配;
5、内成型组件,所述内成型组件包括可伸入所述外成型腔体中的内成型部,所述内成型部的轮廓与汽车配件的内轮廓相匹配;
6、绝缘化组件,所述绝缘化组件至少部分伸入所述内成型部中,配置有用于暂存绝缘颗粒且腔内压力可调的暂存腔体;
7、其中,所述内成型部朝向汽车配件内部的端部开设有绝缘通道,所述绝缘通道用于连通所述暂存腔体与所述外成型腔体;所述绝缘通道还连接有过渡件,所述过渡件能于导通位置与封堵位置之间活动,所述过渡件位于所述封堵位置时,所述绝缘通道被封堵,所述过渡件位于所述导通位置时,所述绝缘通道连通所述暂存腔体与所述外成型腔体。
8、可选地,所述外成型组件包括下模具和能相对于所述下模具升降的上模具,所述上模具与所述下模具能围设形成所述外成型腔体;所述内成型部能沿水平方向相对于所述上模具滑动,以进入或退出所述外成型腔体;所述绝缘化组件固定连接于所述上模具上;
9、其中,所述内成型部与所述绝缘化组件滑动连接,所述暂存腔体的体积与所述内成型部相对于所述外成型腔体的距离呈负相关。
10、可选地,所述内成型部中开设有活动腔体,且所述活动腔体的一腔壁开设有所述绝缘通道,所述活动腔体的另一相对设置的腔壁开设有进入通道;
11、所述绝缘化组件包括至少部分通过所述进入通道并延伸至所述活动腔体中的绝缘进料管;所述绝缘进料管的周侧凸设有第一挡边部;
12、其中,所述第一挡边部与所述活动腔体的一腔壁之间形成所述暂存腔体。
13、可选地,所述过渡件包括依次连通的输入流道与输出流道,所述输入流道朝向开设有所述绝缘通道的所述暂存腔体的一腔壁设置,所述输出流道与所述外成型腔体连通;
14、所述过渡件位于所述封堵位置时,所述输入流道与所述暂存腔体的一腔壁抵接。
15、可选地,所述过渡件包括与所述绝缘通道滑动连接的过渡主体;
16、所述绝缘通道朝向所述外成型腔体的一端开设有活动槽,所述过渡主体对应所述活动槽的位置凸设有第二挡边部;所述第二挡边部与所述活动槽的槽底壁之间设置有弹簧单元,所述弹簧单元的一端与所述第二挡边部抵接,所述弹簧单元的另一端与所述活动槽的槽底壁抵接;
17、所述过渡主体于所述暂存腔体中还凸设有第三挡边部,所述输入流道形成于所述第三挡边部上。
18、可选地,所述绝缘化组件的绝缘进料管上还转动连接有摆动件,所述摆动件通过扭簧单元与所述绝缘进料管连接;所述摆动件的端部连接有延伸杆,所述延伸杆与所述过渡件固定连接;
19、于所述暂存腔体中,所述内成型部对应所述过渡件的位置凸设有挤压部,所述挤压部用于抵接所述摆动件,以令所述过渡件沿靠近所述暂存腔体的方向移动。
20、可选地,所述摆动件开设有避让槽,所述延伸杆穿过所述避让槽的端部呈球体,所述球体与所述避让槽的槽口边沿抵接。
21、可选地,所述内成型部包括第一成型部和第二成型部,所述第一成型部与所述第二成型部分别对应设置有一绝缘化组件;所述过渡件的端部凸设有封堵块;
22、当所述第一成型部与所述第二成型部相接时,两个所述封堵块相互抵接并令对应的所述过渡件沿靠近对应的所述暂存腔体的方向移动。
23、可选地,所述输出流道呈锥状。
24、一种注塑方法,采用如上所述的汽车配件用注塑成型模具,包括:
25、合模,形成型腔;
26、向暂存腔体中注入绝缘颗粒;
27、向型腔中注入塑料原料;
28、形成汽车配件后,令内成型部退出汽车配件,且在内成型部退出时,向汽车配件的内侧喷出绝缘颗粒。
29、与现有技术相比,本发明具有以下有益效果:
30、本发明提供的汽车配件用注塑成型模具及注塑方法,其进行注塑时,利用外成型组件形成的外成型腔体形成汽车配件的外轮廓,利用内成型组件的内成型部形成汽车配件的内轮廓,配合塑料原料的注入,能够成型汽车配件;在汽车配件注塑成型且进行取出动作时,内成型组件需要从汽车配件中取出,此时,利用处于导通位置的过渡件,由于过渡件位于导通位置,此时绝缘通道连通暂存腔体与外成型腔体,且绝缘通道开设于内成型部朝向汽车配件内部的端部上,加之暂存腔体的腔内压力可调,使得绝缘颗粒能够在暂存腔体的压力变化时从绝缘通道中向外喷出,令绝缘颗粒从内成型部向汽车配件内部喷出,实现对汽车配件内部的绝缘化处理。对于上述注塑过程而言,在注塑的过程中,具体为取出工件的过程中,能够完成汽车配件内部的绝缘化,提高了汽车配件的生产效率,并且绝缘化组件是沿汽车配件的内部路径退出的,能够充分地对汽车配件内部进行绝缘处理,以提高汽车配件的绝缘性能,因此,本汽车配件用注塑成型模具及注塑方法具备生产效率高且产品绝缘性能更佳的优点。
技术特征:1.一种汽车配件用注塑成型模具,其特征在于,包括:
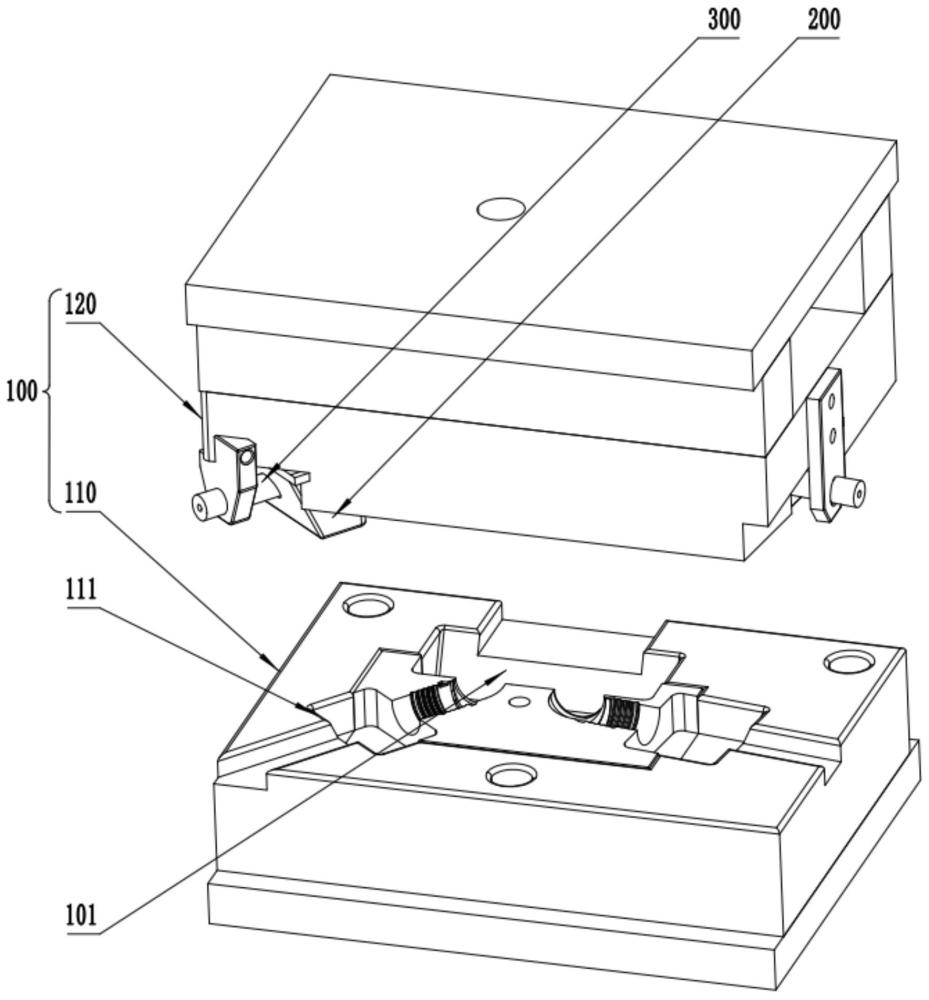
2.根据权利要求1所述的一种汽车配件用注塑成型模具,其特征在于,所述外成型组件(100)包括下模具(110)和能相对于所述下模具(110)升降的上模具(120),所述上模具(120)与所述下模具(110)能围设形成所述外成型腔体(101);所述内成型部(210)能沿水平方向相对于所述上模具(120)滑动,以进入或退出所述外成型腔体(101);所述绝缘化组件(300)固定连接于所述上模具(120)上;
3.根据权利要求2所述的一种汽车配件用注塑成型模具,其特征在于,所述内成型部(210)中开设有活动腔体(212),且所述活动腔体(212)的一腔壁开设有所述绝缘通道(211),所述活动腔体(212)的另一相对设置的腔壁开设有进入通道(213);
4.根据权利要求1所述的一种汽车配件用注塑成型模具,其特征在于,所述过渡件(400)包括依次连通的输入流道(410)与输出流道(420),所述输入流道(410)朝向开设有所述绝缘通道(211)的所述暂存腔体(301)的一腔壁设置,所述输出流道(420)与所述外成型腔体(101)连通;
5.根据权利要求4所述的一种汽车配件用注塑成型模具,其特征在于,所述过渡件(400)包括与所述绝缘通道(211)滑动连接的过渡主体(430);
6.根据权利要求4所述的一种汽车配件用注塑成型模具,其特征在于,所述绝缘化组件(300)的绝缘进料管(310)上还转动连接有摆动件(330),所述摆动件(330)通过扭簧单元与所述绝缘进料管(310)连接;所述摆动件(330)的端部连接有延伸杆(340),所述延伸杆(340)与所述过渡件(400)固定连接;
7.根据权利要求6所述的一种汽车配件用注塑成型模具,其特征在于,所述摆动件(330)开设有避让槽,所述延伸杆(340)穿过所述避让槽的端部呈球体,所述球体与所述避让槽的槽口边沿抵接。
8.根据权利要求4所述的一种汽车配件用注塑成型模具,其特征在于,所述内成型部(210)包括第一成型部(210a)和第二成型部(210b),所述第一成型部(210a)与所述第二成型部(210b)分别对应设置有一绝缘化组件(300);所述过渡件(400)的端部凸设有封堵块(460);
9.根据权利要求4所述的一种汽车配件用注塑成型模具,其特征在于,所述输出流道(420)呈锥状。
10.一种注塑方法,其特征在于,采用如权利要求1-9中任一项所述的汽车配件用注塑成型模具,包括:
技术总结本发明公开了一种汽车配件用注塑成型模具及注塑方法,其包括外成型组件、内成型组件、绝缘化组件及过渡件;外成型组件包括可打开的外成型腔体,外成型腔体的轮廓与汽车配件的外轮廓相匹配;内成型组件包括可伸入外成型腔体中的内成型部,内成型部的轮廓与汽车配件的内轮廓相匹配;绝缘化组件至少部分伸入内成型部中,配置有用于暂存绝缘颗粒且腔内压力可调的暂存腔体;内成型部朝向汽车配件内部的端部开设有绝缘通道,过渡件能于导通位置与封堵位置之间活动,过渡件位于封堵位置时,绝缘通道被封堵。利用绝缘化组件与过渡件能够在注塑的过程中,具体为取出工件的过程中,完成汽车配件内部的绝缘化,提高了汽车配件的生产效率。技术研发人员:余建平,吴萍,姚芳伟,苏会敏,张思儒受保护的技术使用者:广东贝洛新材料科技有限公司技术研发日:技术公布日:2024/7/15本文地址:https://www.jishuxx.com/zhuanli/20240723/214434.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表