一种PVC管材生产工艺及生产线的制作方法
- 国知局
- 2024-08-01 04:06:32
本技术涉及高分子材料加工成型的领域,尤其是涉及一种pvc管材生产工艺及生产线。
背景技术:
1、pvc管材,即聚氯乙烯管材,因其耐腐蚀、强度高、成本适中等特点,在建筑、给排水、电气穿线等领域有着广泛应用。
2、pvc管材的生产工艺主要包括以下几个连续步骤:首先,将pvc树脂与增塑剂、稳定剂、填料等原料按特定配方精确配比并混合均匀;随后,通过强制喂料系统将混合好的物料送入挤出机中,在高温和机械剪切作用下熔融塑化;接着,熔融物料经挤出模具成型,形成管状,并立即进入定径套和定型箱进行尺寸稳定和冷却处理;冷却后的管材可以经过印字机印上标识,再由牵引机拉出并根据需要切割成指定长度;最后,成品管材经过质量检验后被分类堆放,即可准备包装和出厂。
3、虽然随着目前技术的不断进步,pvc管材生产过程越发科学,但是在实际生产中管材表面还是容易产生圆点或气泡等表面缺陷,不仅影响管材的外观,还容易削弱其物理性能,如降低其承压能力和耐用性。因此,亟需一种能有效控制管材生产中圆点或气泡等表面缺陷产生的生产工艺及生产线。
技术实现思路
1、为了能降低pvc管材生产中圆点或者气泡等表面缺陷的发生率,提升pvc管材生产质量,本技术提供一种pvc管材生产工艺及生产线。
2、第一方面,本技术提供一种pvc管材生产工艺,采用如下的技术方案:
3、一种pvc管材生产工艺,包括以下步骤:
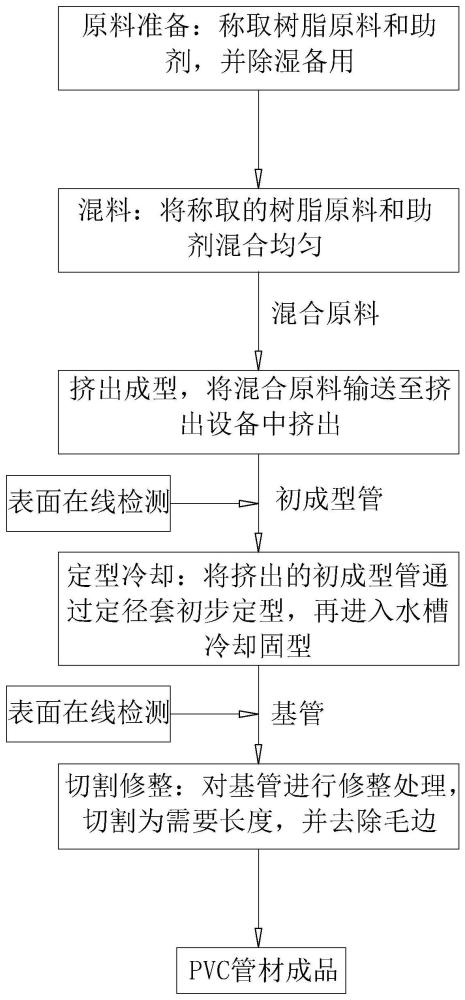
4、步骤一、原料准备,称取树脂原料和助剂,并除湿备用;
5、步骤二、混料,将称取的树脂原料和助剂混合均匀,得到混合原料;
6、步骤三、挤出成型,将所述混合原料输送至挤出设备中挤出,得到初成型管;
7、步骤四、定型冷却,将挤出的初成型管通过定径套初步定型,再进入水槽冷却固型,得到基管;
8、步骤五:切割修整,对基管进行修整处理,切割为需要长度,并去除毛边,得到pvc管材成品;
9、其中,所述步骤一中原料除湿阶段对干燥装置内的空气湿度进行持续监控,待空气湿度降低至预设干燥湿度后进行步骤二;
10、所述步骤四中初成型管进入水槽冷却阶段,对初成型管材内部同步降温冷却。
11、通过采用上述技术方案,对除湿阶段进行监控,以干燥程度作为除湿结束节点,有效加强了原料干燥,确保各种批次的树脂及助剂在使用前都经过充分干燥,降低后续在高温挤出过程中水分蒸发形成气泡的可能性;另外,通过在冷却过程中加入内部冷却,使得初成型管内外同步冷却,降低冷却不均匀而导致的应力不均问题,进而降低冷却过程中圆点或者气泡等表面缺陷的发生率,提升pvc管材生产质量。
12、可选的,所述步骤三和步骤四中均包括管材表面进行在线检测工序,对步骤三得到的初成型管、步骤四得到的基管表面在线检测,识别有明显表面缺陷的管材。
13、通过采用上述技术方案,利用线检测工序对步骤三得到的初成型管、步骤四得到的基管表面在线检测,一方面及时识别并剔除有明显圆点、气泡或其他缺陷的管材,另一方面当连续识别到管材表面存在较多缺陷后可即时反馈技术人员调整生产设备参数。
14、可选的,所述步骤二混料具体包括:先将称取的树脂原料和助剂通过高速混合机在高温下快速混合,再转至低速冷混机中冷却混合物,得到混合原料。
15、通过采用上述技术方案,先通过高速混合机在高温下快速混合,使原料均匀熔融并初步分散;随后转至低速冷混机中冷却混合物,避免过热并促进小颗粒均匀分布,促进原料在挤出过程中完全融合,降低形成空洞或气泡的可能性。
16、第二方面,本技术提供一种pvc管材生产线,采用如下的技术方案:
17、一种pvc管材生产线,用于应用上述任一项pvc管材生产工艺,包括依次布置的配料装置、干燥装置、混料装置、挤出装置、定型装置、牵引装置以及切修装置;其中,所述干燥装置内设置有用于检测干燥装置内空气湿度变化的湿度传感器,所述湿度传感器与所述干燥装置的控制器电性连接;所述定型装置包括用于对初成型管初步定型和外部冷却的真空定径水槽和用于对初成型管内部降温的冷却的导热冷却机构。
18、通过采用上述技术方案,设置湿度传感器和导热冷却机构,分别对可能导致管材产生圆点或气泡等表面缺陷的配料装置功能和定型装置功能进行补充,以提升管材质量稳定性,降低圆点或气泡等表面缺陷产生的可能性。
19、可选的,所述导热冷却机构包括:
20、磁导热组件,所述磁导热组件包括穿设在初成型管内的循环导热管路系统和套设在循环导热管路系统外的磁性套环,所述循环导热管路系统内填充有导热流体;
21、供磁座,所述供磁座对应磁性套环设置在初成型管外,且能够产生磁场,以驱使所述磁性套环带动循环导热管路系统保持悬浮状态。
22、通过采用上述技术方案,利用磁悬浮技术结合循环导热管路系统的导热设计进行pvc管材内部冷却,有效克服了目前pvc管材生产系统中定型装置难以对pvc管路内部进行散热的缺陷,降低管材产生表面缺陷的风险。而且适于与已有的真空定径水槽或者其他定型冷却设备结合使用,有助于降低设备改造成本,实用价值高。
23、可选的,所述循环导热管路系统包括主管路、回流管路、热交换器以及膨胀箱,所述主管路呈靠近真空定径水槽进料端一侧低、远离真空定径水槽进料端一侧高的倾斜状设置;所述回流管路平行间隔设置在主管路上方,所述回流管路和主管路靠近真空定径水槽进料端的一端互相连通;所述热交换器位于主管路和回流管路远离真空定径水槽进料端一侧,且热交换器的介质入口和主管路连通,介质出口和回流管路连通;所述膨胀箱连通于回流管路靠近热交换器的一端,且膨胀箱高于所述回流管路设置;
24、所述导热流体为硅油、乙二醇水溶液、丙酮中的任意一种。
25、通过采用上述技术方案,利用导热流体的热膨胀特性辅以自然重力来驱动导热流体进行内部循环,构成了一个被动式的冷却系统,减少了对外部动力源的需求,适于在连续生产的pvc管道内部应用。采用膨胀室构建系统压力调节机制,可以有效控制系统压力,避免过压风险。
26、精心选用的导热流体具有以下特点:高热导率,确保能够快速有效地吸收并传递热量。适度的热膨胀系数,既能在受热时产生足够的膨胀力推动循环,又不至于导致系统过度压力。化学稳定性,在预期的工作温度范围内保持稳定,不易分解或腐蚀系统组件。低粘度:确保在循环过程中流动阻力小,提高循环效率。
27、可选的,所述回流管路上靠近真空定径水槽进料端一侧安装有单向阀。
28、通过采用上述技术方案,在回流管路上设置的单向阀可以防止导热流体逆向流动,确保循环的单向性,利于循环换热进行。
29、可选的,所述循环导热管路系统还包括连接在主管路上的辅助循环泵和与所述辅助循环泵配套设置的可更换蓄电电源。
30、通过采用上述技术方案,在热膨胀循环的基础上,辅以低功率辅助循环泵辅助循环,既能自适应热负荷变化,又能确保循环稳定性和高效散热,有助于进一步减少pvc管材生产中的表面和内部缺陷。
31、可选的,所述主管路上还间隔布设有多个监测传感器,所述监测传感器包括温度传感器和/或流量传感器,所述监测传感器与所述辅助循环泵的控制器和可更换蓄电电源均电性连接。
32、通过采用上述技术方案,监测导热流体的温度,便于通过调节循环泵智能调节循环速度和热交换效率,确保均匀冷却。
33、可选的,所述供磁座包括座体、装设在座体上的电磁线圈以及罩设在电磁线圈外的防水壳体,所述防水壳体中部设有供磁导热组件悬浮和供初成型管穿过的穿管孔。
34、通过采用上述技术方案,利用电磁线圈提供磁力,使得磁力大小可以根据需要进行调节,以适应由于管内温度变化对磁性套环磁力的影响,便于作出补偿以保证磁导热组件保持悬浮居中状态。
35、综上所述,本技术包括以下至少一种有益技术效果:
36、采用的生产工艺,对除湿阶段进行监控,以干燥程度作为除湿结束节点,有效加强了原料干燥,确保各种批次的树脂及助剂在使用前都经过充分干燥,降低后续在高温挤出过程中水分蒸发形成气泡的可能性;另外,通过在冷却过程中加入内部冷却,使得初成型管内外同步冷却,降低冷却不均匀而导致的应力不均问题,进而降低冷却过程中圆点或者气泡等表面缺陷的发生率,提升pvc管材生产质量;
37、采用的生产线,设置湿度传感器和导热冷却机构,分别对可能导致管材产生圆点或气泡等表面缺陷的配料装置功能和定型装置功能进行补充,以提升管材质量稳定性,降低圆点或气泡等表面缺陷产生的可能性;
38、利用磁悬浮技术结合循环导热管路系统的导热设计进行pvc管材内部冷却,有效克服了目前pvc管材生产系统中定型装置难以对pvc管路内部进行散热的缺陷,降低管材产生表面缺陷的风险。而且适于与已有的真空定径水槽或者其他定型冷却设备结合使用,有助于降低设备改造成本,实用价值高。
本文地址:https://www.jishuxx.com/zhuanli/20240723/214650.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表