自行车轮圈成型工艺的制作方法
- 国知局
- 2024-08-01 04:06:30
本发明涉及轮圈加工,特别涉及一种自行车轮圈成型工艺。
背景技术:
1、传统的碳纤维轮圈的制造方法都是将轮圈分成两个部分单独热成型,随后将热成型后的两个部分固定于一体,最后再将固定于一体的两个轮圈部分再次热成型形成完整的自行车轮圈。
2、但分体成型的自行车轮圈的碳纤维片在固定和相互重叠成型,因此成型后的自行车轮圈在使用过程中会出现应力传递不连续的问题,导致轮圈的结构完整性和结构强度差。
技术实现思路
1、本发明的主要目的是提供一种自行车轮圈成型工艺,旨在一次性成型自行车轮圈,避免自行车轮圈出现应力传递断裂的位置,从而提升自行车轮圈的结构完整性和结构强度。
2、为实现上述目的,本发明提出的一种自行车轮圈成型工艺,所述自行车轮圈成型工艺的步骤包括:
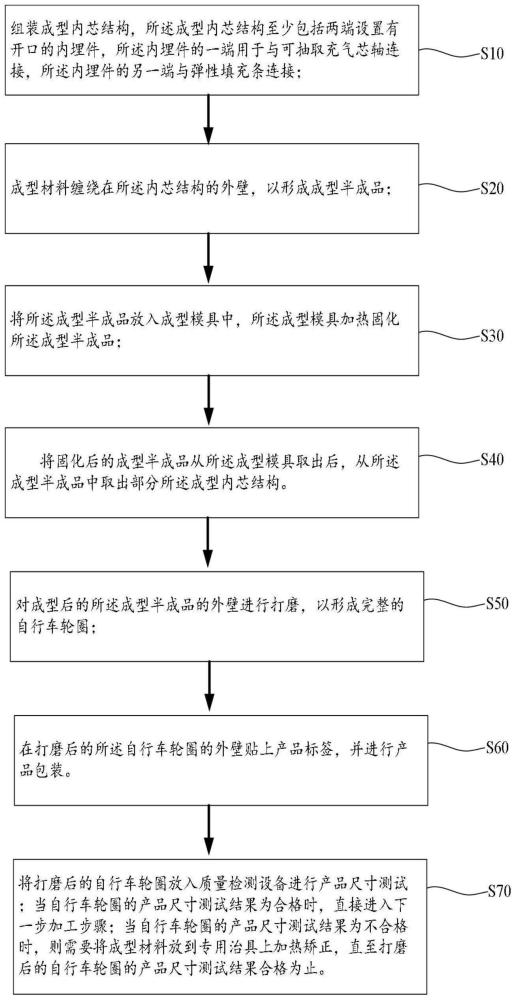
3、组装成型内芯结构,所述成型内芯结构至少包括两端设置有开口的内埋件,所述内埋件的一端用于与可抽取充气芯轴连接,所述内埋件的另一端与弹性填充条连接;
4、成型材料缠绕在所述内芯结构的外壁,以形成成型半成品;
5、将所述成型半成品放入成型模具中,所述成型模具加热固化所述成型半成品;
6、将固化后的成型半成品从所述成型模具取出后,从所述成型半成品中取出部分所述成型内芯结构。
7、在一实施例中,组装成型内芯结构的步骤包括:
8、将充气芯轴与多个加强件卡接于一体,多个所述加强件沿所述充气芯轴的周缘间隔排布;
9、将组装一体的充气芯轴与多个加强件安装于内埋件的内部;
10、最后将弹性胶条卡接入所述内埋件的外壁的凹槽处,以形成完整的成型内芯结构。
11、在一实施例中,将充气芯轴与多个加强件卡接于一体,多个所述加强件沿所述充气芯轴的周缘间隔排布的步骤之后还包括:
12、往所述充气芯轴充气,使得所述充气芯轴处于饱满状态,并与所述内埋件的内壁抵接。
13、在一实施例中,成型材料缠绕在所述成型内芯结构的外壁,以形成成型半成品的步骤包括:
14、将碳纤维干丝在树脂中预浸,以形成碳纤维预浸料;
15、将所述碳纤维预浸料沿所述成型内芯结构的周缘呈螺旋状连续缠绕在所述成型内芯结构的外壁。
16、在一实施例中,成型材料缠绕在所述内芯结构的外壁,以形成成型半成品的步骤包括:
17、将碳纤维丝沿所述成型内芯结构的周缘呈螺旋状连续缠绕在所述成型内芯结构的外壁,以形成缠绕后的成型半成品;
18、将缠绕后的成型半成品放入成型模具中,并将所述成型模具抽真空;
19、向抽真空后的所述成型模具注射热塑性树脂
20、在一实施例中,将固化后的成型半成品从所述成型模具取出后,从所述成型半成品中取出部分所述成型内芯结构的步骤包括:
21、将固化后的成型半成品切出第一抽取口;
22、从所述成型半成品的第一抽取口刺穿所述成型内芯结构的所述充气芯轴;
23、随后以第一预设温度烘烤所述成型内芯结构第一预设时间,并待所述充气芯轴软化后,使得所述充气芯轴体积缩小;
24、将刺穿后的所述充气芯轴从所述第一抽取口取出;
25、将固化后的成型半成品对应所述弹性胶条的位置切出第二抽取口,并从所述第二抽取口将所述弹性胶条取出。
26、在一实施例中,将所述成型半成品放入成型模具中,成型模具加热固化所述成型半成品的步骤包括:
27、将所述成型半成品放入成型模具中;
28、控制所述成型模具对所述成型半成品以第一预设温度加热固化第一预设时间;
29、随后再控制所述成型模具停止加热第二预设时间;
30、最后在控制所述成型模具对所述成型半成品以第二预设温度加热固化第二预设时间,直至所述成型半成品完全固化。
31、在一实施例中,随后再控制所述成型模具停止加热第二预设时间的步骤之后还包括:
32、通过检测设备对所述成型半成品进行固化程度检测;
33、根据固化程度检测的结果,重新设定所述成型模具的加热固化的温度为所述第二预设温度以及加热固化的时间为所述第二预设时间。
34、在一实施例中,将固化后的成型半成品从所述成型模具取出后,从所述成型半成品中取出部分所述成型内芯结构的步骤之后还包括:
35、对成型后的所述成型半成品的外壁进行打磨,以形成完整的自行车轮圈;
36、在打磨后的所述自行车轮圈的外壁贴上产品标签,并进行产品包装。
37、在一实施例中,对成型后的所述成型半成品的外壁进行打磨,以形成完整的自行车轮圈的步骤还包括:
38、将打磨后的自行车轮圈放入质量检测设备进行产品尺寸测试;当自行车轮圈的产品尺寸测试结果为合格时,直接进入下一步加工步骤;当自行车轮圈的产品尺寸测试结果为不合格时,则需要将成型材料放到专用治具上加热矫正,直至打磨后的自行车轮圈的产品尺寸测试结果合格为止。
39、本发明技术方案的自行车轮圈成型工艺的步骤包括:组装成型内芯结构,成型内芯结构至少包括两端设置有开口的内埋件,内埋件的一端用于与可抽取充气芯轴连接,内埋件的另一端与弹性填充条连接;成型材料缠绕在内芯结构的外壁,以形成成型半成品;将成型半成品放入成型模具中,成型模具加热固化成型半成品;将固化后的成型半成品从成型模具取出后,从成型半成品中取出部分成型内芯结构。如此操作后,本发明能一次性成型出自行车轮圈,无需将自行车轮圈分开两部分独立成型,随后再将两部分连接,避免自行车轮圈出现应力传递断裂的位置,从而提升自行车轮圈的结构完整性和结构强度。
技术特征:1.一种自行车轮圈成型工艺,其特征在于,所述自行车轮圈成型工艺的步骤包括:
2.如权利要求1所述的自行车轮圈成型工艺,其特征在于,s10:组装成型内芯结构的步骤包括:
3.如权利要求2所述的自行车轮圈成型工艺,其特征在于,s11:将充气芯轴与多个加强件卡接于一体,多个所述加强件沿所述充气芯轴的周缘间隔排布的步骤之后还包括:
4.如权利要求1所述的自行车轮圈成型工艺,其特征在于,s20:成型材料缠绕在所述成型内芯结构的外壁,以形成成型半成品的步骤包括:
5.如权利要求1所述的自行车轮圈成型工艺,其特征在于,s20:成型材料缠绕在所述内芯结构的外壁,以形成成型半成品的步骤包括:
6.如权利要求1所述的自行车轮圈成型工艺,其特征在于,s40:将固化后的成型半成品从所述成型模具取出后,从所述成型半成品中取出部分所述成型内芯结构的步骤包括:
7.如权利要求1所述的自行车轮圈成型工艺,其特征在于,s30:将所述成型半成品放入成型模具中,成型模具加热固化所述成型半成品的步骤包括:
8.如权利要求7所述的自行车轮圈成型工艺,其特征在于,s33:随后再控制所述成型模具停止加热第二预设时间的步骤之后还包括:
9.如权利要求1所述的自行车轮圈成型工艺,其特征在于,s40:将固化后的成型半成品从所述成型模具取出后,从所述成型半成品中取出部分所述成型内芯结构的步骤之后还包括:
10.如权利要求9所述的自行车轮圈成型工艺,其特征在于,s50:对成型后的所述成型半成品的外壁进行打磨,以形成完整的自行车轮圈的步骤还包括:
技术总结本发明公开一种自行车轮圈成型工艺,该自行车轮圈成型工艺的步骤包括:组装成型内芯结构,成型内芯结构至少包括两端设置有开口的内埋件,内埋件的一端用于与可抽取充气芯轴连接,内埋件的另一端与弹性填充条连接;成型材料缠绕在内芯结构的外壁,以形成成型半成品;将成型半成品放入成型模具中,成型模具加热固化成型半成品;将固化后的成型半成品从成型模具取出后,从成型半成品中取出部分成型内芯结构。本发明技术方案一次性成型自行车轮圈,避免自行车轮圈出现应力传递断裂的位置,从而提升自行车轮圈的结构完整性和结构强度。技术研发人员:陈锦松,杨志艺,杨雄,周千红受保护的技术使用者:东莞泰合复合材料有限公司技术研发日:技术公布日:2024/7/15本文地址:https://www.jishuxx.com/zhuanli/20240723/214647.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表